转子、电动机、送风机、空调装置及转子的制造方法
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及转子、电动机、送风机、空调装置及转子的制造方法。
背景技术
近年来,开发了用埋入到转子芯中的磁体构成第一磁极并用与磁体相邻的转子芯的一部分构成第二磁极的交替极(consequent pole)型的转子(例如参照专利文献1)。
在先技术文献
专利文献
专利文献1:日本特开2015-92828号公报(参照图2)
发明内容
发明要解决的课题
在交替极型的转子中,由于在第二磁极不存在磁体,所以转子芯的磁通容易向轴流动。当产生这样的向轴的磁通泄漏时,会导致电动机效率的下降。
本发明为解决上述课题而做出,其目的在于在交替极型的转子中降低向轴的磁通泄漏。
用于解决课题的技术方案
本发明的转子具备:轴、从以该轴的中心轴线为中心的径向上的外侧包围轴的环状的转子芯、安装于转子芯的磁体以及设置于轴与转子芯之间并用非磁性体构成的分隔部。磁体构成第一磁极,转子芯的一部分构成第二磁极。转子芯具有与轴相向的内周和该内周的相反侧的外周。分隔部具有与转子芯的内周接触的外周。在轴的半径R1、从中心轴线到分隔部的外周为止的最短距离R2以及从中心轴线到转子芯的外周为止的最长距离R3之间,(R2-R1)/(R3-R2)≥0.41成立。
发明的效果
根据本发明,由于在轴与转子芯之间设置有非磁性体的分隔部,且(R2-R1)/(R3-R2)≥0.41成立,所以磁通难以从转子芯向轴流动。即,能够降低向轴的磁通泄漏。
附图说明
图1是示出实施方式1中的电动机的局部剖视图。
图2是示出实施方式1中的定子芯的俯视图。
图3是示出实施方式1中的转子的纵剖视图。
图4是将实施方式1中的转子放大而示出的纵剖视图。
图5是示出实施方式1中的转子的剖视图。
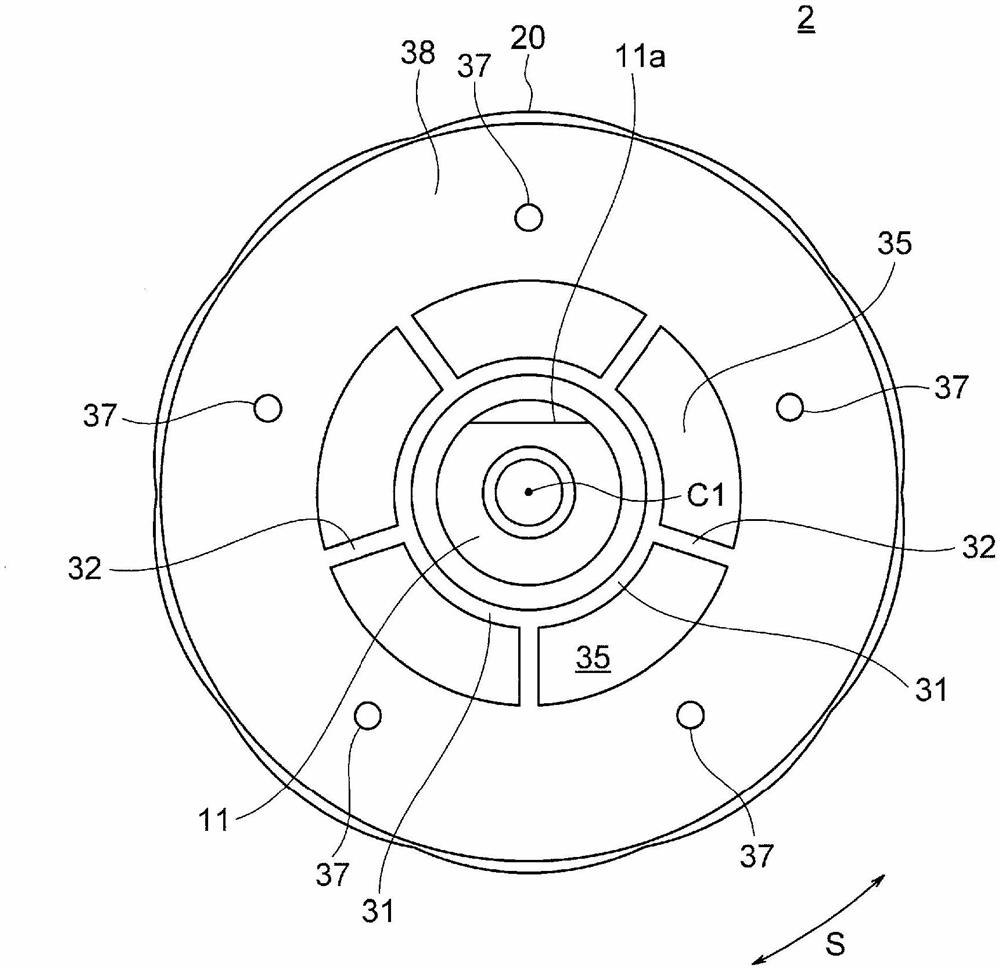
图6是示出实施方式1中的转子的主视图。
图7是示出实施方式1中的转子的后视图。
图8是示出实施方式1中的转子的各部分的尺寸的示意图。
图9是示出实施方式1中的(R2-R1)/(R3-R2)与感应电压的关系的图表。
图10是示出实施方式1中的成形模具的纵剖视图。
图11是示出实施方式1中的转子的制造工序的流程图。
图12是示出实施方式1的第一变形例中的转子的剖视图。
图13是示出实施方式1的第二变形例中的转子的剖视图。
图14是将实施方式1的第二变形例中的转子放大而示出的剖视图。
图15是示出能够应用实施方式1及各变形例的电动机的空调装置的结构例的图(A)及示出室外机的剖视图(B)。
具体实施方式
以下,参照附图详细说明本发明的实施方式。此外,本发明并不由该实施方式限定。
实施方式1.
<电动机1的结构>
图1是示出本发明的实施方式1中的电动机1的纵剖视图。电动机1例如是在空调装置的送风机中使用并用逆变器驱动的无刷DC电机。另外,电动机1是向转子2埋入磁体25而成的IPM(Interior Permanent Magnet:内嵌式永磁)电机。
电动机1具有:具有轴11的转子2和包围转子2的模制定子50。模制定子50具有:包围转子2的环状的定子5和覆盖定子5的模制树脂部55。轴11是转子2的旋转轴。
在以下的说明中,将轴11的中心轴线C1的方向称为“轴向”。另外,将以轴11的中心轴线C1为中心的周向(在图2等中用箭头S示出)称为“周向”。将以轴11的中心轴线C1为中心的半径方向称为“径向”。另外,将与轴向平行的截面中的剖视图称为纵剖视图。
轴11从模制定子50向图1中的左侧突出,在形成于该突出部的安装部11a例如安装有送风机的叶轮505(图15(A))。因此,将轴11的突出侧(图1中的左侧)称为“负荷侧”,将相反侧(图1中的右侧)称为“反负荷侧”。
<模制定子50的结构>
如上所述,模制定子50具有定子5和模制树脂部55。定子5从径向外侧包围转子2。定子5具有定子芯51、设置于定子芯51的绝缘部(绝缘件)52及经由绝缘部52卷绕于定子芯51的线圈(绕组)53。
模制树脂部55用BMC(团状模塑料)等热固性树脂形成。模制树脂部55在轴向上的一侧(在此为反负荷侧)具有轴承支承部55a,在另一侧(在此为负荷侧)具有开口部55b。转子2从开口部55b插入到模制定子50的内部的中空部分56。
在模制树脂部55的开口部55b安装有金属制的支架15。在该支架15保持有支承轴11的一方的轴承12。另外,在支架15的外侧安装有用于防止水等的侵入的盖14。模制树脂部55的轴承支承部55a具有圆筒状的内周面,在该内周面上保持有支承轴11的另一方的轴承13。
图2是示出定子芯51的俯视图。定子芯51是在轴向上层叠多个层叠元件并通过铆接、焊接或粘接等一体地固定而成的部件。层叠元件例如是电磁钢板。定子芯51具有在以中心轴线C1为中心的周向上呈环状延伸的磁轭511和从磁轭511向径向内侧(向中心轴线C1)延伸的多个齿512。齿512的径向内侧的齿前端部513与转子2(图1)的外周面相向。在此,齿512的数量为12,但并不限定于此。
在此,定子芯51具有按齿512分割为多个(在此为12)分割芯51A的结构。分割芯51A用形成于磁轭511的分割面514分割。分割面514从磁轭511的内周面向径向外侧延伸。在分割面514的终端与磁轭511的外周面之间形成有能够塑性变形的薄壁部515。通过薄壁部515的塑性变形,从而能够将定子芯51展开为带状。
在该结构中,能够在将定子芯51展开为带状的状态下进行线圈53向齿512的卷绕。在线圈53的卷绕后,将带状的定子芯51组合成环状,并焊接端部(在图2中用附图标记W示出)。此外,定子芯51不限定于这样的将分割芯组合而成的定子芯,也可以一体地构成。
返回到图1,绝缘部52例如用PBT(聚对苯二甲酸丁二醇酯)等热塑性树脂形成。通过将热塑性树脂与定子芯51一体成形或将热塑性树脂的成形体组装于定子芯51而形成绝缘部52。
线圈53是将电磁线经由绝缘部52卷绕于齿512(图2)的周围而成的部件。绝缘部52在线圈53的径向内侧及外侧分别具有壁部,并从径向两侧引导线圈53。
相对于定子5,在轴向上的一侧(在此为反负荷侧)配置有基板6。基板6是安装有用于驱动电动机1的功率晶体管等驱动电路60及磁传感器等的印刷基板,并布线有引线61。基板6的引线61从安装于模制树脂部55的外周部分的引线引出部件62引出到电动机1的外部。
支架15被压入到设置于模制树脂部55的开口部55b的外周缘的环状部分。支架15用具有导电性的金属例如镀锌钢板形成,但并不限定于此。盖14安装于支架15的外侧,防止水等侵入轴承12。
<转子2的结构>
图3是示出转子2的纵剖视图。图4是将转子2的一部分放大而示出的纵剖视图。图5是图3所示的线段5-5处的箭头方向上的剖视图。
如图5所示,转子2具有:作为旋转轴的轴11、相对于轴11在径向外侧隔开距离地设置的转子芯20、埋入转子芯20的多个磁体25以及设置在轴11与转子芯20之间的分隔部3。在此,磁体25的数量为5个。磁体25也称为主磁体或转子磁体。
轴11用S45C(碳素钢)等磁性材料构成。轴11具有以上述中心轴线C1为中心的圆形截面,并具有半径R1。S45C具有与SUS304(不锈钢)相比材料费廉价且加工容易这样的优点。
转子芯20是以中心轴线C1为中心的环状构件。转子芯20具有外周20a和内周20b,内周20b与轴11隔开距离地相向。转子芯20是在轴向上层叠作为软磁性材料的多个层叠元件并通过铆接、焊接或粘接等固定而成的部件。层叠元件例如是电磁钢板,厚度为0.1mm~0.7mm。
转子芯20在周向上具有多个磁铁插入孔21。磁铁插入孔21在周向上以等间隔且距中心轴线C1等距离地配置。在此,磁铁插入孔21的数量为5个。磁铁插入孔21沿着转子芯20的外周20a形成,并在轴向上贯通转子芯20。
在各磁铁插入孔21中插入有磁体25。磁体25为平板状,与轴向正交的截面形状为矩形。磁体25为稀土类磁铁,更具体而言为以Nd(钕)-Fe(铁)-B(硼)为主成分的钕烧结磁铁。在磁铁插入孔21的周向上的两端形成有作为空隙的磁通壁垒22。磁通壁垒22抑制相邻的磁体25之间的磁通的短路。
使彼此相同的磁极(例如N极)朝向转子芯20的外周侧而配置磁体25。在转子芯20中,在周向上相邻的磁体25之间的区域形成有与磁体25相反的磁极(例如S极)。
因此,在转子2上,5个第一磁极P1(例如N极)和5个第二磁极P2(例如S极)在周向上交替排列。因此,转子2具有10个磁极。将极间距设为36度(360度/10)并在周向上等角度间隔地配置转子2的10个磁极P1、P2。
即,转子2的10个磁极P1、P2中的一半的5个磁极(第一磁极P1)利用磁体25形成,剩余的5个磁极(第二磁极P2)利用转子芯20形成。将这样的结构称为交替极型。以下,在简称为“磁极”的情况下,包括第一磁极P1和第二磁极P2双方。
转子芯20的外周20a在与轴向正交的截面中具有所谓的花朵形状。换句话说,转子芯20的外周20a在磁极P1、P2中的每一个的极中心(即周向上的中心)外径成为最大,在极间M(相邻的磁极之间)外径成为最小,具有从极中心到极间M成为弧状的形状。转子芯20的外周20a不限于花朵形状,也可以是圆形。另一方面,转子芯20的内周20b在与轴向正交的截面中具有圆形。
在交替极型的转子2中,与相同极数的非交替极型的转子相比,能够使磁体25的数量成为一半。由于昂贵的磁体25的数量较少,所以转子2的制造成本降低。
在此将转子2的极数设为10,但极数为4以上的偶数即可。另外,在此,在一个磁铁插入孔21配置有一个磁体25,但也可以在一个磁铁插入孔21配置有两个以上的磁体25。也可以将第一磁极P1设为S极,并将第二磁极P2设为N极。
在转子芯20中,在磁铁插入孔21的径向内侧形成有多个芯孔24。芯孔24的数量例如为极数的一半,在此为5个。芯孔24用于与后述的成形模具9(图10)的定位用的销78卡合,并在成形模具9内对转子芯20进行定位。
各芯孔24距中心轴线C1为等距离,另外,相对于最接近的磁极的相对位置相互相等。在此,各芯孔24均形成于第一磁极P1的极中心的径向内侧。如果是这样的配置,也能够使转子芯20的某个芯孔24与成形模具9的销78卡合。
在此,各芯孔24形成于第一磁极P1的极中心的径向内侧,但也可以形成于第二磁极P2的极中心的径向内侧。在此,芯孔24的截面形状为圆形,但例如也可以是矩形,也可以是其他截面形状(参照后述的图14)。
在交替极型的转子2中,由于在第二磁极P2不存在磁体,所以来自第一磁极P1的磁通容易紊乱。磁通的紊乱会导致磁力的不平衡,并成为振动或噪音的原因。通过将芯孔24配置于第一磁极P1或第二磁极P2的极中心,从而能够调整磁通的流动,由此,能够降低振动及噪音。
通过将芯孔24的数量设为极数的一半,并使各个芯孔24的周向位置与第一磁极P1的极中心一致,从而转子芯20的周向上的重量平衡提高。但是,芯孔24的数量并不限定于极数的一半。
在轴11与转子芯20之间设置有分隔部3。分隔部3在使轴11与转子芯20相互分隔的状态下进行保持,用非磁性体形成。另外,分隔部3具有电绝缘性。分隔部3优选用树脂形成,更优选用PBT等热塑性树脂形成。
分隔部3具备:与轴11的外周接触的环状的内环部31、与转子芯20的内周20b接触的环状的外环部33以及将内环部31与外环部33连结的多个肋32。肋32以中心轴线C1为中心在周向上等间隔地配置。肋32的数量例如为极数的一半,在此为5个。
在分隔部3的内环部31,轴11在轴向上贯通。肋32在周向上等间隔配置,并从内环部31向径向外侧呈放射状延伸。在周向上相邻的肋32间形成有空腔部35。优选空腔部35在轴向上贯通转子2。
在此,肋32的数量为极数的一半,各个肋32的周向位置与第二磁极P2的极中心一致。因此,转子2的周向上的重量平衡提高。但是,肋32的数量并不限定于极数的一半。另外,肋32的周向位置也可以与第一磁极P1的极中心一致。
由于交替极型的转子2在第二磁极P2不存在磁体,所以磁通容易向轴11流动。利用用非磁性体形成的分隔部3使轴11与转子芯20相互分隔的结构对于交替极型的转子2中的磁通泄漏的降低特别有效。
另外,通过分隔部3具有电绝缘性,从而转子芯20与轴11电绝缘,其结果是,抑制了从转子芯20向轴11流动的电流(称为轴电流)。由此,抑制了轴承12、13的电腐蚀(即,内圈及外圈的滚道面和滚动体的滚动面的损伤)。
另外,通过改变分隔部3的肋32的径向上的长度及周向上的宽度,从而能够调整转子2的共振频率(固有振动频率)。例如,肋32的长度越短,宽度越宽,则转子2的共振频率变得越高,肋32的长度越长,宽度越窄,则转子2的共振频率变得越低。这样,由于能够利用肋32的尺寸调整转子2的共振频率,所以能够抑制电动机1与安装于电动机1的叶轮的扭转共振及包括送风机在内的单元整体的共振,由此,抑制噪音。
另外,如图4所示,分隔部3的一部分也进入转子芯20的芯孔24的内部。通过按这种方式使分隔部3的一部分进入转子芯20的芯孔24内,从而抑制转子芯20与分隔部3的周向上的位置偏移。
如图4所示,分隔部3具有覆盖转子芯20的轴向上的一端面(在此为反负荷侧的端面)的端面部38和覆盖转子芯20的轴向上的另一端面(在此为负荷侧的端面)的端面部39。此外,端面部38无需完全覆盖转子芯20的一端面,覆盖至少一部分即可。端面部39也是同样的。
图6是从图3中用箭头6示出的方向观察转子2得到的图即主视图。如上所述,端面部38覆盖转子芯20的轴向上的一端面。另外,端面部38在与转子芯20的芯孔24对应的位置具有孔部(称为树脂孔部)37。树脂孔部37是通过成形模具9(图10)的销78与转子芯20的芯孔24卡合(因此,树脂不进入)而产生的孔。
此外,在此,由于成形模具9的销78与全部5个芯孔24卡合,所以在端面部38形成有与芯孔24相同数量的树脂孔部37。然而,由于在成形模具9的销78的数量比芯孔24的数量少的情况下,树脂会进入销78未卡合的芯孔24,所以形成与销78的数量相同数量的树脂孔部37。
图7是从图3中用箭头7示出的方向观察转子2得到的图即后视图。端面部39覆盖转子芯20的轴向上的另一端面,并且在使传感器磁体4的表面露出的状态下保持以下说明的环状的传感器磁体4。但是,端面部39也可以完全覆盖传感器磁体4。
如图4所示,传感器磁体4在轴向上与转子芯20相向地配置,并由端面部39从周围保持。传感器磁体4具有与转子2的极数相同数量(在此为10)的磁极。传感器磁体4的磁场由搭载于基板6的磁传感器检测,由此,检测转子2的周向上的位置(旋转位置)。传感器磁体4也称为位置检测用磁体。
<用于降低磁通泄漏的结构>
接着,说明用于降低向轴11的磁通泄漏的结构。图8是示出转子2的各部分的尺寸的示意图。如图8所示,将轴11的半径设为R1。将从中心轴线C1到分隔部3的外周(即外环部33的外周)为止的最短距离设为R2。将从中心轴线C1到转子芯20的外周20a为止的最长距离设为R3。
在此,分隔部3的外环部33的外周的与轴向正交的截面形状为圆形,不论周向位置如何,距中心轴线C1的距离均恒定,但由于外环部33的外周不限定于圆形,所以将距离R2定义为从中心轴线C1到外环部33的外周为止的最短距离。
另外,转子芯20的外周20a为上述花朵形状,在磁极P1、P2的极中心,外径成为最大。因此,从中心轴线C1到转子芯20的外周20a为止的最长距离R3是从中心轴线C1到极中心的外周20a为止的距离。后面将叙述R1、R2、R3的关系。
R2-R1是指从轴11到转子芯20为止的最短距离。另一方面,R3-R2是指转子芯20的磁路(即磁通的通路)的最大宽度。
由于R2-R1越大,转子芯20越从轴11分隔,所以难以产生向轴11的磁通泄漏。但是,由于需要确保轴11的强度,所以减小轴11的半径R1存在极限,为了增大R2-R1,需要增大距离R2。
然而,当增大距离R2时,R3-R2变小,转子芯20的磁路变窄,所以无法有效地利用磁体25的磁通的一部分,电动机效率下降。
因此,在该实施方式1中,着眼于作为(R2-R1)与(R3-R2)之比的(R2-R1)/(R3-R2),通过模拟来解析在使该(R2-R1)/(R3-R2)的值变化的情况下感应电压怎样变化。感应电压是在转子2的旋转时利用磁体25的磁场(旋转磁场)在定子5的线圈53中感应的电压。感应电压越高,能够得到越高的电动机效率。
图9是示出(R2-R1)/(R3-R2)与感应电压的关系的图表。横轴示出(R2-R1)/(R3-R2)。纵轴用相对值示出感应电压,用Vh示出最高值。此外,该图表是将R1和R3均设为固定值,使R2的值变化,并通过模拟来解析感应电压的变化的结果。
从图9可知,在(R2-R1)/(R3-R2)较小时,感应电压较低。这是由于,R2-R1较小,即轴11与转子芯20的距离较短,所以容易产生从转子芯20向轴11的磁通泄漏。
另一方面,随着(R2-R1)/(R3-R2)变大,感应电压也上升,当(R2-R1)/(R3-R2)成为0.41以上时,感应电压的上升开始饱和。这是由于,轴11与转子芯20的距离(即R2-R1)变长到难以产生向轴11的漏磁通的程度,且转子芯20的磁路宽度(即R3-R2)没有变得过窄。此外,在图9所示的曲线中,(R2-R1)/(R3-R2)为0.41的点相当于拐点。
而且,在(R2-R1)/(R3-R2)为0.50以上且0.65以下的范围内,感应电压的上升达到饱和状态,能够得到最高的感应电压。这是由于,在该范围内,在轴11与转子芯20之间确保足以降低向轴11的漏磁通的距离,另外,在转子芯20内确保足以有效地利用磁体25的磁通的磁路宽度。
另外,当(R2-R1)/(R3-R2)变得比0.72大时,感应电压下降。这是由于,R3-R2较小,即转子芯20内的磁路较窄,所以无法有效地利用磁体25的磁通的一部分。此外,在图9所示的曲线中,(R2-R1)/(R3-R2)为0.72的点相当于拐点。
根据以上的结果可知,如果(R2-R1)/(R3-R2)为0.41以上且0.72以下,则向轴11的漏磁通降低,能够得到较高的电动机效率。
另外,根据以上的结果可知,如果(R2-R1)/(R3-R2)为0.50以上且0.65以下,则向轴11的漏磁通最有效地降低,能够得到最高的电动机效率。
<转子2的制造方法>
接着,说明转子2的制造方法。通过用树脂将轴11和转子芯20一体成形来制造转子2。在该例子中,传感器磁体4也用树脂与轴11及转子芯20一起一体成形。
图10是示出成形模具9的纵剖视图。成形模具9具有固定模具(下模)7和可动模具(上模)8。固定模具7及可动模具8具有相互相向的模具对接面75、85。
固定模具7具有:供轴11的一端部插入的轴插入孔71、供转子芯20插入的转子芯插入部73、与转子芯20的轴向端面(在此为下表面)相向的相向面72、与转子芯20的轴向端面的外周部抵接的抵接部70、与轴11的外周面相向的筒状部74、插入到转子芯20的内侧的空腔形成部76以及从相向面72突出的定位用的销(突起部)78。销78的数量为转子芯20的芯孔24的数量以下即可。
可动模具8具有:供轴11的另一端部插入的轴插入孔81、供转子芯20插入的转子芯插入部83、与转子芯20的轴向端面(在此为上表面)相向的相向面82、与轴11的周围相向的筒状部84以及插入到转子芯20的内侧的空腔形成部86。
图11是示出转子2的制造工序的流程图。首先,通过将电磁钢板层叠并用铆接等固定,从而形成转子芯20(步骤S101)。接着,将磁体25插入到转子芯20的磁铁插入孔21中(步骤S102)。
接着,将转子芯20和轴11安装于成形模具9,并用PBT等树脂一体成形(步骤S103)。具体而言,在图10中,将轴11插入到固定模具7的轴插入孔71中,并将转子芯20插入到转子芯插入部73中。
此时,固定模具7的销78与转子芯20的芯孔24卡合。通过销78与芯孔24的卡合,转子芯20在成形模具9内被定位。在此,可动模具8的销78设置有与转子芯20的芯孔26的数量(例如5个)相同的数量,并与芯孔26同样地配置。但是,销78的数量也可以比芯孔26的数量少。
如上所述,由于转子芯20的多个芯孔24距中心轴线C1为等距离,另外,相对于最接近的磁极的相对位置相互相等,所以即使改变转子芯20的周向位置,也能够使芯孔24与销78卡合。
而且,如图10所示,将传感器磁体4经由台座77载置在转子芯20上。台座77用PBT等树脂形成,在成形时相对于转子芯20对传感器磁体4进行定位,在成形后与分隔部3一体化。此外,也可以用使用台座77以外的方法对传感器磁体4进行定位。
之后,使可动模具8如图10中用箭头示出的那样下降,并使模具对接面75、85抵接。在模具对接面75、85相互抵接的状态下,在转子芯20的下表面与相向面72之间形成间隙,在转子芯20的上表面与相向面82之间也形成间隙。
在该状态下,加热成形模具9,从流道注入PBT等熔融而成的树脂。树脂填充到插入转子芯插入部73、83中的转子芯20的内侧、磁铁插入孔21的内部及芯孔24的内部。另外,树脂也填充到筒状部74、84的内侧的空间中,也进一步填充到相向面72、82与转子芯20的间隙中。
之后,冷却成形模具9。由此,成形模具9内的树脂固化并形成分隔部3。即,利用分隔部3将轴11、转子芯20及传感器磁体4一体化,形成转子2。
具体而言,在成形模具9的筒状部74、84与轴11之间固化的树脂成为内环部31(图5)。在转子芯20的内周侧(其中未配置空腔形成部76、86的部分)固化的树脂成为内环部31、肋32及外环部33(图5)。与成形模具9的空腔形成部76、86相当的部分成为空腔部35(图5)。
另外,在成形模具9的相向面72、82与转子芯20之间固化的树脂成为端面部38、39(图4)。由于转子芯20的芯孔24及与该芯孔24相向的端面部38中的与成形模具9的销78卡合的部分不流入树脂,所以成为树脂孔部37(图6)。
之后,使可动模具8上升,从固定模具7取出转子2。由此,转子2的制造完成。
另一方面,通过层叠电磁钢板并用铆接等固定,从而形成定子芯51。通过将绝缘部52安装于定子芯51并卷绕线圈53,从而得到定子5。而且,将组装有引线61的基板6安装于定子5。具体而言,通过将设置于定子5的分隔部3的突起插通于基板6的安装孔,并进行热熔敷或超声波熔敷,从而将基板6固定于定子5。
然后,通过将固定有基板6的定子5设置于成形模具,注入BMC等树脂(模制树脂)并加热,从而形成模制树脂部55。由此,模制定子50完成。
之后,在上述转子2的轴11安装轴承12、13,并从模制定子50的开口部55b向中空部分56插入。接着,将支架15安装于模制定子50的开口部55b。而且,在支架15的外侧安装盖14。由此,电动机1完成。
此外,磁体25的磁化可以在转子2的完成后进行,也可以在电动机1的完成后进行。当在转子2的完成后将磁体25磁化的情况下,使用磁化装置。当在电动机1的完成后将磁体25磁化的情况下,使磁化电流在定子5的线圈53中流动。在本说明书中,即使是磁化前的磁体(即磁性体),也称为磁体。
在图10所示的例子中,将定位用的销78设置于固定模具7,但也可以设置于可动模具8。在任意情况下,都能够相对于成形模具9对转子芯20进行定位。
<实施方式的效果>
如以上说明的那样,在实施方式1的交替极型的转子2中,用非磁性的分隔部3将轴11与转子芯20相互分隔,在轴11的半径R1、从中心轴线C1到分隔部3的外周为止的最短距离R2以及从中心轴线C1到转子芯20的外周20a为止的最长距离R3之间,(R2-R1)/(R3-R2)≥0.41成立。因此,能够降低从转子芯20向轴11的磁通泄漏,并提高电动机效率。另外,由于无需使轴11变细,所以能够确保足够的强度。另外,由于无需用SUS等非磁性体构成轴11,所以能够降低电动机1的制造成本。
另外,通过(R2-R1)/(R3-R2)≥0.50成立,从而能够更有效地降低从转子芯20向轴11的磁通泄漏,并进一步提高电动机效率。
另外,通过(R2-R1)/(R3-R2)≤0.72成立,从而能够确保转子芯20的磁路宽度,提高磁体25的磁通的利用效率,并提高电动机效率。
另外,通过(R2-R1)/(R3-R2)≤0.65成立,从而能够充分地确保转子芯20中的磁路宽度,进一步提高磁体25的磁通的利用效率,并进一步提高电动机效率。
另外,由于分隔部3具有与轴11的外周接触的内环部31、与转子芯20的内周20b接触的外环部33以及将内环部31与外环部33连结的肋32,所以在肋32之间形成空腔部35。由此,能够降低形成分隔部3的材料的使用量,并降低制造成本。另外,由于能够利用肋32的尺寸调整转子芯20的共振频率,所以例如能够抑制送风机等中的振动及噪音。
另外,由于分隔部3用树脂构成,所以能够使转子2轻量化。而且,由于能够通过用树脂使轴11、转子芯20及磁体25一体成形来形成分隔部3,所以能够使制造工序变简单。
另外,由于转子芯20在轴向上的端面具有芯孔24,所以能够使设置于成形模具9的销78与芯孔24卡合来对转子芯20进行定位。另外,通过构成分隔部3的树脂的一部分进入芯孔24,从而能够防止转子芯20与分隔部3的周向上的位置偏移。
另外,由于芯孔24位于第一磁极P1或第二磁极P2的极中心的周向内侧,所以能够调整转子芯20内的磁通的流动,由此,能够抑制磁力的不平衡,并抑制振动及噪音。
另外,由于转子芯20的多个芯孔24距中心轴线C1为等距离,且相对于与各自最接近的磁极的相对位置相互相等,所以即使在成形模具9中改变转子芯20的周向位置,也能够使芯孔24与销78卡合。
另外,由于在转子2的制造工序中用树脂将轴11和转子芯20一体成形,所以不需要轴11的压入工序等,能够使转子2的制造工序变简单。另外,通过在成形时使成形模具9的销78与转子芯20的芯孔24卡合,从而能够在成形模具9内对转子芯20进行定位。
第一变形例.
图12是示出实施方式1的第一变形例的转子2A的剖视图,相当于图3所示的线段5-5处的箭头方向上的剖视图。第一变形例的转子2A在轴11与转子芯20之间的分隔部30不具有肋32(图5)这一点与实施方式1的转子2不同。
第一变形例的转子2A的分隔部30填充于轴11与转子芯20之间。分隔部30的外周与转子芯20的内周20b接触,分隔部30的内周与轴11的外周接触。与实施方式1的分隔部3同样地,通过用树脂将轴11、转子芯20及磁体25一体成形,从而形成分隔部30。
另外,在第一变形例中,转子芯20的芯孔26比实施方式1的芯孔24大。转子芯20的内周20b在芯孔26的径向内侧具有沿着芯孔26的外周的圆弧状的突出部20c。在第一变形例中,从中心轴线C1到突出部20c为止的距离成为从中心轴线C1到分隔部30的外周为止的最短距离R2。
轴11的直径R1、从中心轴线C1到分隔部30的外周为止的最短距离R2、以及从中心轴线C1到转子芯20的外周20a为止的最长距离R3的关系如在实施方式1中说明的那样。
第一变形例的转子2A除了分隔部30和转子芯20的芯孔26及突出部20c之外,与实施方式1的转子2同样地构成。
在该第一变形例中,也与实施方式1同样地,能够抑制从转子芯20向轴11的漏磁通,并提高电动机效率。
第二变形例.
图13是示出实施方式1的第二变形例的转子2B的剖视图,相当于图3所示的线段5-5处的箭头方向上的剖视图。在第二变形例的转子2B中,转子芯20的芯孔27的形状与实施方式1的芯孔24及第一变形例的芯孔26不同。
实施方式1的芯孔24(图5)及第一变形例的芯孔26(图12)的截面形状均为圆形。与此相对,第二变形例的芯孔27具有与第一磁极P1的极中心(即周向中心)相向的顶点,并具有从该顶点向径向内侧在周向上呈扇形扩展的形状。
图14是将转子芯20的包括芯孔27在内的部分放大而示出的图。在图14中,将示出第一磁极P1的极中心的径向上的直线设为极中心线L。芯孔27具有:从与第一磁极P1的极中心相向的顶点(相向部)27a向径向内侧以在周向上远离极中心线L的方式延伸的弯曲形状的一对侧缘部27b、和沿着转子芯20的内周20b延伸的内缘部27c。
芯孔27的一对侧缘部27b以如下方式弯曲:以极中心线L为中心向周向两侧引导从第一磁极P1向径向内侧流动的磁通。因此,调整转子芯20内的磁通的流动,由此,能够降低伴随着磁通的紊乱而导致的磁力的不平衡,并降低振动及噪音。
芯孔27的内缘部27c在与极中心线L正交的方向上延伸。内缘部27c的周向两端与转子芯20的内周20b相距的距离D相互相等。此外,在图14中,侧缘部27b与内缘部27c分离,但侧缘部27b也可以与内缘部27c接触。
轴11的直径R1、从中心轴线C1到分隔部30的外周为止的最短距离R2、以及从中心轴线C1到转子芯20的外周20a为止的最长距离R3的关系如在实施方式1中说明的那样。
第二变形例的转子2B除了转子芯20的芯孔27的形状以外,与实施方式1的转子2或第一变形例的转子2A同样地构成。此外,在图13中,转子2B具有与第一变形例相同的分隔部30,但也可以具有在实施方式1中说明的具有肋32的分隔部3(图5)。
在第二变形例中,由于芯孔27具有与第一磁极P1的极中心相向的顶点27a,并具有从该顶点27a向径向内侧在周向上扩展的形状,所以能够调整来自第一磁极P1的磁通的流动,由此,能够降低磁力的不平衡,并降低振动及噪音。
此外,在此,芯孔27的顶点27a与第一磁极P1的极中心相向,但也可以与第二磁极P2的极中心相向。
<空调装置>
接着,说明应用上述实施方式1或各变形例的电动机的空调装置。图15(A)是示出应用实施方式1的电动机1的空调装置500的结构的图。空调装置500具备室外机501、室内机502及将它们连接的制冷剂配管503。
室外机501例如具备作为螺旋桨风扇的室外送风机510,室内机502例如具备作为横流风扇的室内送风机520。室外送风机510具有叶轮505和驱动叶轮505的电动机1。室内送风机520具有叶轮521和驱动叶轮521的电动机1。电动机1均具有在实施方式1中说明的结构。此外,在图15(A)中也示出压缩制冷剂的压缩机504。
图15(B)是室外机501的剖视图。电动机1由配置在室外机501的壳体508内的框架509支承。在电动机1的轴11,经由毂506安装有叶轮505。
在室外送风机510中,通过电动机1的转子2的旋转,使安装于轴11的叶轮505旋转,并向室外送风。在制冷运转时,通过室外送风机510的送风,向室外放出用压缩机504压缩后的制冷剂在冷凝器(未图示)中冷凝时放出的热。同样地,在室内送风机520(图18(A))中,通过电动机1的转子2的旋转,使叶轮521旋转,向室内吹送用蒸发器(未图示)夺取热而成的空气。
上述实施方式1的电动机1由于磁通泄漏的降低而具有较高的电动机效率,所以能够提高空调装置500的运转效率。另外,由于能够调整电动机1的共振频率,所以能够抑制电动机1与叶轮505(521)的共振、室外机501整体的共振及室内机502整体的共振,能够降低噪音。
此外,在电动机1中也可以使用第一变形例(图12)的转子2A或第二变形例的转子2B。另外,在此,在室外送风机510的驱动源及室内送风机520的驱动源中使用电动机1,但在至少任一方的驱动源中使用电动机1即可。
另外,在实施方式1及各变形例中说明的电动机1也能够搭载于空调装置的送风机以外的电气设备。
以上,具体地说明了本发明的优选实施方式,但本发明并不限定于上述实施方式,能够在不偏离本发明的要旨的范围内进行各种改良或变形。
附图标记的说明
1电动机,2、2A、2B转子,3分隔部,4传感器磁体(检测用磁体),5定子,6基板,7固定模具,8可动模具,9成形模具,11轴,20转子芯,20a外周,20b内周,20c突出部,21磁铁插入孔,22磁通壁垒,24芯孔,25磁体,26芯孔,27芯孔,27a顶点,27b侧缘部,27c内缘部,30分隔部,31内环部,32肋,33外环部,35空腔部,37树脂孔部(孔部),38、39端面部,50模制定子,51定子芯,52绝缘部,53线圈,55模制树脂部,70抵接部,71轴插入孔,72相向面,73转子芯插入部,74筒状部,75模具对接面,76空腔形成部,77台座,78销(突起部),81轴插入孔,82相向面,83转子芯插入部,84筒状部,85模具对接面,86空腔形成部,500空调装置,501室外机,502室内机,503制冷剂配管,505叶轮,510室外送风机,520室内送风机。