一种电机端盖总成制造成型工艺
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及电机生产制造技术领域,具体提出了一种电机端盖总成制造成型工艺。
背景技术
电机端盖顾名思义是安装在电机外壳体端部的壳体零部件,因此包括电机前端盖和电机后端盖;电机端盖随不同结构和型号的电机而在结构上略有区别,为了满足大批量生产的需求且节约生产制造成本,因此电机端盖根据不同大小和型号的电机,一般采用铸造成型或者拉伸成型。其中拉伸成型的电机端盖具有壁厚均匀、结构规整、表壁光滑等特点,电机端盖在拉伸成型生产加工过程中,完成修边后的电机端盖的边缘时常存在毛刺,且边缘较为锋利,因此需要对电机端盖的边缘进一步进行倒角加工处理。
在现有的加工方式中,对于电机端盖边缘倒角处理常常采用人工进行处理,由于电机端盖的边缘为周向分布,因此人工操作不便,且倒角过程枯燥,较为费力,另外,采用人工倒角加工难以保证电机端盖边缘的规整性。
基于上述问题,本发明提供了一种电机端盖总成制造成型工艺,具体涉及到一种电机端盖制造成型后处理装置,主要针对采用拉伸成型的电机端盖修边后的边缘进行倒角处理。
发明内容
为了解决上述问题,本发明提供了一种电机端盖总成制造成型工艺,用于解决上述背景技术中提到的问题。
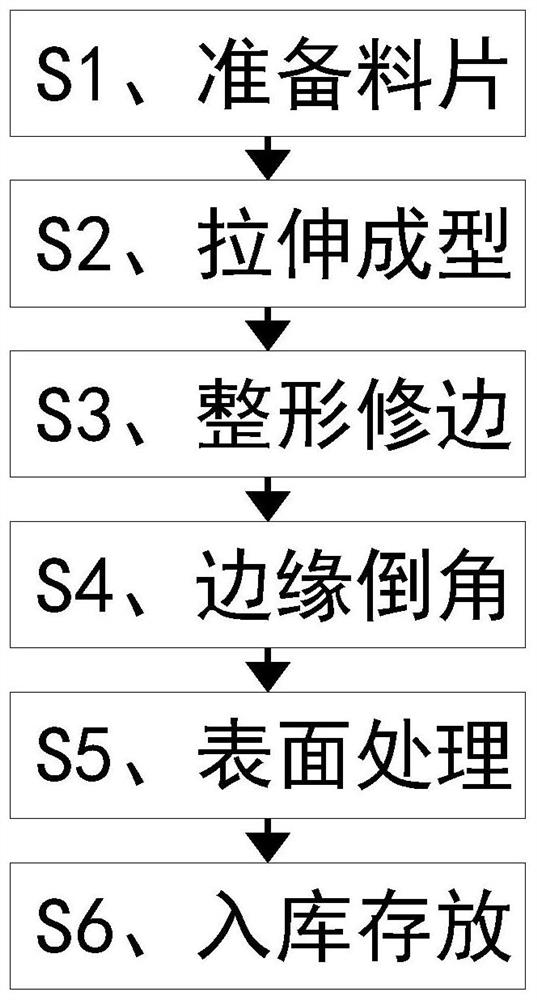
为了实现上述目的,本发明采用以下技术方案来实现:一种电机端盖总成制造成型工艺,所述成型工艺具体包括以下步骤:
S1、准备料片:准备生产电机端盖所需的钢板料片;
S2、拉伸成型:采用冲压拉伸成型的成型加工方式对步骤S1中准备的钢板料片进行拉伸预成型;
S3、整形修边:对步骤S2中预成型的电机端盖进行整形,并对边缘进行修边;
S4、边缘倒角:通过电机端盖制造成型后处理装置对步骤S3中完成整形修边后的电机端盖的边缘进行倒角处理;
S5、表面处理:对步骤S4中完成倒角后的电机端盖进行表面处理;
S6、入库存放:对经过步骤S5表面处理后的电机端盖进行集中入库存放;
采用上述步骤S1-S6的电机端盖总成制造成型工艺对电机端盖总成进行制造成型加工的过程中还具体涉及到一种上述的电机端盖制造成型后处理装置,包括工作台、抱夹旋转机构、压紧机构和倒角机构;其中:
所述工作台的台面上设置有圆孔;
所述抱夹旋转机构包括抱夹驱动组件、滑轨、抱夹部件和拉簧;所述工作台上水平设置有四个所述滑轨,四个所述滑轨沿所述圆孔的圆圈周围圆周等距分布,所述滑轨导向方向指向所述圆孔的圆心;四个所述滑轨上均对应设置有所述抱夹部件,所述抱夹部件包括与所述滑轨滑动配合的滑块、固定在所述滑块前端的辊架和两个电动抱辊;所述辊架位于所述圆孔中,所述辊架呈匚形,所述辊架的下端为向前突出的延伸板,两个所述电动抱辊竖直转动安装在所述辊架上;每个所述抱夹部件与所述工作台之间均设置有所述拉簧,所述拉簧水平连接在所述滑块侧端与所述工作台之间;八个所述电动抱辊的中心轴均位于与所述圆孔共圆心的圆上;所述抱夹驱动组件安装在所述工作台上用于驱动四个所述抱夹部件同步滑动;
所述压紧机构设置在所述工作台的上端面上用于压紧电机端盖的内端面,所述倒角机构分布在所述工作台的上方且位于所述圆孔侧方。
优选的,所述抱夹驱动组件包括回转轴承、外齿圈和夹紧驱动电机,所述工作台上位于台面下方水平设置有支撑板,所述回转轴承固定安装在所述支撑板上端,所述外齿圈固定安装在所述回转轴承旋转部位的上端面上,所述外齿圈的中心轴、所述回转轴承的中心轴和所述圆孔的中心轴三轴重合,所述外齿圈的内圈上圆周等距分布设置有四个弧形楔块,所述弧形楔块上设置有与所述外齿圈内圈相切的圆弧面;所述抱夹部件还包括滚轮,所述滚轮旋转设置在所述滑块的底端面上;四个所述滚轮与四个所述弧形楔块的圆弧面滚动接触;所述夹紧驱动电机固定安装在所述工作台的台面上,所述夹紧驱动电机的输出轴上设置有与所述外齿圈啮合的驱动齿轮。
优选的,所述压紧机构包括龙门架、升降气缸和下压盘,所述龙门架固定安装在所述工作台的台面上且横跨过所述圆孔,所述升降气缸竖直固定安装在所述龙门架的顶端,所述下压盘位于所述圆孔的正上方且与所述升降气缸的输出端固定连接。
优选的,所述倒角机构包括进位气缸、行程架、倒角电机、磨辊安装轴和倒角磨辊,所述进位气缸水平固定安装在所述龙门架的外侧壁上,所述行程架与所述进位气缸的输出端固定连接,所述倒角电机固定安装在所述行程架上,所述倒角电机的输出轴上设置有主动齿轮,所述磨辊安装轴旋转设置在所述行程架上,所述磨辊安装轴的一端设置有与所述主动齿轮啮合的从动齿轮,所述倒角磨辊安装在所述磨辊安装轴的另一端。
优选的,所述下压盘的底端活动嵌设有多个滚珠,多个所述滚珠在所述下压盘的下端面上均匀分布。
优选的,所述工作台的台面的底端面上固定安装有十字承托架,所述十字承托架位于所述圆孔的正下方,所述十字承托架的内端面与所述延伸板的上端面齐平。
上述技术方案具有如下优点或者有益效果:
1、本发明提供了一种电机端盖总成制造成型工艺,具体涉及到一种电机端盖制造成型后处理装置,解决了采用人工进行电机端盖边缘倒角时存在的操作不便、操作枯燥、操作费力以及难以保证电机端盖边缘规整性的问题,可代替人工进行自动化的倒角加工,提高了倒角加工的效率,保证了电机端盖边缘的规整性,提高了电机端盖的加工质量和美观度。
2、本发明提供了一种电机端盖总成制造成型工艺,具体涉及到一种电机端盖制造成型后处理装置,通过设置的抱夹旋转机构可自动完成对电机端盖的抱夹定位,通过设置的压紧机构可对抱夹后的电机端盖进行内端面压紧,从而便于拨动电机端盖旋转倒角,在抱夹旋转机构对电机端盖进行拨动旋转的同时,通过设置的倒角机构可自动完成边缘倒角,采用自动旋转倒角的方式保证了边缘倒角的规整性,采用本装置对电机端盖进行边缘倒角方便快速,效率高,统一了加工质量。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
图1是本发明提供的一种电机端盖总成制造成型工艺的工艺流程图;
图2是本发明提供的一种电机端盖制造成型后处理装置在一个视角下的立体结构示意图;
图3是本发明提供的一种电机端盖制造成型后处理装置在另一个视角下的立体结构示意图;
图4是图2中A处的局部放大示意图;
图5是本发明提供的一种电机端盖制造成型后处理装置的俯视图;
图6是图5中B-B的剖视图;
图7是本发明提供的一种电机端盖制造成型后处理装置的主视图。
图中:1、工作台;11、圆孔;12、支撑板;13、十字承托架;2、抱夹旋转机构;21、抱夹驱动组件;211、回转轴承;212、外齿圈;2121、弧形楔块;213、夹紧驱动电机;2131、驱动齿轮;22、滑轨;23、抱夹部件;231、滑块;232、辊架;2321、延伸板;233、电动抱辊;234、滚轮;24、拉簧;3、压紧机构;31、龙门架;32、升降气缸;33、下压盘;331、滚珠;4、倒角机构;41、进位气缸;42、行程架;43、倒角电机;431、主动齿轮;44、磨辊安装轴;441、从动齿轮;45、倒角磨辊。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
参阅附图1-7所示,一种电机端盖总成制造成型工艺,成型工艺具体包括以下步骤:
S1、准备料片:准备生产电机端盖所需的钢板料片;
S2、拉伸成型:采用冲压拉伸成型的成型加工方式对步骤S1中准备的钢板料片进行拉伸预成型;
S3、整形修边:对步骤S2中预成型的电机端盖进行整形,并对边缘进行修边;
S4、边缘倒角:通过电机端盖制造成型后处理装置对步骤S3中完成整形修边后的电机端盖的边缘进行倒角处理;
S5、表面处理:对步骤S4中完成倒角后的电机端盖进行表面处理;
S6、入库存放:对经过步骤S5表面处理后的电机端盖进行集中入库存放;
采用上述步骤S1-S6的电机端盖总成制造成型工艺对电机端盖总成进行制造成型加工的过程中还具体涉及到一种上述的电机端盖制造成型后处理装置,包括工作台1、抱夹旋转机构2、压紧机构3和倒角机构4;
工作台1的台面上设置有圆孔11;工作台1的台面的底端面上固定安装有十字承托架13,十字承托架13位于圆孔11的正下方,十字承托架13的内端面与延伸板2321的上端面齐平。十字承托架13的内端面与延伸板2321的上端面共同构成用于承托放置电机端盖的平面。
抱夹旋转机构2包括抱夹驱动组件21、滑轨22、抱夹部件23和拉簧24;工作台1上水平设置有四个滑轨22,四个滑轨22沿圆孔11的圆圈周围圆周等距分布,滑轨22导向方向指向圆孔11的圆心;四个滑轨22上均对应设置有抱夹部件23,抱夹部件23包括与滑轨22滑动配合的滑块231、焊接在滑块231前端的辊架232和两个电动抱辊233;辊架232位于圆孔11中,辊架232呈匚形,辊架232的下端为向前突出的延伸板2321,两个电动抱辊233竖直转动安装在辊架232上;每个抱夹部件23与工作台1之间均设置有拉簧24,拉簧24水平焊接在滑块231侧端与工作台1之间;八个电动抱辊233的中心轴均位于与圆孔11共圆心的圆上;抱夹驱动组件21安装在工作台1上用于驱动四个抱夹部件23同步滑动;抱夹驱动组件21包括回转轴承211、外齿圈212和夹紧驱动电机213,工作台1上位于台面下方水平设置有支撑板12,回转轴承211通过螺栓固定安装在支撑板12上端,外齿圈212通过螺栓固定安装在回转轴承211旋转部位的上端面上,外齿圈212的中心轴、回转轴承211的中心轴和圆孔11的中心轴三轴重合,外齿圈212的内圈上圆周等距分布设置有四个弧形楔块2121,弧形楔块2121上设置有与外齿圈212内圈相切的圆弧面;抱夹部件23还包括滚轮234,滚轮234旋转设置在滑块231的底端面上;四个滚轮234与四个弧形楔块2121的圆弧面滚动接触;夹紧驱动电机213通过螺栓固定安装在工作台1的台面上,夹紧驱动电机213的输出轴上设置有与外齿圈212啮合的驱动齿轮2131。
当对电机端盖进行边缘倒角加工时,待加工的电机端盖将平放在十字承托架13的内端面上,随后通过抱夹旋转机构2对电机端盖进行侧向抱夹,具体的,通过启动夹紧驱动电机213带动驱动齿轮2131旋转,驱动齿轮2131将驱动外齿圈212旋转,四个固定在外齿圈212内圈位置的弧形楔块2121将随之同步旋转,继而滚轮234将被动地顺着弧形楔块2121的圆弧面滚动,而弧形楔块2121将顶动滚轮234从而带动滑块231顺着滑轨22向靠近圆孔11圆心处滑动,随着继续滑动,电动端盖将最终被抱夹在八个电动抱辊233之间,通过抱夹旋转机构2对电动端盖进行抱夹一方面实现了抱夹定位,另一方面在进行倒角时,通过启动电动抱辊233可拨动电动端盖旋转,从而可配合倒角机构4完成边缘倒角;另外,需要说明的是,夹紧驱动电机213为断电自锁电机,即当停止驱动后将完成自锁,从而保持电动抱辊233对电机端盖的抱夹状态。
压紧机构3设置在工作台1的上端面上用于压紧电机端盖的内端面,压紧机构3包括龙门架31、升降气缸32和下压盘33,龙门架31焊接安装在工作台1的台面上且横跨过圆孔11,升降气缸32通过螺栓竖直固定安装在龙门架31的顶端,下压盘33位于圆孔11的正上方且与升降气缸32的输出端固定连接;下压盘33的底端活动嵌设有多个滚珠331,多个滚珠331在下压盘33的下端面上均匀分布。
当完成抱夹后,便可启动压紧机构3对电机端盖的内端面进行压紧,从而保证电机端盖始终与十字承托架13保持水平接触状态,同时便于电动抱辊233拨动电动端盖旋转,具体的,通过启动升降气缸32带动下压盘33下降使其伸向电机端盖内,并最终使得滚珠331刚好与电机端盖的内端面压紧接触,滚珠331在提供压紧接触的同时,不影响电动抱辊233拨动电机端盖旋转。
倒角机构4分布在工作台1的上方且位于圆孔11侧方,倒角机构4包括进位气缸41、行程架42、倒角电机43、磨辊安装轴44和倒角磨辊45,进位气缸41通过螺栓水平固定安装在龙门架31的外侧壁上,行程架42与进位气缸41的输出端固定连接,倒角电机43通过螺栓固定安装在行程架42上,倒角电机43的输出轴上设置有主动齿轮431,磨辊安装轴44旋转设置在行程架42上,磨辊安装轴44的一端设置有与主动齿轮431啮合的从动齿轮441,倒角磨辊45安装在磨辊安装轴44的另一端,且倒角磨辊45保持倾斜45°角度设置。
当完成对电机端盖的压紧后,便可通过倒角机构4对电机端盖进行边缘倒角加工,具体的,启动倒角电机43,使得倒角电机43驱动磨辊安装轴44旋转,从而间接驱动倒角磨辊45转动,随后通过启动进位气缸41带动行程架42向着靠近电机端盖的方向运动,从而使得倒角磨辊45贴向电机端盖的边缘,随后同步启动八个电动抱辊233用于拨动电机端盖旋转,继而倒角磨辊45将对旋转的电机端盖的边缘完成倒角加工,完成倒角后,松开压紧机构3和抱夹旋转机构2并将电机端盖取出即可。
本发明提供了一种电机端盖总成制造成型工艺,具体涉及到一种电机端盖制造成型后处理装置,解决了采用人工进行电机端盖边缘倒角时存在的操作不便、操作枯燥、操作费力以及难以保证电机端盖边缘规整性的问题,可代替人工进行自动化的倒角加工,提高了倒角加工的效率,保证了电机端盖边缘的规整性,提高了电机端盖的加工质量和美观度。
本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
- 一种电机端盖总成制造成型工艺
- 一种铝合金电机马达端盖冲裁成型工艺