铝轮毂的铸造模具及其铸造方法
文献发布时间:2023-06-19 11:03:41
技术领域
本发明属于轮毂技术领域,具体涉及一种铝轮毂的铸造模具及铸造铝轮毂的方法。
背景技术
随着中国经济的快速增长,以电商、危化品、冷链等为代表的高端物流迅猛发展,其对车辆的轻量化要求更为突出;以1辆牵引车为例(每年运行约20万公里),每减重1Kg,每年多赚运费近200元;所以商用车用户及整车厂对轻量化的需求迫在眉睫。
相较于商用车传统轮毂的材质球墨铸铁,铝的密度约为球墨铸铁的1/3,容易保证产品的动平衡,车辆防抖动效果好;而且产品质量轻,不容易锈蚀,对节能减排有着较好的促进效果;铝合金良好的性能也能够保正相应的轮毂疲劳强度硬度,所以用铝合金代替铸铁将成为轮毂轻量化的重要方法。
但同时还要保持相应的轮毂疲劳强度硬度,铝合金轮毂的调质处理是能保证强度的良好手段。原来用于制造传统轮毂的模具不适用于铸造铝合金轮毂,因此,需要发明一种铝轮毂的铸造模具,以适应轮毂轻量化发展的进程。
另外,现有的铝合金轮毂通常采用低压、砂型铸造的方法,轮毂成型压力低,易出现缩松、粘砂等问题,而且轮毂储油腔位置无法由铸造直接得到,铸造完成后,需要机加工毛坯储油腔位置才能得到轮毂油腔,但是在机加工轮毂油腔之前需要对轮毂毛坯进行固溶处理和时效处理,由于未加工时的毛坯储油腔处壁厚较厚,可能导致固溶处理和时效处理不充分致使晶粒粗大,致使产品性能较差,并且浪费材料、刀具。
发明内容
为克服上述现有技术的不足,本发明所要解决的第一个技术问题是提供一种铝轮毂的铸造模具,能由铸造直接获得轮毂储油腔,轮毂储油腔无需再加工,节约铸造成本和加工成本,并且适应轮毂轻量化发展。
为解决第一个技术问题,本发明采用以下技术方案:
一种铝轮毂的铸造模具,其特征在于,包括:
上模组件,所述上模组件包括上模、上模芯和上部连接板,所述上模分别与所述上模芯和所述上部连接板固定连接,
芯模组件,所述芯模组件包括中间芯模和芯模环,所述芯模环由多个绕所述中间芯模周向分布的滑块芯模块形成,所述滑块芯模块与所述中间芯模可拆卸连接;
辅助成型组件,所述辅助成型组件包括推出环和顶出板,所述推出环和所述顶出板固定连接;
下模组件,所述下模组件包括底板、下模板、下模、下模镶块组件,所述底板上固定连接有所述下模板,所述下模板上固定连接有所述下模、所述下模镶块组件和所述芯模组件;
浇口组件,所述浇口组件位于所述上模芯上方,所述浇口组件设置有浇口和浇道;
所述上模、所述上模芯、所述芯模组件、所述推出环、所述下模和所述下模镶块组件共同围成铝轮毂的型腔,所述浇口和所述浇道与所述铝轮毂的型腔相连通。
优选的,每个所述滑块芯模块均设置有与其他所述滑块芯模块相贴靠的两个接触侧面,至少一个所述滑块芯模块的两个接触侧面设置有拔模角。
优选的,多个所述滑块芯模块与所述中间芯模插接固定。
优选的,所述中间芯模开设有供所述分流锥组件穿过的中间通孔,所述中间芯模上开设有供所述滑块芯模块插接的插接槽。
优选的,所述插接槽设置为开设在所述中间芯模外周面上的环形插槽,每个所述滑块芯模块的底部设置有向下凸出的弧形插接头,所述弧形插接头与所述环形插槽相适配。
优选的,所述插接槽设置有多个且间隔设置在所述中间芯模顶端,多个所述插接槽沿所述中间芯模顶端圆周均布,每个所述滑块芯模块内部设置有沿径向凸出的径向插接头,所述径向插接头与所述插接槽相适配。
优选的,所述下模镶块组件包括下模镶环和多个螺栓孔定位销,所述下模镶环与所述下模板固定连接,多个所述螺栓孔定位销固定在所述下模镶环上,所述下模镶环上开设有安装所述中间芯模的定位安装凹槽,所述中间芯模底部设置有与所述定位安装凹槽相适配的插接部,所述中间芯模与所述下模镶环固定连接。
优选的,所述辅助成型组件包括推动杆,所述推动杆沿与所述底板上的导向孔上下移动,所述推动杆与所述顶出板固定连接;
所述浇口组件包括浇口内套和浇口外套,所述浇口外套开设有所述浇口和容纳浇口内套的安装内腔,所述浇口内套开设有所述浇道,所述浇口外套底端固定连接所述上模芯。
作为同一个发明构思,本发明所要解决的另一个技术问题是提供一种轮毂铸造方法,使得铝轮毂致密性好和强度高,并且能由铸造直接获得轮毂储油腔。
为解决第二个技术问题,本发明采用以下技术方案:
一种使用上述的铝轮毂的铸造模具铸造铝轮毂的方法,包括如下步骤:
a)原料处理:用光谱检测仪对铝原料进行化学成分检验,将原料熔炼,并对熔炼完成后的熔液进行除杂质除渣处理,检测熔液的化学成分和温度,确保熔液温度740℃-750℃,将检测合格后的熔液作为浇铸液待用;
b)模具预处理:与上述a)步骤同时,对所述铝轮毂的铸造模具进行预热,使温度控制在410±20°范围内,对模具型腔喷涂,涂料厚度≤0.5mm,在模具浇口处设置滤网并检测模具型腔内压力,确保型腔内压力≥0.5Mpa;
c)浇注:将a)步骤的浇铸液从顶部的浇口组件注入所述铝轮毂的铸造模具的型腔,确保浇注量充足并及时清理多余料,需保证每件在15-30秒内完成浇注和清理,浇注时确保浇注温度保持在730℃-740℃,浇注完成后,保压400秒并保证型腔内压力≥0.5Mpa;
d)冷却:在模具底部冷却的同时对模具顶部进行加热保持顶部温度为200℃-350℃,冷却确时间从浇注开始计时550秒;
e)取出铝轮毂毛坯及滑块芯模块:去除浇冒口,将铝轮毂毛坯取出,然后将滑块芯模块有次序的取出,需要选取出其中两个接触侧面均有拔模角度的滑块芯模块,再取出单侧带有拔模角度的滑块芯模块,最后取出其余滑块芯模块。
优选的,在c)步骤中,浇注完成后,保压400秒并保证型腔内压力0.5Mpa-1.5Mpa。
采用了上述技术方案后,本发明的有益效果是:
本发明的铝轮毂铸造模具发明了可由铸造直接得到轮毂储油腔的芯模组件,由铸造直接得到的储油腔其壁厚较薄,有助于固溶处理和时效处理细化晶粒,节约浇注材料,并且减少机加工步骤,整体降低成本。
芯模环由多个绕中间芯模周向分布的滑块芯模块形成,滑块芯模块与中间芯模可拆卸连接,使得芯模组件可循环利用。
每个滑块芯模块均设置有与其他滑块芯模块相贴靠的两个接触侧面,至少一个滑块芯模块的两个接触侧面设置有拔模角,铸造完成后,先取出两个接触侧面均带有拔模角的滑块芯模块,然后取出其他滑块芯模块,比清理传统的轮毂内腔省时省力,提高了轮毂生产效率。
采用本发明的铝轮毂铸造模具使用的铸造方法比原来采用低压、砂型铸造强度高、不易粘砂,本发明的铝轮毂铸造方法采用重力加中压空气能铸造,铝水从模具上方浇注,浇注完成后对腔内施加压力≥0.5Mpa,通常为0.5-1.5MPa,充型压力较高,能起到一定的补缩作用,轮毂致密性好,产品密度为2.77-2.79g.cm左右,工艺出品率大于85%,而且产品强度高,性能好。
附图说明
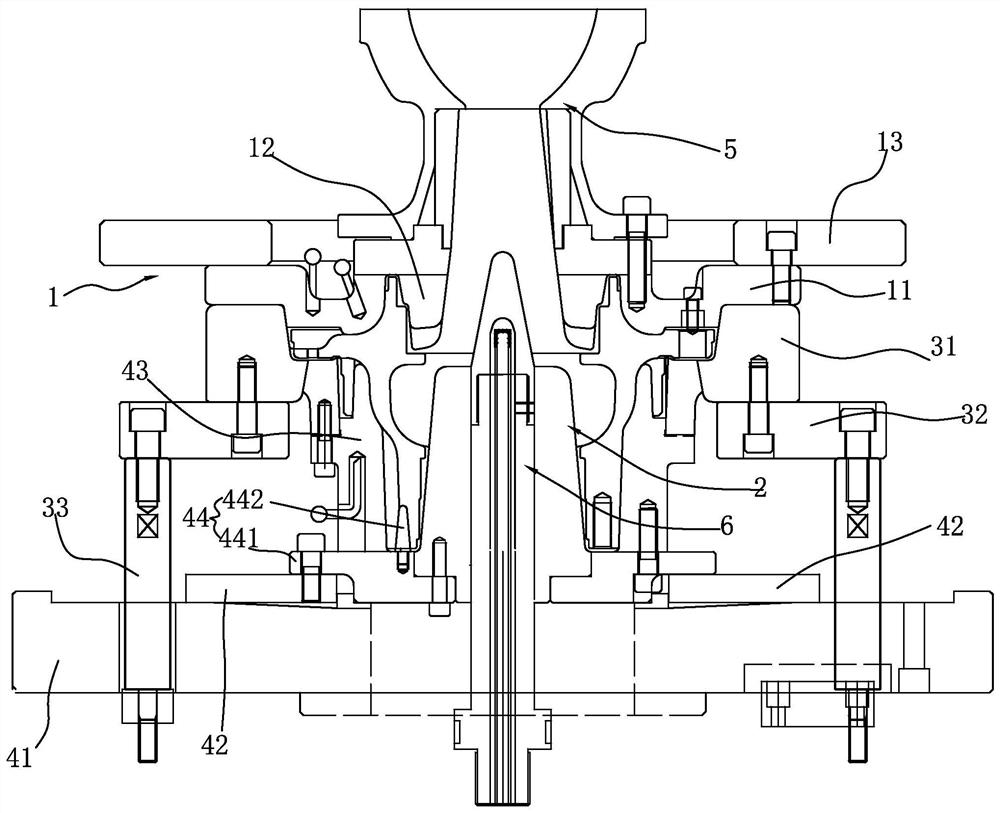
图1是本发明轮毂单元铝轮毂的铸造模具合模后的结构示意图;
图2是本发明轮毂单元铝轮毂的铸造模具开模后的结构示意图;
图3是图1中芯模组件的实施例一结构示意图;
图4是图3中芯模组件的分解示意图;
图5是图3中芯模组件的芯模环示意图;
图6是图1中芯模组件的的实施例二的结构示意图;
图7是图6中芯模组件的分解示意图;
图8是图6中芯模组件的芯模环示意图;
图中:1-上模组件,11-上模,12-上模芯,13-上部连接板,2-芯模组件,21-中间芯模,211-环形插槽,22-芯模环,221-滑块芯模块,221a-第一滑块芯模块,221b-第二滑块芯模块,221c-第三滑块芯模块,221d-第四滑块芯模块,221e-第五滑块芯模块,221a
具体实施方式
下面结合附图和实施例对本发明进一步详细说明。
实施例一:
如图1和图3所示的铝轮毂的铸造模具,上模组件1包括上模11、上模芯12和上部连接板13,上模11分别与上模芯12和上部连接板13通过螺栓固定连接,
芯模组件2包括中间芯模21和芯模环22,芯模环用于成型轮毂毛坯L的油腔,芯模环22由多个绕中间芯模21周向分布的滑块芯模块221形成,滑块芯模块221与中间芯模21可拆卸连接;
辅助成型组件3包括推出环31和顶出板32,推出环31和顶出板32固定连接;
下模组件4包括底板41、下模板42、下模43、下模镶块组件44,底板41上固定连接有下模板42,下模板42上固定连接有下模43、下模镶块组件44和芯模组件2;
浇口组件组件5位于上模芯12上方,浇口组件设置有浇口511和浇道521;
上模11、上模芯12、芯模组件2、推出环31、下模43和下模镶块组件44共同围成铝轮毂的型腔,浇口511和浇道521与铝轮毂的型腔相连通。
传统的轮毂模具铸造时,轮毂毛坯油腔处未填充芯模组件,而是由铸造熔液填充,铸造完成后,轮毂毛坯需要固溶处理和时效处理,之后毛坯储油腔位置需要再加工,由于未加工时的毛坯储油腔处壁厚较厚,可能导致固溶处理和时效处理不充分致使晶粒粗大,并且浪费材料、刀具。
本发明的轮毂模具能将轮毂储油腔位置直接铸造完成,油腔壁厚较薄,有助于固溶处理和时效处理细化晶粒,节约浇注材料,并且减少机加工步骤,整体降低成本。
多个滑块芯模块221与中间芯模21插接固定。中间芯模21开设有供分流锥组件穿过的中间通孔,分流锥组件6包括分流锥支撑杆61和固定在分流锥支撑杆顶部的分流锥62,中间芯模21套设在分流锥组件外部,中间芯模21上开设有供滑块芯模块221插接的插接槽。
如图3至图5所示,滑块芯模块221包括沿顺时针方向依次设置的第一滑块芯模块221a、第二滑块芯模块221b、第三滑块芯模块221c、第四滑块芯模块221d和第五滑块芯模块221e,中间芯模21上的插接槽设置为开设在中间芯模21外周面上的环形插槽211,每个滑块芯模块的底部设置有向下凸出的弧形插接头,即第一滑块芯模块221a设置有第一弧形插接头221a
每个滑块芯模块均设置有与其他滑块芯模块相贴靠的两个接触侧面,至少一个滑块芯模块的两个接触侧面设置有拔模角。例如,本实施例中,第一滑块芯模块221a的两个接触侧面设置有拔模角,优选将拔模角设置为3°,相应地,与第一滑块芯模块221a贴靠的第二滑块221b的一个接触侧面及第五滑块221e的一个接触侧面也设置有拔模角。上述的设置方式以便于从轮毂模具中取出轮毂毛坯后,将滑块芯模块221从轮毂毛坯的油腔中取出。此外,滑块芯模块221优选采用金属制成,一方面便于滑块芯模块221可重复循环使用,另一方在铸造施加压力过程中,滑块芯模块221不会像砂芯一样被压力击溃。
下模镶块组件44包括下模镶环441和多个螺栓孔定位销442,螺栓孔定位销442用于成型轮毂底部端面上的螺栓孔,下模镶环441与下模板42固定连接,多个螺栓孔定位销442固定在下模镶环441上,下模镶环441上开设有安装中间芯模21的定位安装凹槽,中间芯模21底部设置有与定位安装凹槽相适配的插接部,中间芯模21与下模镶环441固定连接。
辅助成型组件3包括推动杆33,推动杆33沿底板41上的导向孔上下移动,推动杆33与顶出板32固定连接;开模时,推动杆33推动顶出板32和推出环31向上移动,推出环31会带动轮毂毛坯L及油腔内的芯模环22向上移动。
浇口组件5包括浇口内套52和浇口外套51,浇口外套51开设有浇口511和容纳浇口内套52的安装内腔,浇口内套52开设有浇道521,浇口外套51底端固定连接上模芯12。
模具开模过程:
开模时,上模组件1和浇口组件5上移,然后,辅助成型组件3的推动杆33将推动顶出板32、推出环31及轮毂毛坯L及油腔内的芯模环22向上推动,使轮毂毛坯L被顶出,同时,芯模环22和中间芯模21脱开。待完全冷却后,按顺序从轮毂毛坯L的油腔中取出多个滑块芯模块221,本实施例中,上述五块滑块芯模块的取出次序为:首先取下第一滑块芯模块221a,其次可以取下第二滑块芯模块221b和/或第五滑块221e,最后可以取下第三滑块芯模块221c和/或第四滑块芯模块221d。
使用图1中铝轮毂的铸造模具铸造铝轮毂的方法,包括如下步骤:
a)原料处理:用光谱检测仪对铝原料(铝锭或铝棒等)进行化学成分检验。用坩埚电炉将检测合格的原料熔炼,并对熔炼完成后的熔液进行除杂质除渣处理,具体除杂方法是用氩气石墨转子搅拌20分钟进行除氢气、除氧化皮,加入除渣剂500g除渣,加入精炼剂500g进行精炼。检测精炼过后的熔液的化学成分和温度,主要是光谱分析仪进行化学成分检测以及测氢检测,并用测温枪对出炉温度检测,确保熔液温度740℃-750℃,将检测合格后的熔液作为浇铸液待用;
b)模具预处理:与上述a)步骤同时,对铝轮毂的铸造模具进行烘烤预热,通过热电偶检测温度,使温度控制在410±20°范围内。为防止浇注液粘在模具内腔需要对模具型腔喷涂,用喷枪对上型腔内腔喷涂料,涂料厚度≤0.5mm,另外,模具浇口组件处也需要喷涂料,浇口组件处浇口和浇道处涂料厚度0.5-1mm,在模具浇口处优选设置滤网对浇入的熔液进行进一步的除杂质,并用压力表检检测模具型腔内压力,确保型腔内压力≥0.5Mpa;
c)浇注:将a)步骤的浇铸液用浇注勺从顶部的浇口组件注入铝轮毂的铸造模具的型腔,确保浇注量充足并及时清理多余料,需保证每件在15-30秒内完成浇注和清理,用时间继电器和警铃保证浇注时间。在浇注时用测温枪检测浇注温度,确保浇注温度保持在730℃-740℃,浇注完成后,在浇口垫石棉垫,用压力包施压力,保证型腔内压力≥0.5Mpa并保压400秒;
d)冷却:在模具底部冷却的同时对模具顶部进行加热保持顶部温度为200℃-350℃,冷却确时间从浇注开始计时550秒;开式线铸件箱内冷却,冷却时间是从浇注开始550秒,顶部持续加温到200℃-350℃,底部冷却从浇注完开始开启,到开箱结束。
e)取出铝轮毂毛坯及滑块芯模块:铸造完成后,用锯床或车床去除浇冒口,将铝轮毂毛坯取出,然后将滑块芯模块有次序的取出,需要选取出其中两个接触侧面均有拔模角度的滑块芯模块,再取出单侧带有拔模角度的滑块芯模块,最后取出其余滑块芯模块。
取出毛坯之后的处理:将轮毂毛坯放入热处理炉进行固溶处理和人工时效热处理,其中固溶处理:525℃/12h,时效处理:155℃/4h,然后用喷丸机抛丸清理外观,并去除内应力。
检测:轮毂毛坯铸造完成后,需要进行检测,主要是机械性能检测(合格标准为抗拉强度:≥380Mpa,屈服强度:≥320Mpa;延伸率:≥7%;硬度:120HBW)、外观检测(无渣孔/气孔/缩松/碰伤等缺陷)以及铸件尺寸检验。
在c)步骤中,浇注完成后,保压400秒并保证型腔内压力0.5Mpa-1.5Mpa。
传统的铝轮毂的铸造模具采用低压、砂型铸造,通常在0.02-0.06MPa的压力下从模具下方充型,通常在0.02-0.06MPa的压力下从模具下方充型,充型压力低,轮毂致密性较差,产品密度约为2.7g.cm,工艺出品率低于80%,产品强度较差,且容易粘砂。
本发明的铝轮毂铸造方法采用重力加中压空气能铸造,铝水从模具上方浇注,浇注完成后对腔内施加压力≥0.5Mpa,通常为0.5-1.5MPa,充型压力较高,能起到一定的补缩作用,轮毂致密性好,产品密度为2.77-2.79g.cm左右,工艺出品率大于85%,而且产品强度高,性能好。
实施例二:
实施例二与实施例一的不同之处在于:
芯模组件2的结构略有区别,如图6至图8共同所示,中间芯模23的顶端设置有多个且间隔设置的插接槽231,多个插接槽231沿中间芯模23顶端圆周均布,每个滑块芯模块内部设置有沿径向凸出的径向插接头,径向插接头与所述插接槽相适配。本实施例中,中间芯模23的顶端设置有五个且间隔设置的插接槽,沿顺时针方向依次分别为:第一滑块芯模块241a、第二滑块芯模块241b、第三滑块芯模块241c、第四滑块芯模块241d和第五滑块芯模块241e,对应的径向插接头依次为第一径向插接头241a
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种铝轮毂铸造冷却系统、铸造模具及铸造方法
- 改进的轮毂铸造模具系统及轮毂铸造方法