减轻低表面质量
文献发布时间:2023-06-19 11:27:38
技术领域
本公开总体上涉及使用激光辐射加工材料。本发明尤其涉及对具有低表面质量的工件进行激光加工。
背景技术
激光材料加工越来越多地用于对各种材料进行切割,钻孔,打标和划线,包括玻璃、陶瓷、硅和蓝宝石等脆性材料。传统的机械加工会产生不希望有的缺陷,例如微裂纹,当加工的脆性材料受到应力时微裂纹可能会传播,从而降解和削弱加工的脆性材料。使用聚焦的激光辐射束对脆性材料进行激光加工会产生精确的切口和孔,这些切口和孔具有高质量的边缘和壁,同时最大程度地减少了此类不希望有的缺陷的形成。科学研究和制造的进步正在导致对越来越多的脆性材料进行激光加工,同时要求提高激光加工的速度和精度。
透明的脆性材料通过非线性吸收激光辐射,与脉冲激光辐射的聚焦光束相互作用。脉冲激光辐射可包括一系列单独的脉冲或脉冲的快速突发。每个单独的脉冲或脉冲突发都会在光束的焦点处在透明的脆性材料工件中产生缺陷。通过平移聚焦光束从工件上切下物品而沿着工件中的切割线产生一排缺陷。
通常,该排缺陷只会削弱沿着切割线的材料。为了将物品与工件的其余部分完全分开,需要在切割线上施加应力的额外步骤。施加机械应力或热应力通常会导致沿切割线分离。已经使用具有被材料吸收的波长和相对较高的平均功率的激光束证明了精确和受控的分离。吸收的激光功率会在切割线上产生一个热梯度,从而导致裂纹在由脉冲激光辐射产生的离散缺陷之间传播,从而沿切割线形成连续的断口。
例如,高度聚焦的超短激光脉冲束会在玻璃工件中产生自导的“细丝”。为了产生细丝,由于折射率的非线性成分,在材料中具有足够高强度的脉冲激光辐射的聚焦束变得进一步聚焦。非线性自聚焦和高强度激光束之间的正反馈会产生等离子体。等离子体内较低的折射率和/或等离子体对聚焦光束的散射会导致散焦。聚焦和散焦之间的平衡使细丝内的等离子体得以维持,该细丝在玻璃工件中传播,其直径远小于脉冲激光辐射聚焦束的衍射极限直径。
这种细丝的传播会以空隙、微裂纹或其他材料变形的形式在工件上产生长而细的缺陷。通过沿切割线平移聚焦的超短脉冲激光束会产生一行缺陷。然后,通过沿切割线平移CO
发明概述
激光材料加工需要精确定位和严格控制的激光束焦点。材料属性中相对较小的差异(例如正常的材料不均匀性)可能会导致失去焦点控制。非平面材料表面可能会由于折射而使激光束散焦,从而降低预期焦点处的激光束强度。可以将光束强度降低到低于预期材料加工的阈值。
本领域技术人员使用“表面质量”作为这些变化的量度。“表面质量”有两个贡献:小规模的表面结构,称为“表面粗糙度”或“表面光洁度”;大型结构,称为“表面不规则度”或“表面平整度”。
具有高空间频率的小规模表面结构会导致光学损耗。通常,这些是散射损耗,这会降低激光束通过表面后到达加工位置的光功率。该“表面粗糙度”或“表面光洁度”可通过R
具有低空间频率的大规模表面结构会引起波前畸变。举例来说,这种波前畸变防止了透射过表面的聚焦激光束形成清晰的焦点。当表面接触另一个已知的平坦表面时,可以通过对单色测试光束的干涉条纹计数来量化该“表面不规则度”或“表面平整度”。因此,以测试束的波长λ的倍数来测量与理想平坦表面的偏差。
当激光束被引导通过具有低表面质量的工件的表面从而导致失去聚焦控制时,现有的解决方案无法对工件进行激光加工。
一方面,公开了用于对具有工件表面的工件进行激光加工的方法。该方法包括提供具有使工件透明的波长的激光束。提供盖,该盖与工件表面间隔开。盖具有位于工件表面近侧的表面和位于工件表面远侧的表面,其中该远侧表面的表面质量优于工件表面的表面质量。在近侧表面和工件表面之间提供流体并使流体与近侧表面和工件表面接触。激光束被引导穿过盖,穿过流体,并穿过工件表面。
在一个方面,激光加工设备包括盖、流体分配器和激光系统。盖可以与工件表面间隔开,并且包括位于工件表面近侧的表面和位于工件表面远侧的表面。远侧表面的表面质量优于工件表面的表面质量。流体分配器构造成在近侧表面与工件表面之间引入流体并使流体与近侧表面和工件表面接触。激光系统被配置为将激光束引导穿过盖,穿过流体并且穿过工件表面,并且激光束具有使工件透明的波长。
附图说明
图1A是具有低表面质量的激光加工后的工件的照片。图1B是根据本发明实施方案的具有低表面质量的激光加工后的工件的照片。
图2A是加工具有高表面质量的工件的激光设备的示意图。图2B是图2A的部分的放大示意图。图2C是加工具有低表面质量的工件的激光设备的示意图。
图3是根据实施方案的加工具有低表面质量的工件的激光设备的示意图。
图4是根据实施方案的加工具有低表面质量的工件的激光设备的示意图。
图5是根据实施方案的加工具有低表面质量的工件的激光设备的示意图。
图6是根据实施方案的加工具有低表面质量的工件的激光设备的示意图。
图7是根据实施方案的激光加工方法。
发明详述
在此描述的方法和设备在激光系统和工件表面之间放置盖和流体,其中盖包括具有比工件表面的表面质量更好的表面质量的远侧表面。本文所述的实施方案减少了由于折射通过具有低表面质量的表面而引起的射线散射,从而增加了对激光束焦点在工件内部或外部的位置和大小的控制。当会聚的激光辐射束必须穿过表面质量较低的表面时,它们可以形成具有预期强度分布的焦点。在例如工件固有地包括低表面质量(例如,拉制玻璃或未抛光玻璃),其他加工步骤降低了工件表面的表面质量(例如,半导体器件的微制造)以及在需要严格控制激光焦点的任何激光过程情况下,本文所述的方法和设备可能是有利的。
在本文中,“焦点”是指紧密的焦点和细长的焦点,它们均用于激光材料加工中。通过聚焦光学器件可形成紧密的焦点,聚焦光学器件具有较短的焦距,从而使激光束的像差最小。可以通过故意引起激光束像差的聚焦光学器件来形成细长的焦点。举例来说,可以通过填充具有球差的聚焦透镜的透明光圈来产生细长的焦点。可替代地,非球面聚焦透镜可被配置为形成沿光轴具有均匀强度分布的细长焦点,如美国专利申请15/352,385(美国专利公开号2018/0133837)所述,该专利申请与本申请共同拥有。细长的焦点在激光切割方面具有优势,因为聚焦的激光辐射被分配以有利于产生延伸到工件整个厚度的长缺陷。
现在转向附图,其中,相同的特征由相同的附图标记表示。图1A是具有低表面质量的表面102的工件的侧面剖视图的照片100。照片100描绘了激光加工和分离之后的切割边缘。图1A中的工件是康宁公司(Corning,Inc.)生产的拉制玻璃,商标名为
照片100中的横截面在被脉冲激光束的光轴横穿的平面中。暗区104表示激光束形成弱化材料的缺陷的区域。透明区域106表示不完整或间断的缺陷,即材料没有被削弱。如在照片100中可以看到的,没有缺陷106的未加工区域是频繁且不规则的。尽管图1A中的工件被充分弱化而分离,由于未加工材料的频繁区域,工件易于碎裂,这可能导致分离过程中工件的离轴断裂。此外,激光加工中的不一致性使得分离不可预测,从而导致切割之间的变化不可接受。
发明人认为,工件表面102的低表面质量会不利地影响激光系统(未显示)产生精确定位和严格控制的焦点的能力,从而形成不完整或间断的缺陷。图1B是与图1A中的工件相同材料的另一工件的侧视截面图的照片150,但是用本文公开的激光加工设备和方法的实施方案进行了加工,以减少工件低表面质量的影响。除了紧靠表面152的区域154之外,工件还具有主要加工区域156,这表明适当控制的聚焦有助于激光加工。与图1A中的照片100中的工件相比,该工件更可能干净地分离,用更少的切屑产生了更可预测的切割。
图1B所示的改善结果可能特别适合于具有低表面质量的表面的工件(例如,拉制的玻璃,在其他加工步骤中变粗糙的工件等),以及需要高精度定位和控制焦点的应用。尽管图1A和1B描绘了在平面上的加工,但是可以通过相应地引导激光束的光轴来沿着任何直的或弯曲的切割线加工工件。
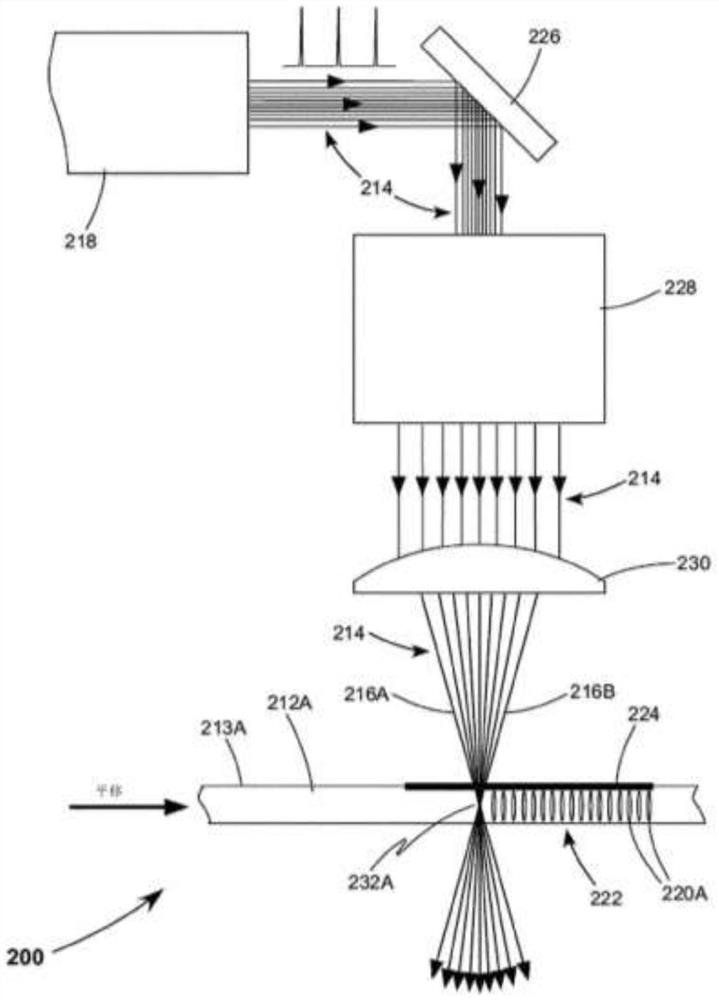
图2A是激光加工设备200的示意图。在图2A中,具有表面213A的工件212A暴露于来自激光加工设备200的脉冲激光辐射214的聚焦束。脉冲激光辐射214的聚焦由会聚射线216A和216B表示,代表激光辐射的聚焦束的边界射线。脉冲激光辐射束214由脉冲激光辐射源218产生,并且具有使工件212A透明的波长。脉冲激光辐射束214是重复的单个激光脉冲(这里仅示出三个)或重复的激光脉冲串的束。每个脉冲或每个脉冲串在工件中产生缺陷220A。如箭头所示,通过相对于脉冲激光辐射束214横向平移工件212A,来形成缺陷220A的阵列222。聚焦束描绘出切割线224,该切割线224遵循要从工件上切割的物品的轮廓。
设备200还包括任选的光束转向光学器件226、任选的光束调节光学器件228和聚焦透镜230。图2A将光束转向光学器件226描绘为平面镜,其被布置为拦截来自激光源218的脉冲激光辐射束214并将其引向工件212A。光束调节光学器件228被描绘为无焦点光束扩展器,其被布置为拦截脉冲激光辐射214的定向束并将其扩展以主要填充聚焦透镜230。聚焦透镜230被描绘为平凸透镜,其被布置为拦截扩展脉冲激光辐射束214并将其聚焦在工件212A中。也可以使用其他光束转向光学器件和光束调节光学器件。
聚焦透镜230可以是如图所示的单元件透镜或多元件透镜组件。工件212A被描述为相对于脉冲激光辐射214的固定聚焦束平移。可替代地,振镜致动的反射镜可以被包括在光束调节光学器件228和用于聚焦透镜230的平场物镜中,从而使得聚焦的脉冲激光辐射束214相对于固定工件212A平移。
图2B是激光束214与工件212A相互作用的放大示意图。在图2A与图2B的实施方案中,工件212A的表面213A具有较高的表面质量。光束214由入射在表面213A上的射线表示,并且具有垂直于表面213A的光轴234。随着光束214的射线从工件212A上方的气体进入工件212A,气体与工件212A之间的折射率差导致射线折射。因为工件212A的表面213A具有较高的表面质量,所以每条射线都会以可预测的角度折射,该角度由光线对表面的入射角确定。因为表面213A具有高质量,所以焦点232A的强度分布是精确且严格控制的,从而导致缺陷220A的形成。应当注意,工件212A上方的气体可以是环境空气,或者可以是被选择来改善激光加工的辅助气体或辅助气体混合物。
图2C是激光束214与另一工件212B相互作用的放大示意图。在图2C中,工件212B具有低表面质量的表面213B。工件212B暴露于来自设备200的脉冲激光辐射束214。表面213B由于低质量表面的不可预测的折射而散光束214的射线。射线散射产生不受控制的焦点。例如,在紧密聚焦的情况下,射线散射产生束腰位置和束腰直径定义不佳的焦点。在细长聚焦的情况下,射线散射产生沿光轴234和绕光轴234具有异常强度分布的焦点。特别地,散射降低了在预期焦点232B处或周围的光束强度。如果表面213B的表面质量太低,则散射可能由此阻止激光加工。
例如,在激光细丝加工中,散射可将预期焦点232B处的激光束强度降低到非线性自聚焦阈值以下,从而防止了细丝的形成。当形成细丝时,沿光轴234的异常强度分布可导致产生不完整和不规则的缺陷220B。在这种条件下,激光细丝加工将产生频繁且不规则的未加工区域,如图1A的照片100所示。
本文公开的实施方案可以对于具有低表面质量的工件产生图1B的优异的激光加工(例如图2C中的表面213B)。图3是根据这样的实施方案的加工工件的激光加工设备300的剖视图。设备300包括与工件212B的表面213B间隔开的盖302,以及流体分配器(未示出),该流体分配器构造成在盖302的近侧表面304B与工件212B的表面213B之间引入流体306并使流体306与盖302的近侧表面304B和工件212B的表面213B接触。(除非另有说明,否则如本文所用,“远侧”和“近侧”的盖表面是相对于工件定位的。)激光系统(未显示)将激光束214引导穿过盖302,穿过流体306,并进入工件表面213B。在一些实施方案中,激光加工设备包括以上关于图2A-2C描述的激光系统。在一些实施方案中,盖302包含在激光加工设备内,该激光加工设备还包括激光系统和流体分配器,该流体分配器构造成将流体306引入到盖302与工件之间并使流体与盖302和工件接触。
盖302的远侧表面304A具有比工件212B的表面213B更好的表面质量。如本文所使用的,当第一表面的表面粗糙度低于第二表面的表面粗糙度和/或第一表面的表面不规则度小于第二表面的表面不规则度时,第一表面的表面质量比第二表面的表面质量更好。在一些实施方案中,远侧表面304A的光学质量等于具有小于
当光束的射线214的射线穿过远侧表面304A时,气体和盖302的折射率之间的差异导致射线折射。因为盖302的远侧表面304A具有比工件212B的表面213B更好的表面质量,所以与如果射线穿过图2C所示的表面213B相比,射线将更可预测地折射。这导致更加可控和可预测的焦点,从而导致更精确的激光加工,例如图1B所示的切口。
流体306可以流动以占据工件212B的粗糙表面的槽,从而导致盖/流体/工件布置,其中远侧表面304A用作气体和入射激光束214的盖/流体/工件布置的界面。选择流体306,使得流体306与工件212B的折射率之间的差小于气体与工件212B的折射率之间的差。这种选择减小了当激光束穿过表面213B时的折射,从而减少了不希望的射线散射。盖302和流体306都被选择为在激光束214的波长处是透明的。可以进一步减小射线散射,如下所述。
为了使通过盖/流体/工件布置的反射损失最小化,优选选择折射率小于或等于工件的折射率的盖。流体将优选地被选择为具有在工件的折射率与盖的折射率之间的折射率。为了进一步最小化反射损失,盖的近侧表面和远侧表面中的一个或两个可以具有抗反射涂层。
在一些实施方案中,流体306的折射率与工件212B的折射率匹配。如本文所使用的,当折射率与另一折射率彼此相差小于10%时,折射率与另一折射率匹配。在某些实施方案中,流体的折射率与工件的折射率相差小于3%。使流体306和工件212B的折射率匹配可以减小或消除工件212B的表面213B处的折射率。在一些实施方案中,盖302的折射率与流体306和工件212B的折射率匹配。在通过远侧表面304A之后,射线将由于恒定(或接近恒定)的折射率而通过盖302、流体306和工件212B而没有改变方向。
在一些实施方案中,选择盖的厚度,使得盖具有足够的弹性以防止翘曲或位置改变。在一些实施方案中,选择盖厚度和流体厚度以最小化盖的远侧表面和工件表面之间的距离。最小化盖的远侧表面和工件表面之间的距离可以最大化激光系统的有效工作距离。具体地,在此,聚焦透镜230(在图2A中示出)与盖之间的工作距离。如图2A–2C所示,与单独聚焦到工件相比,最小化盖的远侧表面和工件表面之间的距离还可以最大程度地减少工件的焦深变化。在一些实施方案中,流体的最小厚度大于工件的峰-峰粗糙度。
在一些实施方案中,盖302由玻璃制成。在一些实施方案中,盖由钠钙玻璃制成。通过示例的方式,用于捕获图1B的盖是钠钙玻璃,其厚度约为300μm。在一些实施方案中,盖由熔融石英或具有所需表面质量的任何透明材料制成。可以选择盖材料以满足任何其他应用要求,例如,耐化学玻璃。
如图3所示,激光束214的光轴234垂直入射到工件212B的表面213B上。在一些实施方案中,激光束的光轴以非垂直角度入射在工件的表面上(例如,参见下面描述的图6)。
如图3所示,远侧表面304A是平坦的,并且激光束214的光轴234垂直入射到远侧表面304A上。在一些实施方案中,远侧表面304A是非平面的。在一些实施方案中,激光束214的光轴234以非垂直角度入射到盖的远侧表面上。
如图3所示,远侧表面304A和近侧表面304B是平行的。如本文所使用的,术语“平行”应理解为包括不影响激光束的施加的相对于完全平行的偏差。例如,如果将光束从工件的一侧平移到另一侧时,该偏差不大到改变焦深而使得该过程将超过应用公差的程度,则两个表面完全平行的偏差在术语“平行”之内。在一些实施方案中,远侧表面304A和近侧表面304B不平行(例如,参见下面描述的图6)。
如图3所示,近侧表面304B平行于工件表面213B。在一些实施方案中,近侧表面304B不平行于工件表面213B。
在一些实施方案中,流体306包括液体、凝胶、可延展的聚合物或适形的固体。在一些实施方案中,流体306是油。匹配由
在一些实施方案中,激光束214具有使工件212B透明的波长。如本文所用,当入射在对象表面上的全部或部分激光束功率传输到该对象表面下方的位置时,该对象对激光束是“透明的”。例如,当40%的入射激光功率传输到物体表面以下的位置时,该对象对于激光束是透明的;或者当70%的入射激光功率传输到该对象表面物体下方的位置时,该对象对激光束是透明的。例如,当至少40%的入射激光功率传输到焦点位置时,工件是透明的。
在一些实施方案中,激光系统被配置为在工件212B内部的位置处形成焦点232A。在一些实施方案中,激光系统被配置成引导激光束214穿过工件的第二相对表面并在工件外部形成焦点。例如,在工件212B的下表面下方(在图3中所示的取向上)。
在一些实施方案中,设备包括平移台,该平移台被配置为相对于激光束移动工件,并且流体分配器被配置为在工件相对于激光束移动的同时在盖与工件之间引入流体(参见下面的图4和图5)。
在一些实施方案中,该设备包括流体去除系统,该流体去除系统构造成在激光束214已经加工了工件212B之后从工件212B去除流体306。在这样的实施方案中,挥发性指数匹配的流体可以用于高效和完全的流体去除。
在一些实施方案中,激光系统被配置为聚焦激光束以形成细丝,从而在工件212B中产生缺陷220A。在一些实施方案中,激光加工设备300用于其他激光加工,例如隐形切割(例如,以大约1μm的波长加工硅)。激光加工设备300在例如要求良好的光束完整性,特别是高强度和/或光束参数的精细控制的任何激光材料加工中可能是有利的。
图4是根据一个实施方案的激光加工设备400的截面图。激光加工设备400包括流体供应管线402、流体分配器404、盖302和激光系统(其包括聚焦光学器件230)。流体分配器404从流体储存器(未示出)接收流体306,并在盖302与工件212B之间提供流体并使流体与盖302和工件212B接触。
激光束214穿过盖302,穿过流体306,并进入工件212B。在图4所示的实施方案中,激光束214形成位于工件212B内部的焦点232A并形成缺陷220A。激光束相对于工件的平移在工件212B中产生缺陷222的阵列。在美国专利第9,102,007号和美国专利第9,296,066号中描述了用于激光细丝加工的示例性系统和方法,它们各自与本申请共同拥有,并且通过引用并入本文。此类激光切割工艺
流体分配器404包括盖302、至少一条流体供应管线402和至少一个流体储存器(未示出)。包括盖的分配器的底表面的形状可以是圆形、矩形或适合于该应用的任何形状。在一些实施方案中,流体分配器404或者是激光加工头的部分,或者被附接到头。通过泵、毛细作用和/或重力分配流体。对于泵的实施方案,泵(未示出)可以包括可调节的泵速,该泵速与(工件的)平移速度相结合而变化,以在盖与工件之间产生期望的流体供给。激光加工后,流体膜可能残留在工件上。如以上关于图3所描述的,激光加工设备可以包括流体去除系统。
图5是根据一个实施方案的激光加工设备500的截面图。激光加工设备500与激光加工设备400相似,并且对图4的讨论适用于图5,反之亦然。区别包括流体分配器502,该流体分配器502具有相对于盖302的平面倾斜的两条流体线402,并且流体分配器502是单独的组件。
激光束214穿过盖302,穿过流体306,并进入工件212B。在图5所示的实施方案中,激光束214形成位于工件212B内部的焦点232A并形成缺陷。激光束相对于工件的平移在工件212B中产生缺陷222的阵列。
图6是根据一个实施方案的加工工件的激光加工设备600的剖视图。激光加工设备600类似于以上关于图3描述的激光加工设备300,该描述同样适用于激光加工设备600,反之亦然。激光加工设备600与激光加工设备300之间的差异包括盖602的形状和工件212B相对于激光束214的倾斜角度。
如图6所示,激光束214的光轴234以非垂直角度入射在工件212B的表面213B上。在这种布置中,引导激光束包括聚焦激光束以在工件中产生倾斜于工件表面的激光缺陷。该实施方案可以用于具有低表面质量(所示)或具有高表面质量的表面。它可以对倾斜的工件或工件的倾斜部分进行激光加工。在激光细丝化的情况下,这还将允许形成细丝并产生相对于工件表面倾斜的缺陷。
盖602包括激光束214垂直入射在其上的远侧表面604A和平行于工件212B的表面213B的近侧表面604B。远侧表面604A和近侧表面604B因此相互倾斜,并且盖602具有楔形或棱柱形。在其他实施方案中,只要工件的远侧表面和近侧表面相互倾斜,则盖可以具有不同的形状。同样,流体606在近侧表面604B和表面213B之间并与近侧表面604B和表面213B接触。例如,可获得各种近侧表面-远侧表面相对倾斜度(包括平行布置),以便可以移动盖以容纳工件上的各种切口。
图6示出了工件相对于棱柱形的盖和聚焦的激光束的相对平移。一些实施方案在工件静止的同时平移棱镜形的盖和聚焦的激光束。
图7是根据一个实施方案的激光加工方法700的流程图。方法700是对具有工件表面的工件进行激光加工的方法,并且包括:提供激光束702,其中激光束具有使工件透明的波长;提供与工件表面间隔开的盖704,其中该盖具有位于工件表面近侧的表面和位于工件表面远侧的表面,并且其中该远侧表面的表面质量优于工件表面的表面质量;在近侧表面与工件表面之间提供流体706并使流体与近侧表面和工件表面接触;引导激光束708穿过盖,穿过流体并穿过工件表面。如本文所使用的,“引导激光束”应理解为包括激光束相对于工件的任何运动。例如,“引导激光束”包括在保持工件静止的同时移动激光系统,在保持激光系统静止的同时移动工件或相对于工件横向扫描激光束。任选地,例如当工件相对于激光束平移时,方法700可以从引导激光束708到提供流体706而循环。
在该方法的一些实施方案中,引导激光束包括聚焦激光束并在工件中形成缺陷。
在一些实施方案中,流体的折射率在盖上方的气体的折射率与工件的折射率之间。在一些实施方案中,流体的折射率在盖的折射率与工件的折射率之间。在该方法的一些实施方案中,流体的折射率与工件的折射率匹配。
在该方法的一些实施方案中,远侧表面的表面粗糙度低于工件表面的表面粗糙度。在该方法的一些实施方案中,远侧表面的表面粗糙度小于
在该方法的一些实施方案中,远侧表面具有比工件表面的表面不规则度低的表面不规则度。在该方法的一些实施方案中,激光束具有波长λ,并且远侧表面具有小于λ/4的表面不规则度。
在该方法的一些实施方案中,近侧表面平行于工件表面。
在该方法的一些实施方案中,激光束的光轴垂直地入射在工件表面上。
在该方法的一些实施方案中,其中激光束的光轴以非垂直角入射到工件表面上。
在该方法的一些实施方案中,近侧表面和远侧表面是平行的。在该方法的一些实施方案中,近侧表面和远侧表面相互倾斜。在该方法的一些实施方案中,近侧表面平行于工件表面,并且引导激光束包括使激光束聚焦以在工件中产生缺陷并且缺陷倾斜于工件表面。
在该方法的一些实施方案中,远侧表面具有凸形。
在该方法的一些实施方案中,盖是玻璃。在该方法的一些实施方案中,流体是油。在该方法的一些实施方案中,盖是箔,并且流体是具有与工件的折射率匹配的折射率的粘合剂。
在该方法的一些实施方案中,引导激光束包括将激光束聚焦在工件内部的位置处。在该方法的一些实施方案中,引导激光束进一步包括引导激光束穿过工件的第二表面,并将激光束聚焦在工件外部的位置。
该方法的一些实施方案还包括在相对于激光束移动工件的同时重复地引导激光束,并且在近侧表面与工件表面之间添加流体。
该方法的一些实施方案还包括在引导激光束之后去除流体。
在一些实施方案中,如上所述,脉冲激光辐射214的聚焦束会聚到沿光轴234拉长的焦点。参照图2A和2B,与边界射线216A和216B相比,靠近光轴234的射线会聚到离聚焦透镜230更近或更远的位置,从而沿着光轴延伸焦点。工件230将被定位成使得细长的焦点与工件重叠或至少部分重叠。缺陷220A被描绘为延伸穿过工件213A的大部分厚度。特别地,对于切割应用,缺陷优选地延伸穿过工件的整个厚度。通常,假设每个脉冲串具有足够的能量,则细长焦点的长度将定义缺陷的长度。
在一些实施方案中,盖表面可以是非平面的。尽管在图3至图5中将盖302描绘为片材并且在图6中将盖602描绘成棱柱,盖可以具有平凸形状,使得每条射线垂直地入射在盖的远侧表面304A上。根据本发明,具有凸形的远侧表面304A将具有比工件212B的表面213B更高的表面质量。当例如工件具有高折射率时,这种平凸形状可能是有利的,最小化通过盖/流体/工件布置的反射损失。
如上所述,在一些实施方案中,激光加工设备被配置为引导激光束214穿过表面213B并穿过工件212B的第二相对表面。在这些实施方案中,第二盖可以与第二表面间隔开,并且具有填充在它们之间的空间的流体。这种布置允许焦点形成在具有相对表面的工件外部,所述相对表面均具有较低的表面质量。在某些应用中,外部焦点是有利的。例如,为了形成延伸到表面的缺陷,可能需要横穿该表面的细长焦点。
一些实施方案包括将工件暴露于由不同于图2A的激光源218的激光辐射源产生的激光辐射束的附加步骤。来自不同源的激光辐射束可以具有被工件212吸收的波长。工件可以相对于不同激光辐射束横向地平移,并且该束加热被缺陷220A削弱的材料,从而导致它会完全破裂并形成切割边缘。在美国申请第15/913,457号中更详细地描述了将工件暴露于来自第二激光辐射源的光束中而导致工件破裂,该美国申请通过引用整体结合于本文中以用于所有目的。
以上参考优选和其他实施方案描述了本发明。然而,本发明不限于在此描述和描绘的实施方案。而是,本发明仅由所附权利要求书限制。本文中“包括”、“包含”、“具有”、“含有”、“涉及”及其变体的使用意在涵盖其后列出的项目及其等同物以及其他项目。
- 减轻低表面质量
- 一种高表面质量、低屈强比热轧高强度钢板及制造方法