标签实时检测设备
文献发布时间:2024-04-18 19:48:15
技术领域
本申请涉及一种标签实时检测设备,更具体而言,涉及一种能够在高速印刷标签的过程中自动地实时检测标签的标签实时检测设备。
背景技术
标签是商品必不可少的部分,标签能够用于标示物体的名称、用途、说明等。由于标签面积有限,成批印刷有时会存在一些不合格的次品。例如,标识信息不完整、文字或者图样模糊、错标漏标等情况。
尤其在例如印刷电路板(以下有时也简称为PCB板)用阻焊油墨的标签的情况下,在标签的有限面积内需要印刷很多的信息。例如,需要在标签上印刷商标、厂家名称、油墨型号、制造批号、净含量、产品编号、制造日期、有效日期、注意事项等很多信息。因此,在例如PCB板用阻焊油墨所使用的标签的情况下,尤其需要检测标签上的标识信息是否正确。
发明内容
以往,通常采用人工肉眼检测标签,这对操作者的劳动强度要求极大,人工成本高。另外,人工肉眼检测的错误率高,若异常标签流入下道工序将会导致工程延误甚至客户投诉。而且,人工肉眼检测无法追溯印刷异常的原因。另外,在高速印刷标签的过程中,人工肉眼也无法实现实时检测。
因此,本申请的目的在于,提供一种能够在高速印刷标签的过程中自动地实时检测标签的标签实时检测设备。
本申请提供一种标签实时检测设备,其特征在于,包括:空白标签供给装置,其用于供给空白标签;印刷装置,其用于对自所述空白标签供给装置供给来的所述空白标签进行印刷;检测装置,其用于对利用所述印刷装置印刷后的标签进行检测;标签卷取装置,其用于对利用所述检测装置检测后的标签进行卷取,以及控制装置,能够利用该控制装置进行控制,以使所述空白标签供给装置、所述印刷装置、所述检测装置和所述标签卷取装置彼此联动,其中,在标签的传输方向上,自上游侧向下游侧依次配置所述空白标签供给装置、所述印刷装置、所述检测装置和所述标签卷取装置。
根据本申请,能够在高速印刷标签的过程中自动地实时检测标签。
附图说明
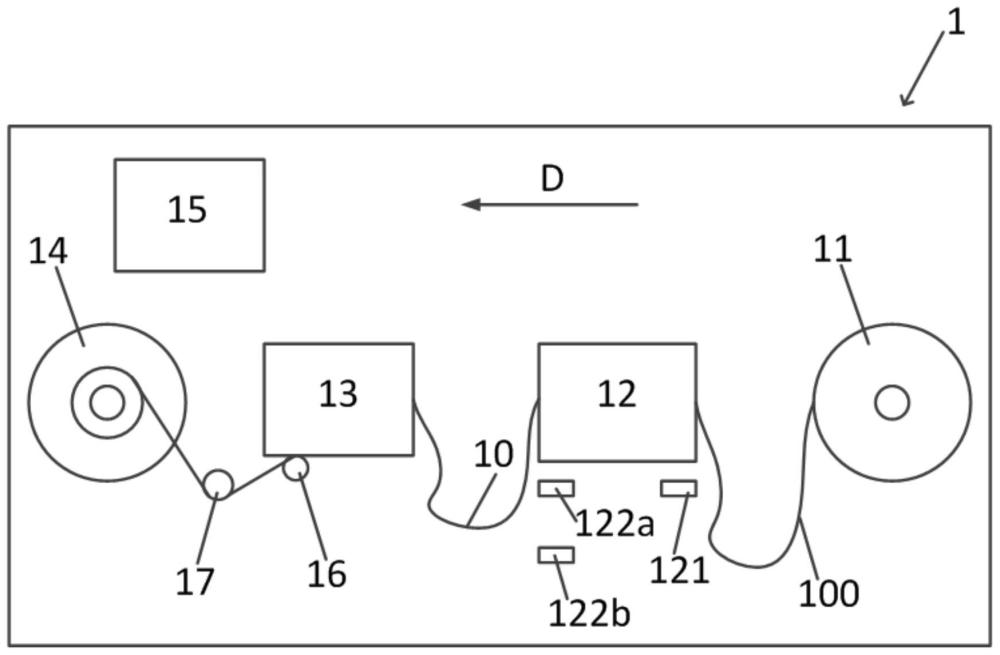
图1是本申请的一实施方式的标签实时检测设备的正常工作时的概念示意图。
图2是本申请的一实施方式的标签实时检测设备的检测装置的检测速度大于印刷装置的印刷速度时的概念示意图。
图3是本申请的一实施方式的标签实时检测设备的检测装置的检测速度小于印刷装置的印刷速度时的概念示意图。
图4是本申请的一实施方式的标签实时检测设备的检测装置的示意图。
图5是本申请的一实施方式的标签实时检测设备检测的标签的一个例子的示意图。
附图标记说明
1、标签实时检测设备;10、标签;11、空白标签供给装置;12、印刷装置;13、检测装置;14、标签卷取装置;15、控制装置;16、传输辊。
具体实施方式
以下,参照附图来详细说明本申请的一实施方式的标签实时检测设备。
需要注意的是,附图中的各部件的尺寸与实际尺寸存在不一致的情况,需要参照实际情况进行考虑。另外,以下说明的实施方式仅是用于说明本申请的一个例子,本申请不限于此,在本申请的保护范围内进行的改型、变更等均包含在本申请中。
标签10
图5是本申请的一实施方式的标签实时检测设备的标签的一个例子的示意图。例如,该标签10是PCB板用的阻焊油墨的标签。在该标签的有限面积内通常印刷有商标、厂家名称、油墨型号、制造批号、净含量、产品编号、制造日期、有效日期、注意事项等很多信息。另外,通常还会印刷有二维码和条形码。
利用本申请的标签实时检测设备,能够在印刷标签的过程中检测在图5所示的标签10上印刷的所有信息是否正确。当然,不限于此,本申请的标签实时检测设备能够根据需要检测各种标签。
标签实时检测设备1
图1是本申请的一实施方式的标签实时检测设备的概念示意图。如图1所示,标签实时检测设备1包括空白标签供给装置11、印刷装置12、检测装置13、标签卷取装置14以及控制装置15。在标签的传输方向D上,自上游侧向下游侧依次配置空白标签供给装置11、印刷装置12、检测装置13和标签卷取装置14。在控制装置15的控制下,空白标签供给装置11、印刷装置12、检测装置13和标签卷取装置14彼此联动。
请参阅图1,控制装置15进行控制,以使空白标签供给装置11进行空白标签带100的供给,由此,空白标签带100自空白标签供给装置11向印刷装置12传输。控制装置15进行控制,以使空白标签供给装置11、印刷装置12和检测装置13进行与当前的工作条件相对应的处理。换言之,控制装置15可以基于当前的工作条件来控制空白标签供给装置11、印刷装置12和检测装置13的启停。
在一种可能的实现方式中,当前的工作条件包括待印刷的标签数量不足(相对于印刷装置12而言,空白标签供给装置11所供给的空白标签供不应求),即,待印刷的标签的数量低于印刷装置12实际要印刷的标签的数量(待印刷的标签的长度低于长度阈值,例如待印刷的标签的长度为0.8m,其低于长度阈值1m),在该条件下,控制装置15进行控制,以使印刷装置12暂时停止印刷,并使空白标签供给装置11以预定供给速度来供给长度为该长度阈值的空白标签,然后使印刷装置12重新开始对长度为该长度阈值的空白标签进行印刷。
在一种可能的实现方式中,当前的工作条件包括待检测的标签数量不足(相对于检测装置13而言,印刷装置12所印刷的标签供不应求),即,待检测的标签的数量低于检测装置13实际要检测的标签的数量,在该条件下,控制装置15进行控制,以使检测装置13暂时停止检测,并使印刷装置12继续对空白标签进行印刷以提供数量充足的待检测标签,然后使检测装置13重新开始对数量充足的待检测标签进行检测。
在一种可能的实现方式中,当前的工作条件包括待检测的标签数量过多(相对于检测装置13而言,印刷装置12所印刷的标签供过于求),即,待检测的标签的数量高于检测装置13实际要检测的标签的数量,在该条件下,控制装置15进行控制,以使印刷装置12暂时停止印刷,并使检测装置13继续检测直到待检测的标签的数量满足检测装置13实际要检测的标签的数量为止,然后使印刷装置12重新开始对空白标签进行印刷。
在一种可能的实现方式中,控制装置15可以从与其建立连接的能够提供待印刷的信息的提供设备例如终端和/或服务器等获取待印刷的信息,并控制印刷装置12对空白标签印刷所获取到的待印刷的信息。当然,标签实时检测设备1也可以本地存储待印刷的信息,例如标签实时检测设备1可以包括用于存储待印刷的信息的存储器,在该情况下,控制装置15可以访问该存储器以读取该存储器所存储的待印刷的信息,并控制印刷装置12对空白标签印刷所获取到的待印刷的信息。
请参阅图1,在印刷装置12完成对空白标签的信息的印刷后,控制装置15进行控制,以使印刷有信息的标签10向检测装置13传输,从而使得检测装置13对印刷有信息的标签10进行检测以判断标签10上所印刷的信息是否存在异常。
在一种可能的实现方式中,检测装置13可以采用例如OCRMax等的光学字符识别技术来识别标签10上所印刷的信息尤其是文本信息,并将所识别出的信息传递到控制装置15,控制装置15将所识别出的信息与要印刷的信息(标准信息)进行比对,如果两者一致,则判断为标签10上所印刷的信息不存在异常、即标签10上所印刷的信息是正确的;否则,判断为标签10上所印刷的信息存在异常、即标签10上所印刷的信息是错误的。
示例性的,检测装置13可以识别标签上所印刷的二维码和/或条形码,并将所识别出的二维码和/或条形码传递到控制装置15;控制装置15判断所识别出的二维码和/或条形码与实际要印刷至标签上的二维码和/或条形码是否一致;如果判断为所识别出的二维码和/或条形码与实际要印刷至标签上的二维码和/或条形码是一致的,则可以检测为印刷有该二维码和/或条形码的标签是正常的;否则,可以检测为印刷有该二维码和/或条形码的标签是异常的。
在一种可能的实现方式中,检测装置13可以采用例如对标签10上所印刷的信息进行拍摄等的图像识别技术来识别标签10上所印刷的信息尤其是图像信息,并将所识别出的信息传递到控制装置15,控制装置15将所识别出的信息与要印刷的信息(标准信息)进行比对,如果两者一致,则判断为标签10上所印刷的信息不存在异常、即标签10上所印刷的信息是正确的;否则,判断为标签10上所印刷的信息存在异常、即标签10上所印刷的信息是错误的。
需要说明的是,前文仅以示例的方式来说明检测装置13如何检测印刷后的标签,然而,本申请不限于此,应还可以采用现有技术中的能够对印刷后的标签进行检测的其它方式,受篇幅所限,本申请对此不再展开。
请参阅图1,在检测装置13完成检测后,在检测到该标签上所印刷的信息无异常的情况下,控制装置15进行控制以使该标签10向标签卷取装置14传输。在检测到该标签上所印刷的信息有异常的情况下,控制装置15进行控制以使标签实时检测设备1停止作业,即,停止标签的传输、印刷、检测以及卷取,等待操作人员的进一步操作。
例如,在检测装置13检测到标签上所印刷的信息有异常的情况下,标签实时检测设备1停止作业。操作人员结合检测装置13反馈到控制装置15的检测结果并加以人工判断,能够准确地找出发生异常的原因。在操作人员找出原因并校正后,可以去除异常标签,然后标签实时检测设备1能够重新开始工作,以重新进行标签的传输、印刷、检测和卷取。
由此,在控制装置15的控制下,空白标签供给装置11、印刷装置12、检测装置13和标签卷取装置14彼此联动。
空白标签供给装置11和标签卷取装置14
空白标签供给装置11用于收纳并供给空白标签带100。空白标签带100包括载带以及连续地设于其上的空白标签。标签卷取装置14用于收纳印刷好的标签带,此时,载带上设有印刷好的标签10。如图1所示,在本申请中,空白标签供给装置11和标签卷取装置14可以采用卷筒。但不限于此,只要能够收纳和供给标签,也可以采用其他结构。
印刷装置12
印刷装置12用于对空白标签带100进行印刷。可以采用各种公知的标签印刷技术在空白标签带100上印刷所需的信息。
请参阅图1,在印刷装置12的传输方向D的上游侧入口处设有上游侧传感器121,在印刷装置12的传输方向D的下游侧出口处设有两个下游侧传感器122a、122b。尽管在图1中仅图示了一个上游侧传感器121和两个下游侧传感器122a、122b,但是,本领域技术人员完全能够理解,本申请能够设置的传感器的数量及其设置方式应不限于此,也可以根据实际应用需求例如检测的精度和/或灵敏度、待检测的信息等来改变所设置的传感器的数量及其设置方式和/或传感器的类型等,例如,本申请还可以设有两个以上的上游侧传感器和两个以上的下游侧传感器。
借助于所设置的上游侧传感器121和两个下游侧传感器122a、122b,控制装置15能够根据传感器121、122a和122b的检测结果来实时控制空白标签供给装置11的启停以及印刷装置12和检测装置13的启停,由此动态地调整各装置之间的联动。
具体而言,考虑到可能出现空白标签供给装置11所供给的空白标签的数量高于印刷装置12实际要印刷的标签的数量的第一情况、以及空白标签供给装置11所供给的空白标签的数量低于印刷装置12实际要印刷的标签的数量的第二情况。
针对第一情况,其实际上表示:相对于印刷装置12而言,空白标签供给装置11所供给的空白标签供过于求,在该情况下,控制装置15进行控制以使空白标签供给装置11停止供给空白标签。针对第二情况,其实际上表示:相对于印刷装置12而言,空白标签供给装置11所供给的空白标签供不应求,在该情况下,控制装置15进行控制以使空白标签供给装置11继续供给空白标签。
为此,本申请提出在印刷装置12和空白标签供给装置11之间设置上游侧传感器121,控制装置15根据上游侧传感器121的检测结果来控制空白标签供给装置11的启停。
请参阅1,在空白标签带100的最低点位于上游侧传感器121的下方时,上游侧传感器121能够检测到空白标签带100,控制装置15根据该检测的结果获知空白标签供给装置11所供给的空白标签供过于求,从而进行控制,以使空白标签供给装置11停止供给空白标签。
相应地,在空白标签带100的最低点高于上游侧传感器121时,上游侧传感器121无法检测到空白标签带100,控制装置15根据该检测的结果获知空白标签供给装置11所供给的空白标签供不应求,从而进行控制,以使空白标签供给装置11以预定供给速度来供给一定长度的空白标签。
另外,即使控制装置15将检测装置13的检测速度和印刷装置12的印刷速度设定为一致,由于各种因素等的影响而可能导致检测装置13的检测速度和印刷装置12的印刷速度并不能保持理想状态的完全一致,两者之间可能存在速度偏差,该速度偏差可能会产生不利影响。
示例性的,在印刷装置12的印刷速度大于检测装置13的检测速度时,可能导致在某个时刻阈值数量的印刷后的标签未被检测装置13而在排队等候检测装置13对其进行检测,即相对于检测装置13而言,印刷后的标签供过于求。相对地,在印刷装置12的印刷速度小于检测装置13的检测速度时,可能导致在某个时刻印刷后的标签都被检测装置13检测而没有空余的印刷后的标签供检测装置13检测,即相对于检测装置13而言,印刷后的标签供不应求。
因此,可能需要动态调整印刷装置12的印刷速度和检测装置13的检测速度,以适应于实际操作过程的需求。为此,本申请提出在检测装置13和印刷装置12之间设置下游侧传感器122a、122b,控制装置15根据下游侧传感器122a、122b的检测结果来控制印刷装置12和检测装置13的启停。
请参阅图1,在检测装置13的检测速度和印刷装置12的印刷速度保持理想状态的完全一致时,标签10的最低点应该位于两个下游侧传感器122a、122b之间,在该情况下,下游侧传感器122a能够检测到标签10而下游侧传感器122b无法检测到标签10,控制装置15根据该检测的结果进行控制,以使得印刷装置12进行信息的印刷、检测装置13进行标签的检测。
请参阅图3,在检测装置13的检测速度大于印刷装置12的印刷速度时,标签10的最低点高于下游侧传感器122a,在该情况下,下游侧传感器122a无法检测到标签10且下游侧传感器122b也无法检测到标签10,若继续检测,则标签10会被扯断,因此,控制装置15根据该检测的结果进行控制,以使得检测装置13立即停止检测。
如图2所示,在检测装置13的检测速度小于印刷装置12的印刷速度时,标签10的最低点低于下游侧传感器122b,在该情况下,下游侧传感器122a能够检测到标签10且下游侧传感器122b也能够检测到标签10,若继续检测,则标签10会接触地面,可能会导致污损标签10上的印刷信息。因此,控制装置15根据该检测的结果进行控制,以使得印刷装置12立即停止印刷。
此外,当标签10的最低点再次位于两个下游侧传感器122a、122b之间时,控制装置15基于传感器122a、122b的检测结果来使检测装置13和印刷装置12重新开始工作。
因此,借助于所设置的上游侧传感器121和两个下游侧传感器122a、122b,控制装置15能够根据传感器121、122a和122b的检测结果来实时控制空白标签供给装置11的供给速度以及印刷装置12和检测装置13的启停,使标签供给速度与印刷速度相适应,且使后续的标签检测工序中的传输速度与印刷速度相适应,从而使标签实时检测设备中各装置的传输速度达到动态地平衡。
检测装置13
图4是本申请的一实施方式的标签实时检测设备的检测装置的示意图。但不限于此,只要能够对标签进行实时检测,本申请的标签实时检测设备的检测装置就也可以采用其他结构。
如图4所示,在检测装置13中设有相机131和光源132。相机131用于拍摄在检测装置13中传输的标签10,并将拍摄到的信息向控制装置15传递。相机131的拍摄速度例如可以达到400~800mm/s,例如可以采用高精度线阵相机,由此,本申请的检测装置13的检测精度可以达到微米级别。但不限于此,只要拍摄速度能够达到400mm/s以上,相机131就也可以采用高精度线阵相机以外的任何相机。
在相机131进行拍摄时,利用光源132提供光照,以保证相机131拍摄到的图像清晰。
在图4所示的例子中,仅设置了一个相机和一个光源,但不限于此,也可以根据需要设置两个以上的相机和两个以上的光源。另外,相机和光源的具体设置位置也不限于图4所示的位置,可以根据标签的实际位置适当变更。另外,相机的像素可达4K,分辨率较高。
另外,在检测装置13的内部还设有编码器。编码器用于检测经过检测装置的标签10的传输速度,并将检测到的传输速度向控制装置15传递,控制装置15基于编码器传递来的信息来调整相机的拍摄速度,从而防止相机漏拍或者重复拍摄。
用于驱动卷取装置14的马达的额定功率可设为40W,卷取装置14卷取标签的速度范围可设为0~1500r/min。在高速传输标签的情况下,例如在标签的传输速度为200mm/s以上的情况下,即使有细微的变化,也会对传输速度产生影响。例如标签的重量变化、卷取装置14和后述的缓冲部17的动作等。具体而言,卷取装置14随着不断卷取标签10而变沉,由此卷取速度变慢,从而标签10的传输速度变慢。另外,缓冲部17在由于标签10的长度变化而上下动作时,对标签10施加的压力随之变化,从而对标签10的传输速度可能产生影响。
另外,通常控制装置15将标签卷取装置14的卷取速度与检测装置13的检测速度设定为一致,但是,在实际操作过程中,随着标签卷取装置14所卷取的标签10越来越多,卷轴的转速可能会由于承受的重量增加而变慢,从而导致标签10的传输速度(即卷取速度)变慢,传输速度可能小于检测速度,进而导致在检测装置13内相机131重复拍摄的状况。
通过利用编码器实时监测标签10的传输速度,并将检测到的传输速度向控制装置15传递,控制装置15基于编码器传递来的信息相应地实时更正相机131的拍摄速度,从而能够使相机的拍摄速度与标签在检测装置13内的传输速度相适应。
编码器例如可以采用脉冲编码器,用于将标签10的传输速度变换为脉冲信号并向相机131传递。具体而言,脉冲编码器是将旋转的机械位移量变换为数字形式的脉冲信号的旋转式传感器。脉冲编码器的脉冲控制角度位移,若组合齿轮或者丝杠,则也能够测量直线位移。例如,在本申请中,也可以采用增量型旋转编码器(Incremental rotary encoder)。但不限于此,只要能够检测并向相机131传递标签10的传输速度,就也可以采用其他传感器。
例如,在本实施方式中,采用旋转编码器和线阵相机。旋转编码器通过脉冲来触发线阵相机进行行扫描,在线阵相机进行了指定行数(图像高度)的扫描时,线阵相机会输出一张图像,由此即可获得标签的图像。其中,在旋转编码器输出一个脉冲时,可以触发线阵相机扫描一行。
本实施例中,编码器在靠近标签10的位置设置于标签10的下方。具体而言,如图1所示,在检测装置13的传输方向D的下游侧出口处,设有用于将检测结果无异常的标签向标签卷取装置14传输的传输辊16。传输辊16包括从上下两个方向夹着标签10的两个辊,其中,传输辊16的位于标签的下方的辊与编码器相连。编码器通过测得传输辊16的位于标签的下方的辊的转速来检测检测装置13的出口处的标签10的传输速度。
另外,传输辊16可以采用橡胶制成的辊,但不限于此,也可以根据需要采用其他材料制成的辊。
另外,编码器也不一定必须与传输辊16相连,只要能够检测并向控制装置15传递标签10在检测装置13处的传输速度,也可以与检测装置13的内部的其他部件或者检测装置13的外部的部件相连。且编码器的设置位置以及设置方式也可以根据需要自由设置。
另外,在检测装置13与标签卷取装置14之间还设有缓冲部17。如图1所示,在本实施方式中,缓冲部17设为能够传输标签10的辊,但不限于此,只要能够同时起到传输和缓冲作用,缓冲部17也可以设为其他形态。
缓冲部17能够根据标签10的传输状态而上下移动。具体地,在标签卷取装置14的卷取速度大于检测装置13的检测速度时,标签10的位于标签卷取装置14和检测装置13之间的部分的长度会缩短,从而缓冲部17向上移动。与之相反地,在标签卷取装置14的卷取速度小于检测装置13的检测速度时,标签10的位于标签卷取装置14和检测装置13之间的部分的长度会变长,从而缓冲部17向下移动。
由此,能够在检测部13与标签卷取装置14之间,以不会破损且适当的绷直状态传输标签10。
控制装置15
控制装置15用于基于检测到的各项信息来对标签实时检测装置1的作业进行实时控制。控制装置15例如具有可视化操作控制台和负责信息处理的工况机。其中,可视化操作控制台例如可以是计算机,但不限于此。
当控制装置15根据检测装置13检测到的信息判断为标签上所印刷的信息不存在异常时,控制装置15进行控制以使得继续向标签卷取装置14传输标签10,标签实时检测装置1正常作业。当控制装置15根据检测装置13检测到的信息判断为标签上所印刷的信息存在异常时,例如检测到标签10存在漏印、误印时,控制装置15进行控制,以使得标签实时检测设备1停止作业。另外,控制装置15还可以具有报警部,在标签上所印刷的信息存在异常时,报警部发出信号告知操作人员。
另外,控制装置15还具有用于存储检测装置13检测到的信息的存储部。由此,能够根据存储部存储的检测信息建立数据库,从而能够准确地追溯发生异常的原因。
在本申请中,检测装置13检测到的主要是印刷于标签上的具体文字或者图像信息。例如,检测装置13可以检测出标签10上的文字是否存在残缺、遗漏、错误等。另外,检测装置13也可以检测出标签10上的条形码和/或二维码是否存在印刷错误。另外,检测装置13还可以检测出标签10上是否存在污渍、标签10的形状是否不符合标准等。
作用效果
在本申请中,标签实时检测设备1在标签的传输方向D上自上游侧向下游侧依次配置空白标签供给装置11、印刷装置12、检测装置13以及标签卷取装置14,并利用控制装置15的反馈机制进行实时控制。
如此,在印刷标签的工序中导入检测装置,从而能够实现高速印刷标签的实时视觉自动检测,检测过程无需人为干预。
另外,在本申请中,能够利用编码器检测标签的传输速度,并将其向控制装置传输,控制装置进行控制以实时地调整相机的拍摄速度,从而能够防止相机漏拍、重复拍摄等。
另外,检测装置能够检测并识别出所有异常标签,并且检测精度能够达到微米级别,而且在检测到异常标签的情况下,控制装置能够使设备自动停止作业,并利用报警部进行报警,保证了异常标签不会流入下一道工序,避免了工程延误以及客户投诉。
另外,检测装置的存储部能够存储检测装置检测到的所有信息,例如,能够存储检测到的每枚标签的标签图片、日志、履历等所有信息,并基于这些信息建立数据库。在出现异常标签时,存储部会自动进行高清原图保存,通过数据库找出追溯原因。由此,能够及时发现异常的原因,尽早对设备进行校正,避免了工程延误。
另外,利用本申请的标签实时检测设备,无需人为干预,能够实现全自动作业,与以往相比,能够大幅削减节约人力成本。而且,利用本申请的标签实时检测设备,与人工肉眼检测相比,准确度能够高达100%,不会出现漏检、误检。
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以所述权利要求的保护范围为准。
产业上的可利用性
根据本申请,能够提供一种在高速印刷标签的过程中自动地实时检测标签的标签实时检测设备。