全自动数字化精装上书壳机
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及精装上书壳机设计领域,尤其涉及一种包括自动输书壳机构、自动涂胶机构、自动上书芯机构和自动套合压槽机构的平摊式上书壳机。
背景技术
精装书制作就是将硬书壳和书芯经涂胶、套合、压槽、压平并加压后粘合在一起,形成的精装书的硬封面产品。成型的精装书封面的平整美观,具有可以长期保存不易变形,不易掉色,不会掉页的特点,可产生强烈的立体感和视觉感染力。精装书上书壳机,书壳机对硬书壳、书芯上胶后调整定位套合,并压槽压平完成精装书加工的,是一种重要的印刷包装机械设备。目前使用较高的上书壳机,基本上以手动或半自动为主,一般都采用配合人工放书壳和书芯,经过书芯板涂胶套合成型,机器速度慢,容易损伤书芯内页,生产效率低,劳动强度大。
发明内容
本发明所要解决的技术问题是:提供一种全自动数字化精装上书壳机,以解决目前已有技术中,机器速度慢,容易损伤书芯内页,生产效率低,劳动强度大,自动化程度低的问题。
为解决上述技术问题,本发明的技术方案是:全自动数字化精装上书壳机,包括书壳数控真空输送定位装置、涂胶装置、书壳书芯套盒装置、压槽压平装置和收书装置。所述的书壳数控真空输送定位装置位于涂胶装置前侧,它由堆书壳台、书壳数控输送定位装置、小车输送装置组成。所述的涂胶装置位于书芯数控输送定位装置前侧,由一对摆动式涂胶辊、胶水加热循环装置组成。所述的书壳书芯套合装置位于压槽压平装置前侧,它由堆书芯台、定位套合装置、翻书壳装置组成。所述的压槽压平装置由一套书壳边沿检测传感器、压槽压板机构、动力驱动装置、数控压平辊组成。
采用了上述技术方案后,本发明的有益效果是:由于采用了书壳数控真空输送定位装置,它由书壳数控输送定位装置和小车输送装置组成,书壳数控输送定位装置由纸板台、真空吸嘴装置、输送导轨组成,作用为将书壳输送、定位于小车输送装置上,由小车输送装置输送进入涂胶装置。
由于采用了自动涂胶装置,所述的自动涂胶装置包括由一对摆动式涂胶辊、胶水加热循环装置组成,其中一对摆动式涂胶辊由橡胶辊和特氟龙辊组成,橡胶辊表面带细槽用于涂胶,特氟龙辊中空用于安装加热装置,胶水经加热温控系统加热后,由胶水循环系统中的胶水泵循环加入一对涂胶辊,涂胶辊对碾转动后,橡胶涂胶辊的表面覆盖均匀的胶水用于涂布在经过橡胶辊下面的输书壳小车上的书壳,多余的胶水经胶辊2端的缺口流入下面的胶水盒,并经胶水泵循环加入涂胶辊,从而实现书壳的自动涂胶。
由于采用了书壳书芯套合装置,所述的书壳书芯套合装置位于压槽压平装置前侧,它由堆书芯台、定位套合装置、翻书壳装置组成。小车上经过涂胶的平摊开的书壳,经过堆书芯台下方,通过定位套合装置将书芯粘合在书壳上,小车退回书壳数控真空输送定位装置,半粘合的书壳经过翻书壳装置翻转另一半书壳。
由于采用了位于书壳书芯套合装置之后的压槽压平装置,它由一套书壳边沿检测传感器、压槽压板机构、动力驱动装置、数控压平辊组成,经过翻书壳装置的套合精装书,由压槽压板机构压槽后,经由动力装置驱动的压平辊压平后完成精装书的精装成型。
由于上述所有动作和运动均由微型计算机和触摸屏控制,从而实现了整个精装书制作的全自动化,提高了操作的便捷性和可靠性。
附图说明
下面结合附图和实施例对本发明进一步说明。
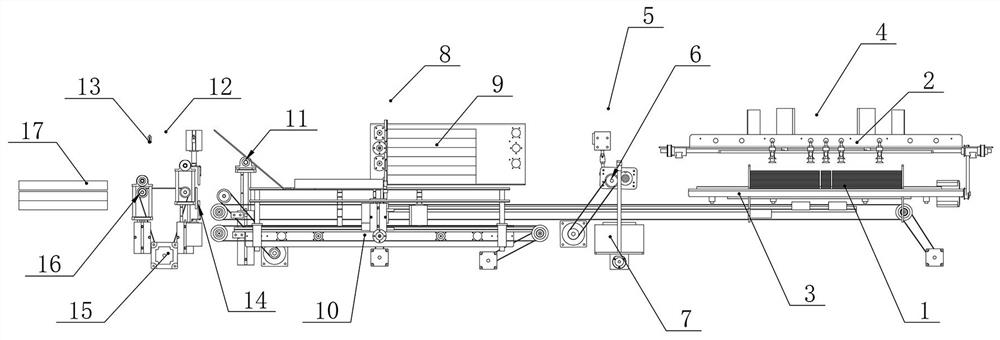
图1是本发明实施例的结构原理图。
图中1.堆书壳台 2.书壳数控输送定位装置 3.小车输送装置 4.书壳数控真空输送定位装置 5.涂胶装置 6.摆动式涂胶辊 7.胶水加热循环装置 8.书壳书芯套合装置 9.堆书芯台 10.定位套合装置 11.翻书壳装置 12.压槽压平装置 13.纸张边沿检测传感器14.压槽压板机构 15.动力驱动装置 16.数控压平辊 17.收书装置
具体实施方式
一种全自动数字化精装上书壳机,如图1所示,沿输书壳方向,依次在机架上安装有书壳数控真空输送定位装置、涂胶装置、书壳书芯套盒装置、压槽压平装置和收书装置。
书壳数控真空输送定位装置4包括堆书壳台1、书壳数控输送定位装置2、小车输送装置3,书壳数控输送定位装置由一个受微型计算机控制的控制电机驱动,并通过同步带传动由真空吸嘴吸取堆书壳台上面的书壳,并定位放置在小车输送装置上,小车输送装置将书壳输送到涂胶装置。
涂胶装置5包括一对摆动式涂胶辊6和胶水加热循环装置7,其中一对涂胶辊由橡胶辊、特氟龙辊组成并由受微型计算机控制的控制电机驱动,橡胶辊表面带细槽用于涂胶,特氟龙辊中空用于安装加热装置,胶水经加热温控系统加热后,由胶水循环系统中的胶水泵循环加入一对涂胶辊,涂胶辊对碾转动后,橡胶涂胶辊的表面覆盖均匀的胶水用于涂布在经过橡胶辊下面的书壳上,多余的胶水经胶辊两端的缺口流入下面的胶水盒,并经胶水泵循环加入涂胶辊,实现书壳产品的自动涂胶。
书壳书芯套合装置8包括堆书芯台9、定位套合装置10、翻书壳装置11组成。小车上经过涂胶的平摊开的书壳,经过堆书芯台下方,由定位套合装置将书芯粘合在书壳后半面上,小车退回书壳数控真空输送定位装置,半粘合的书壳经过翻书壳装置翻转另一半书壳,完成书壳书芯的定位套合。
压槽压平装置12,它包括一套书壳边沿检测传感器12、压槽压板机构14、动力驱动装置15、数控压平辊16组成,经过翻书壳装置的套合精装书,由压槽压板机构压槽后,经由动力装置驱动的压平辊压平后完成精装书的精装成型,从而实现精装书产品的完整加工。
收书装置17用于将加工完成的精装书集中收集,便于后续使用。