一种锄头生产方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及锄头制备技术领域,具体涉及一种锄头生产方法。
背景技术
锄头,是一种我国传统的长柄农具,其刀身平薄而横装,收获、挖穴、作垄、耕垦、盖土、筑除草、碎土、中耕、培土作业皆可使用,属于万用农具,是农人最常用的工具之一。使用时以两手握柄,做回转冲击运动。其构造、形状、重量等,依地方依土质而异。但是目前广泛使用的板锄无法满足机械化生产的需求。
发明内容
本发明目的是针对背景技术中存在的问题,提出一种锄头生产方法。
本发明的技术方案:一种锄头生产方法,包括以下具体步骤:
S1、将铁胚料加热到900~1200℃,得到铁胚料A;
S2、将铁胚料A放入轧机中碾压,碾压得到具有拱度的片状胚料B,其中,片状胚料B两侧的厚度不一致;
S3、将片状胚料B压平减小其拱度,得到片状胚料C;
S4、将片状胚料C在冲床进行落料成型,得到两侧边缘预留一点余料的冲压胚料D;
S5、将冲压胚料D在液压延边机上对其两侧余料进行挤压,用于将冲压胚料D的侧边余料挤压到两侧的边缘,得到挤压胚料E;
S6、将挤压胚料E在砂轮机上打刃口,得到锄头胚料F;
S7、将锄头胚料F进行二次冲压成型用于调整锄头胚料F的弧度,得到锄头胚料G;之后利用和锄板中部凸起一致的模具,对锄头胚料G冲加强筋,得到锄头胚料H;
S8、对锄头胚料H的刃口进行热处理,再将加热后的锄头胚料H的刃口放入常温淬火油中急冷淬火,得到成品锄头。
优选的,S1中铁胚料在电加热高频炉中进行加热。
优选的,片状胚料B的拱度为4.5~5.5cm。
优选的,片状胚料C的拱度为0.5~1.5cm。
优选的,S8中对锄头胚料H的刃口进行热处理的温度为1100~1200℃。
优选的,对得到的成品锄头在锄板口焊接一个用于配合锄头柄的中空封底或不封底的锄头套筒。
与现有技术相比,本发明的上述技术方案具有如下有益的技术效果:
本发明提供的锄头生产方法过程可控,能实现对锄头的批量化生产,满足锄头自动化生产的需求。
附图说明
图1为本发明提出的一种实施例中片状胚料B的立体图。
图2为本发明提出的一种实施例中片状胚料C的立体图。
图3为本发明提出的一种实施例中冲压胚料D的立体图。
图4为本发明提出的一种实施例中挤压胚料E的立体图。
图5为本发明提出的一种实施例中锄头胚料F的立体图。
图6为本发明提出的一种实施例中锄头胚料G的立体图。
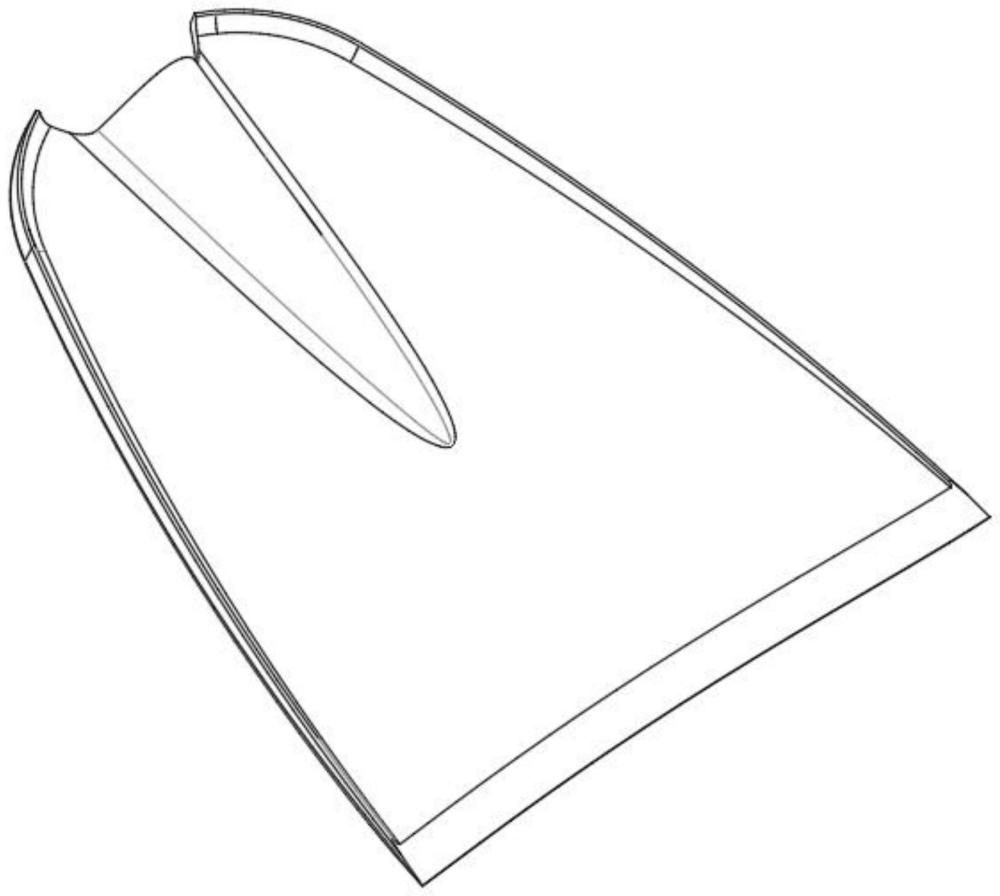
图7为本发明提出的一种实施例中锄头胚料H的立体图。
具体实施方式
实施例一
本发明提出的一种锄头生产方法,包括以下具体步骤:
S1、将铁胚料在电加热高频炉中进行加热到900℃,得到铁胚料A;
S2、将铁胚料A放入轧机中碾压,碾压得到具有拱度的片状胚料B,如图1所示,其中,片状胚料B的拱度为4.5cm,片状胚料B两侧的厚度不一致;
S3、将片状胚料B压平减小其拱度,得到片状胚料C,如图2所示;片状胚料C的拱度为0.5cm;
S4、将片状胚料C在冲床进行落料成型,得到两侧边缘预留一定宽度余料的冲压胚料D,如图3所示,在片状胚料C的两侧的A处留有一定余料;
S5、将冲压胚料D在液压延边机上对其两侧余料进行挤压,用于将冲压胚料D的侧边余料挤压到两侧的边缘,得到挤压胚料E,如图4所示;得到挤压胚料E的两侧在挤压作用下形成棱条,如挤压胚料E的B处即为挤压后形成的棱条;
S6、将挤压胚料E在砂轮机上打刃口,得到锄头胚料F,如图5所示;
S7、将锄头胚料F进行二次冲压成型用于调整锄头胚料F的弧度,得到锄头胚料G,如图6所示;之后利用和锄板中部凸起一致的模具,对锄头胚料G冲加强筋,得到锄头胚料H,如图7所示;
S8、对锄头胚料H的刃口加热至进行1100℃热处理,再将加热后的锄头胚料H的刃口放入常温淬火油中急冷淬火,得到成品锄头;
在一个可选的实施例中,对得到的得到成品锄头的表面以及侧面进行打磨,以保证锄头的光滑度。
S9、对得到的成品锄头在锄板口焊接一个用于配合锄头柄的中空封底或不封底的锄头套筒,锄头套筒为现有产品对此并不详细说明。
实施例二
本发明提出的一种锄头生产方法,包括以下具体步骤:
S1、将铁胚料在电加热高频炉中进行加热到1150℃,得到铁胚料A;
S2、将铁胚料A放入轧机中碾压,碾压得到具有拱度的片状胚料B,如图1所示,其中,片状胚料B的拱度为5cm,片状胚料B两侧的厚度不一致;
S3、将片状胚料B压平减小其拱度,得到片状胚料C,如图2所示;片状胚料C的拱度为1cm;
S4、将片状胚料C在冲床进行落料成型,得到两侧边缘预留一点余料的冲压胚料D,如图3所示,在片状胚料C的两侧的A处留有一定余料;
S5、将冲压胚料D在液压延边机上对其两侧余料进行挤压,用于将冲压胚料D的侧边余料挤压到两侧的边缘,得到挤压胚料E,如图4所示;得到挤压胚料E的两侧在挤压作用下形成棱条,如挤压胚料E的B处即为挤压后形成的棱条;
S6、将挤压胚料E在砂轮机上打刃口,得到锄头胚料F,如图5所示;
S7、将锄头胚料F进行二次冲压成型用于调整锄头胚料F的弧度,得到锄头胚料G,如图6所示;之后利用和锄板中部凸起一致的模具,对锄头胚料G冲加强筋,得到锄头胚料H,如图7所示;
S8、对锄头胚料H的刃口加热至进行1150℃热处理,再将加热后的锄头胚料H的刃口放入常温淬火油中急冷淬火,得到成品锄头;
在一个可选的实施例中,对得到的得到成品锄头的表面以及侧面进行打磨,以保证锄头的光滑度。
S9、对得到的成品锄头在锄板口焊接一个用于配合锄头柄的中空封底或不封底的锄头套筒,锄头套筒为现有产品对此并不详细说明。
实施例三
本发明提出的一种锄头生产方法,包括以下具体步骤:
S1、将铁胚料在电加热高频炉中进行加热到1200℃,得到铁胚料A;
S2、将铁胚料A放入轧机中碾压,碾压得到具有拱度的片状胚料B,如图1所示,其中,片状胚料B的拱度为5.5cm,片状胚料B两侧的厚度不一致;
S3、将片状胚料B压平减小其拱度,得到片状胚料C,如图2所示;片状胚料C的拱度为1.5cm;
S4、将片状胚料C在冲床进行落料成型,得到两侧边缘预留一定余料的冲压胚料D,如图3所示,在片状胚料C的两侧的A处留有一定余料;
S5、将冲压胚料D在液压延边机上对其两侧余料进行挤压,用于将冲压胚料D的侧边余料挤压到两侧的边缘,得到挤压胚料E,如图4所示;得到挤压胚料E的两侧在挤压作用下形成棱条,如挤压胚料E的B处即为挤压后形成的棱条;
S6、将挤压胚料E在砂轮机上打刃口,得到锄头胚料F,如图5所示;
S7、将锄头胚料F进行二次冲压成型用于调整锄头胚料F的弧度,让锄板面的中部更加平顺,得到锄头胚料G,如图6所示;之后利用和锄板中部凸起一致的模具,对锄头胚料G冲加强筋,得到锄头胚料H,如图7所示;
S8、对锄头胚料H的刃口加热至进行1200℃热处理,再将加热后的锄头胚料H的刃口放入常温淬火油中急冷淬火,得到成品锄头;
在一个可选的实施例中,对得到的得到成品锄头的表面以及侧面进行打磨,以保证锄头的光滑度。
S9、对得到的成品锄头在锄板口焊接一个用于配合锄头柄的中空封底或不封底的锄头套筒,锄头套筒为现有产品对此并不详细说明。
上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下还可以作出各种变化。