一种全自动推拉书生产装置
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及书籍加工生产技术领域,尤其涉及一种全自动推拉书生产装置。
背景技术
随着人们生活水平不断提高,随着人们生活水平的提高,人们对儿童的教育越来越重视,许多家长会购买不同类型的儿童书给小孩进行阅读;儿童书是专门为儿童阅读所设计的书籍,推拉书是儿童书的一种,推拉书是一种可推拉的儿童书,儿童可以推动推拉块锻炼精细动作,同时可以使其更加形象立体。
推拉书的工艺较为复杂,需要在两页纸上胶合页之前先把外框架和推拉块准确放入对应的位置再合页,现有技术中,都是用人工将外框架和推拉块放置到相应的位置上,费时费力,且采用人工的加工方式容易对位不准,生产的产品不合格,导致浪费。
发明内容
为了解决现有技术中的问题,本发明提供了一种全自动推拉书生产装置,自动化程度高,上料和上胶对位精准,提高产品的合格率,且提高推拉书的生产效率。
本发明提供了一种全自动推拉书生产装置,包括输送装置、第一上料传送装置、第一刮胶装置、第二上料传送装置、第三上料传送装置、第二刮胶装置和第三上料传动装置,第一上料传送装置、第一刮胶装置、第二上料传送装置、第三上料传送装置、第二刮胶装置和第三上料传动装置依次设置于输送装置;
所述第一上料传送装置用于对第一书页准确上料;
所述第一刮胶装置用于对第一上料传送装置上料的第一书页进行局部上胶;
所述第二上料输送装置用于对外边框进行上料并将外边框放置于第一页书页上进行粘合;
所述第三上料输送装置用于对推拉块上料并将推拉块放置于外边框内;
第二刮胶装置用于对外边框进行局部上胶;
第四上料输送装置用于对第二书页进行上料并将第二书页放置于外边框上进行粘合形成一页推拉书页。
为了进一步实现本发明,所述输送装置包括输送机架、输送动力装置、输送导轨、输送台板和连接压缩杆,所述输送动力装置、输送轨道和输送台板均设置于输送机架;
所述输送台板设置于输送导轨上方,所述输送台板设置有多块,多块输送台板分别用于放置第一书页、外边框、推拉块和第二书页,多块输送台板之间均匀分布于输送导轨上方,多块所述输送台板之间通过连接压缩杆固定连接。
为了进一步实现本发明,所述动力装置包括输送动力电机、输送皮带、输送主动轴和输送从动轴,所述输送动力电机的电机杆连接有第一动力齿轮,所述输送主动轴的一端连接有第二动力齿轮,所述第一动力齿轮与第二动力齿轮相互啮合,所述输送主动轴的另一端与输送从动轴的一端均设置有同步轮,所述输送皮带绕设于输送主动轴的同步轮和输送从动轴的同步轮上并张紧,所述输送从动轴的另一端设置有第三动力齿轮;
所述输送台板包括垫板、台板下板和台板上板,垫板设置于所述台板下板下方,所述台板上板与台板下板相互盖合,所述垫板底部至少设置有一个垫板轴承,垫板轴承与输送导轨相匹配,所述垫板轴承卡进输送导轨内可沿输送导轨滑动,所述台板下板下设置有齿轮条,所述齿轮条与第二动力齿轮或第三动力齿轮相互啮合。
为了进一步实现本发明,所述台板下板设置有吸气管和吸气套座,所述吸气管设置于台板下板内侧边与台板下板内侧边固定连接,所述吸气套座设置于台板下板上并与吸气管连接,所述台板上板与吸气套座相对应的位置设置有吸气孔。
为了进一步实现本发明,所述台板下板设置有连杆安装轴,所述连杆安装轴至少设置有两个;
所述连接压缩杆依次设置有第一连接头、第一连接杆、连接杆调整螺母、第二连接杆和第二连接头,所述第一连接头与第一连接杆的一端固定连接,所述第一连接杆的另一端与连接杆调整螺母连接,所述第二连接杆一端与第二连接头固定连接,所述第二连接杆的另一端与连接杆调整螺母连接,所述第一连接头与台板下板的连杆安装轴固定连接,所述第二连接头与下一台板下板的连杆安装轴固定连接;
所述第一连接杆与所述第二连接杆之间设置有弹簧。
为了进一步实现本发明,所述第一上料传送装置、第二上料传送装置、第三上料传送装置和第四上料传送装置均设置有自动上料装置和抓料输送装置,所述自动上料装置设置于机架侧边,所述抓料输送装置用于将自动上料装置上的物料抓取输送至相应的输送台板上;
所述自动上料装置包括上料机架、上料电机、上料丝杆和上料板,所述上料电机固定设置于上料机架上,所述上料电机与上料丝杆固定连接,所述上料丝杆上设置有上料丝杆螺母,所述上料丝杆通过上料丝杆螺母与上料板连接;
所述抓料输送装置包括抓料输送安装架、抓料输送带、导书调节装置、抓料移动板和抓料吸盘装置,所述抓料输送安装架将抓料输送装置固定安装于自动上料装置的侧边并位于输送装置上方,抓料输送带固定设置于抓料输送安装架,抓料输送带通过抓料驱动电机进行驱动,抓料移动板固定设置于抓料输送带上,抓料输送带可带动抓料移动架左右移动,导书调节装置设置于抓料输送安装架的下方。
为了进一步实现本发明,抓料移动板固定设置于抓料输送带上,抓料输送带可带动抓料移动板左右移动,抓料移动板与抓料吸盘装置通过连接块连接,连接块的上端与抓料移动板固定连接,连接块的下端与抓料吸盘装置固定连接,抓料吸盘装置包括抓料吸盘安装板、吸盘气缸和吸盘,吸盘气缸固定安装于连接块的下端,吸盘气缸的气缸杆与吸盘安装板固定连接,吸盘固定安装于吸盘安装板上。
为了进一步实现本发明,所述导书导书调节装置包括左导书机构和右导书机构,左导书机构和右导书机构的结构相同,左导书机构和右导书机构均包括导书安装板、导书挡板、导书气缸和导书调节杆,导书安装板安装于抓料输送安装架上,导书调节杆穿过导书安装板与导书挡板固定连接,导书调节杆与导书安装板滑动连接,导书气缸固定安装于导书安装板上且导书气缸的伸缩杆穿过导书安装板连接有导书气缸推块,导书气缸推块与导书挡板固定连接。
为了进一步实现本发明,所述台板下板设置有定位轴承,所述抓料安装架上设置有定位气缸,所述定位气缸的伸缩杆伸出卡住定位轴承实现输送台板的定位。
为了进一步实现本发明,所述上胶装置包括上胶安装框架、上胶丝网和上胶调节装置,所述上胶丝网固定安装于上胶安装框架上且上胶丝网上胶时位于输送台板上方,所述上胶安装框架两侧边设置有上胶调节装置,所述上胶调节装置包括气缸安装板、上下调节气缸和左右调节气缸,所述气缸安装板安装于刮胶机架上,所述左右调节气缸固定安装于气缸安装板上,所述左右调节气缸的伸缩杆连接有气缸移动块,所述气缸移动块与上胶安装框架固定连接,所述上胶安装框架与气缸安装板之间通过支撑柱连接,所述刮胶机架设置有缺口,上下调节气缸设置于气缸安装板底部且位于刮胶机架缺口内;所述刮刀装置包括刮刀移动装置和刮刀组件,所述刮刀移动装置用于带动刮刀组件左右移动,所述刮刀组件用于对上胶丝网进行刮胶涂覆与输送台板的物料上,所述刮刀移动装置包括刮胶电机、刮胶输送带、刮胶主动辊和刮胶从动辊,所述刮胶电机与刮胶主动辊传动连接,所述刮胶输送带绕设于刮胶主动辊和刮胶从动辊并张紧,所述刮胶电机驱动刮胶输送带移动,所述刮刀组件包括刮刀固定板、刮刀安装板、左刮刀气缸、左刮刀、右刮刀气缸和右刮刀,所述刮刀固定板固定安装于刮胶输送带上,刮刀安装板与刮刀固定板固定连接,所述左刮刀气缸固定安装与刮刀安装板上且左刮刀气缸的伸缩杆与左刮刀连接,所述右刮刀气缸固定安装于刮刀安装板上且右刮刀的伸缩杆与右刮刀连接。
本发明的有益效果是:本发明一种全自动推拉书生产装置,能够实现对推拉书页自动上料和上胶,自动化程度高,上料和上胶对位精准,提高产品的合格率,且提高推拉书的生产效率。
附图说明
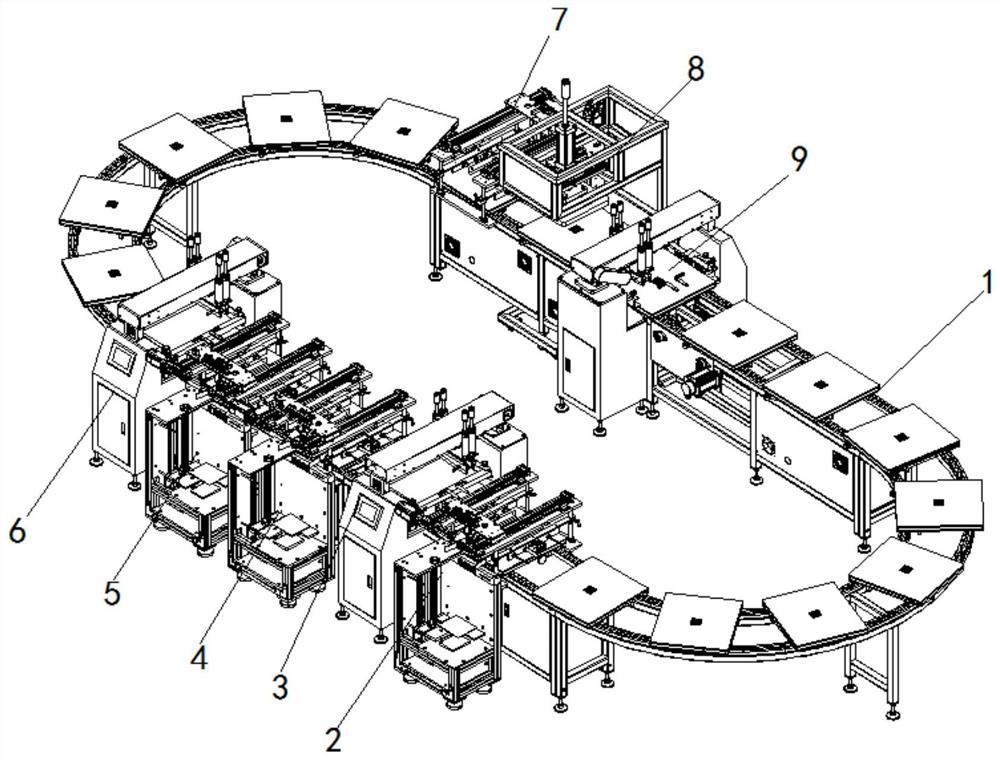
图1是全自动推拉书生产装置的结构示意图;
图2是推拉书页结构示意图;
图3是输送装置的结构示意图;
图4是输送动力装置结构示意图;
图5是输送台板结构爆炸图;
图6是输送台板结构示意图;
图7是压缩连接杆结构爆炸图;
图8是压缩连接杆剖视图;
图9是第一上料传送装置结构示意图;
图10是自动上料装置结构示意图;
图11是抓料输送装置一个角度的结构示意图;
图12是抓料输送装置另一个角度的结构示意图;
图13是第一刮胶装置的结构示意图;
图14是第一刮胶装置的爆炸图;
图15是压板机的结构示意图
图1至图15包括:
推拉书页10;
第一书页101;外边框102;推拉块103;第二书页104;
输送装置1;
输送机架11;
输送动力装置12;输送动力电机121;第一动力齿轮1211;输送皮带122;输送主动轴123;第二动力齿轮1231;输送从动轴124;第三动力齿轮1241;
输送导轨13;
输送台板14;垫板141;垫板轴承1411;齿轮条1412;台板下板142;吸气管1421;吸气套座1422;连杆安装轴1423;定位轴承1424;台板上板143;吸气孔1431;
连接压缩杆15;第一连接头151;第一连接杆152;连接杆调整螺母153;第二连接杆154;第二连接头155;弹簧156;
第一上料传送装置2;
自动上料装置21;上料机架211;感应片2111;上料电机212;上料丝杆213;上料丝杆螺母2131;上料板214;
抓料输送装置22;抓料输送安装架221;定位气缸2211;抓料输送带222;导书调节装置223;导书安装板2231;导书挡板2232;导书气缸2233;导书调节杆2234;抓料移动板224;抓料吸盘装置225;抓料吸盘安装板2251;吸盘气缸2252;吸盘2253;连接块226;
第一刮胶装置3;
刮胶机架31;缺口311;
上胶装置32;上胶安装框架321;上胶丝网322;上胶调节装置323;气缸安装板3231;上下调节气缸3232;左右调节气缸3233;支撑柱324;
刮刀装置33;刮刀移动装置331;刮胶电机3311;刮胶输送带3312;刮胶主动辊3313;刮胶从动辊3314;刮刀组件332;刮刀固定板3321;刮刀安装板3322;左刮刀气缸3323;左刮刀3324;右刮刀气缸3325;右刮刀3326;
第二上料传送装置4;第三上料传送装置5;第三上料传动装置7;第二刮胶装置6;
压板机8;
压板机架81;压板气缸82;压板输送带83;压板84;第三刮胶装置9。
具体实施方式
实施例1
如图1所示,本发明公开了一种全自动推拉书生产装置,包括输送装置1、第一上料传送装置2、第一刮胶装置3、第二上料传送装置4、第三上料传送装置5、第二刮胶装置6、第三上料传动装置7、压板机8和第三刮胶装置9,第一上料传送装置2、第一刮胶装置3、第二上料传送装置4、第三上料传送装置5、第二刮胶装置6、第三上料传动装置7、压板机8和第三刮胶装置9依次设置于输送装置1。
参考图2,推拉书页10包括第一书页101、外边框102、推拉块103和第二书页104。
输送装置用于对第一书页、外边框、推拉块和第二书页进行输送,第一上料装置用于将第一书页上料,第一刮胶装置用于将对第一书页进行局部上胶(在第一书页涂外边框的形状),第二上料输送装置用于对外边框进行上料并将外边框放置于第一页书页上进行粘合,第三上料输送装置用于对推拉块上料并将推拉块放置于外边框内,第二刮胶装置用于对外边框进行局部上胶,第四上料输送装置用于对第二书页进行上料并将第二书页放置于外边框上进行粘合形成一页推拉书页,压板机用于对已经粘合的推拉书页进行压合,第三刮胶装置用于对压合完成的推拉书页进行上胶以便下一工序的处理。
如图3所示,输送装置1包括输送机架11、输送动力装置12、输送导轨13、输送台板14和连接压缩杆15,输送动力装置12、输送轨道13和输送台板14均设置于输送机架11上;
如图4所示,输送动力装置12包括输送动力电机121、输送皮带122、输送主动轴123和输送从动轴124,输送动力电机121的电机杆连接有第一动力齿轮1211,输送主动轴123的一端连接有第二动力齿轮1231,第一动力齿轮1211与第二动力齿轮1231相互啮合,从而带动输送主动轴123转动,输送主动轴123的另一端与输送从动轴124的一端均设置有同步轮,输送皮带122绕设于输送主动轴123的同步轮和输送从动轴124的同步轮上并张紧,输送从动轴124的另一端设置有第三动力齿轮1241,第二动力齿轮1231和第三动力齿轮1241在同一侧,输送动力电机启动,带动第一动力齿轮转动,与第一动力齿轮相互啮合的第二动力齿轮也跟着转动,从而带动输送主动轴和输送从动轴转动。
输送导轨13设置于输送机架11上并位于输送动力装置12上方,输送导轨13设置有两条,两条输送导轨13平行设置。
输送台板14设置于输送导轨13上方,输送台板14设置有多块,多块输送台板14分别用于放置第一书页101、外边框102、推拉块103和第二书页104,多个输送台板14之间均匀分布于输送导轨13上方,多块输送台板14之间通过连接压缩杆15固定连接。
如图5和图6所示,输送台板14包括垫板141、台板下板142和台板上板143,垫板141设置于所述台板下板142下方,台板上板143与台板下板142相互盖合,垫板141设置有两块,每块垫板141底部至少设置有一个垫板轴承1411,垫板轴承1411与输送导轨13相匹配,垫板轴承1411卡进输送导轨13内可沿输送导轨13滑动,在两块垫板141之间还设置有齿轮条1412,齿轮条1412固定于台板下板142下方,齿轮条1412与第二动力齿轮1231或第三动力齿轮1241相互啮合,当输送台板固定安装于两输送导轨上时,两块垫板底部的垫板轴承分别卡进两输送导轨内,齿轮条与第而动力齿轮或第三动力齿轮啮合,输送动力电机启动,带动第一动力齿轮转动,与第一动力齿轮相互啮合的第二动力齿轮也跟着转动,从而带动输送主动轴和输送从动轴转动,位于输送导轨上的输送台板的齿轮条与第二动力齿轮或者第三动力齿轮啮合从而带动书输送台板向前输送。
台板下板142设置有吸气管1421和吸气套座1422,吸气管1421设置于台板下板142内侧边与台板下板142内侧边固定连接,吸气套座1422设置于台板下板142上并与吸气管1421连接,台板上板143与吸气套座1422相对应的位置设置有吸气孔1431,当书页放置于输送台板时,吸气管连接外部吸风机进行吸气,吸风管通过吸风底座对吸气孔吸风,将物料(第一书页、外边框、推拉块或第二书页)吸附于台板上板,以免在输送过程中书页飘起而造成对位不准,输送更加精准,对位准确。
台板下板142设置有连杆安装轴1423,连杆安装轴1423设置有两个;参考图7和图8,连接压缩杆15依次设置有第一连接头151、第一连接杆152、连接杆调整螺母153、第二连接杆154和第二连接头155,第一连接头151与第一连接杆152的一端固定连接,第一连接杆152的另一端与连接杆调整螺母153连接,第二连接杆154一端与第二连接头155固定连接,第二连接杆154的另一端与连接杆调整螺母153连接,第一连接头151与台板下板142的连杆安装轴1423固定连接,第二连接头155与下一台板下板142的连杆安装轴1423固定连接,从而使多个台板固定连接,实现一起多个输送台板一起传动;第一连接杆151与第二连接杆155之间设置有弹簧156,弹簧在输送台板向前输送的过程中能够起到缓冲的作用,有利于保护连接压缩杆和输送台板。
具体的工作方式为,物料(第一书页、外边框、推拉块或第二书页)放置于输送台板上,吸气管连接外部吸风机进行吸气,吸风管通过吸风底座对吸气孔吸风,将物料(第一书页、外边框、推拉块或第二书页)吸附于台板上板,输送动力电机启动,带动第一动力齿轮转动,与第一动力齿轮相互啮合的第二动力齿轮也跟着转动,从而带动输送主动轴和输送从动轴转动,位于输送导轨上的输送台板的齿轮条与第二动力齿轮或者第三动力齿轮啮合从而带动书输送台板向前输送,多块输送台板之间通过连接压缩杆连接,实现多块输送台板的联动。
台板下板142设置有定位轴承1424,定位轴承1424用于对输送台板14进行准确定位。
如图,9所示,第一上料传送装置2用于对第一书页进行准确上料,第二上料传送装置4用于对外边框进行准确上料,第三上料传送装置5用于对推拉块准确上料,第四上料传送装置7用于对第二页书页进行准确上料,第一上料传送装置2、第二上料传送装置4、第三上料传送装置5和第四上料传送装置7的结构均相同。
第一上料传送装置2、第二上料传送装置4、第三上料传送装置5和第四上料传送装置7均设置有自动上料装置21和抓料输送装置22,自动上料装置21设置于输送机架11侧边,抓料输送装置22用于将自动上料装置21上的物料抓取输送至相应的输送台板14上。
如图10所示,自动上料装置21包括上料机架211、上料电机212、上料丝杆213和上料板214,上料电机212固定设置于上料机架211上,上料电机212与上料丝杆213固定连接,上料丝杆213上设置有上料丝杆螺母2131,上料丝杆213通过上料丝杆螺母2131与上料板214连接,上料板214用于放置物料,当上料电机启动时,带动上料丝杆转动从而丝杆螺母上下移动,上料板也跟着丝杆螺母上下移动从而将物料输送至指定位置。
上料机架211上还设置有感应片2111,感应片2111与上料电机212信号连接,当感应片感应到上料板上升到指定位置时(预先设定的位置),感应片将感应信号发送至上料电机,上料电机停止运转。
如图11和图12所示,抓料输送装置22包括抓料输送安装架221、抓料输送带222、导书调节装置223、抓料移动板224和抓料吸盘装置225,抓料输送安装架221将抓料输送装置22固定安装于自动上料装置21的侧边并位于输送装置1上方,抓料输送带222固定设置于抓料输送安装架221,抓料输送带222通过抓料驱动电机进行驱动,抓料移动板224固定设置于抓料输送带222上,抓料输送带222可带动抓料移动板224左右移动,导书调节装置223设置于抓料输送安装架221的下方;
抓料移动板224固定设置于抓料输送带222上,抓料输送带222可带动抓料移动板224左右移动,抓料移动板224与抓料吸盘装置225通过连接块226连接,连接块226的上端与抓料移动板224固定连接,连接块226的下端与抓料吸盘装置225固定连接,抓料吸盘装置225包括抓料吸盘安装板2251、吸盘气缸2252和吸盘2253,吸盘气缸2252固定安装于连接块226的下端,吸盘气缸2252的伸缩杆与吸盘安装板2251固定连接,吸盘2253固定安装于吸盘安装板2251上,吸盘2253至少设置有一个以上,吸盘2253用于将自动上料装置22输送的物料进行吸取。
导书调节装置223包括左导书机构和右导书机构,左导书机构和右导书机构的结构相同,左导书机构和右导书机构均包括导书安装板2231、导书挡板2232、导书气缸2233和导书调节杆2234,导书安装板2231安装于抓料输送安装架221上,导书调节杆2234穿过导书安装板与导书挡板2232固定连接,导书调节杆2234与导书安装板2231可滑动连接,导书气缸2233固定安装于导书安装板2231上且导书气缸2233的伸缩杆穿过导书安装板2231连接有导书气缸推块,导书气缸推块与导书挡板2232固定连接,当导书气缸启动时,导书气缸伸缩杆带动导书挡板左右移动,从而调节导书挡板的位置。
具体的工作方式为,左导书机构和右导书机构的导书气缸启动,导书气缸伸缩杆带动导书挡板左右移动,从而根据物料的大小调节左导书机构和右导书机构的两导书挡板之间的间距,自动上料装置将物料输送到指定位置,抓料输送带通过抓料驱动电机将抓料移动板移动到物料的上方,吸盘气缸启动,带动抓料吸盘装置向下,吸盘吸取物料,吸盘气缸伸缩杆带动向上,抓料输送带带动抓料移动板移动至输送台板上方,吸盘气缸带动吸盘装置向下,吸盘放气将物料向下放置于输送台板上,导书挡板可以放下的物料起到导向的作用,以避免物料在下落过程中由于阻力的作用飘起或左右移动而导致物料对位不准。
抓料安装架221上设置有定位气缸2211和电眼,当输送台板到达抓料输送装置下方时,电眼感应到输送台板到达指定位置时,定位气缸伸出卡住定位轴承,实现输送台板的定位,能够使抓料输送装置输送物料更加准确,同时若输送台板定位不准,定位气缸也可以伸出卡住输送台板的定位轴承对输送台板的位置进行调整,连接压缩杆能起到缓冲和微调的作用。
第一刮胶装置3、第二刮胶装置6和第三刮胶装置9的结构相同,第一刮胶装置3、第二刮胶装置6和第三刮胶装置9均包括刮胶机架31、上胶装置32和刮刀装置33,上胶装置32设置于刮胶机架31上,刮刀装置33设置于上胶装置32上并对上胶装置32进行刮胶。
如图13和图14所示,上胶装置32包括上胶安装框架321、上胶丝网322和上胶调节装置323,上胶丝网322固定安装于上胶安装框架321上且上胶丝网322上胶时位于输送台板14上方,上胶安装框架321两侧边设置有上胶调节装置323,上胶调节装置323包括气缸安装板3231、上下调节气缸3232和左右调节气缸3233,气缸安装板3231安装于刮胶机架31上,左右调节气缸3233固定安装于气缸安装板3231上,左右调节气缸3233的伸缩杆连接有气缸移动块3234,气缸移动块3234与上胶安装框架321固定连接,左右调节气缸3233可带动上胶安装框架321左右移动,上胶安装框架321与气缸安装板3231之间通过支撑柱324连接,刮胶机架31设置有缺口311,上下调节气缸3232设置于气缸安装板3231底部且位于刮胶机架31的缺口311内,上下调节气缸3232可带动上胶安装框架321上下运动从而带动上胶丝网322上下运动,可调节上胶丝网322与输送台板14之间的距离。
刮刀装置33包括刮刀移动装置331和刮刀组件332,刮刀移动装置331用于带动刮刀组件332左右移动,刮刀组件332用于对上胶丝网322进行刮胶涂覆与输送台板14的物料上,刮刀移动装置331包括刮胶电机3311、刮胶输送带3312、刮胶主动辊3313和刮胶从动辊3314,刮胶电机3311与刮胶主动辊3313传动连接,刮胶输送带3312绕设于刮胶主动辊3313和刮胶从动辊3314并张紧,刮胶电机3311驱动刮胶输送带3312移动;刮刀组件332包括刮刀固定板3321、刮刀安装板3322、左刮刀气缸3323、左刮刀3324、右刮刀气缸3325和右刮刀3326,刮刀固定板3321固定安装于刮胶输送带3312上,刮刀安装板3322与刮刀固定板3321固定连接,左刮刀气缸3323固定安装与刮刀安装板3322上且左刮刀气缸3325的伸缩杆与左刮刀3324连接,右刮刀气缸3325固定安装于刮刀安装板3322上且右刮刀3326的伸缩杆与右刮刀3326连接,通过设置有左刮刀和右刮刀,从左往右刮胶用左刮刀,从右往左刮胶用右刮刀,循环往复刮胶,能提高刮胶效率。
具体的工作方式为,首先上下调节气缸向下使上胶丝网紧贴需要上胶的物料,当从左往右进行刮胶时,左刮胶气缸带动左刮刀向下,右刮胶气缸带动右刮刀抬起,刮胶电机启动从而带动左刮刀对上胶丝网的胶水进行刮覆,从而使得胶水透过上胶丝网涂覆与物料上,当刮刀组件运动到右边时,左刮胶气缸带动左刮胶抬起,右刮胶气缸带动右刮胶向下,刮胶电机带动右刮胶从右往左进行刮胶,循环往复刮胶,使刮胶更加均匀,提高刮胶效率。
如图15所示,压板机8包括压板机架81、压板气缸82、压板输送带83和压板84,压板输送带83设置于压板机架81上,压板气缸82设置于压板输送带83,压板气缸82的伸缩杆与压板84连接,压板84用于对上胶完毕的物料进行压合,压板输送带83可带动压板气缸82左右移动从而调整压板84的位置以便能更加精准地对物料进行压合,压板气缸82的伸缩杆带动压板84上下运动对物料进行压合。
本发明公开了一种全自动推拉书生产装置,能够实现对推拉书页自动上料和上胶,自动化程度高,上料和上胶对位精准,提高产品的合格率,且提高推拉书的生产效率。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。