一种塑料铅笔及其生产工艺
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及塑料铅笔技术领域,尤其是一种塑料铅笔及其生产工艺。
背景技术
铅笔是人们常用的一种文化学习用品;据报道,我国每年向世界市场提供 60~70亿支的铅笔,是世界第一大铅笔出口国;铅笔是人们日常生活中不可缺少的学习用品,无论是学生,还是上班族都会用到;现有的塑料铅笔多为笔芯、笔杆以及包裹在笔杆外部的包裹层组成,包裹层的存在使得铅笔的使用更加舒服等;但是现有的铅笔的包裹层多采用纸或常用的塑料薄膜,传统的纸或塑料薄膜,使用者长时间持握时会造成由于长时间摩擦会产生包裹层破损;同时由于塑料薄膜过硬,无法达到木质铅笔所带来的的舒适感,甚至可能破坏手持部位的皮肤,并且现有的塑料包裹层长期使用会散发出的塑胶味,影响塑料铅笔的使用体验;同时现有的塑料铅笔通常为了美观度在纸或塑料层的外部进行喷漆,长时间使用后漆面存在脱落的现象。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种塑料铅笔及其生产工艺,用于解决上述塑料铅笔握住不舒适,漆面易脱落的现象。
本发明的技术方案是这样实现的:一种塑料铅笔,其特征在于:包括笔杆、笔芯和包裹层,所述包裹层包裹在所述笔杆外部,所述包裹层为木纤维包裹层,所述包裹层外部涂覆有油漆形成漆面层,所述包裹层的厚度为0.1~1mm。
优选为:所述笔杆的外表面设置有均匀分布的齿槽。
优选为:所述包裹层包括落叶松纤维、亚麻纤维、竹纤维、剑麻纤维等纤维材料中的一种或多种。
优选为:所述漆面层包括涂覆在包裹层外部的底漆膜、涂覆在底漆膜外部的加固膜和涂覆在加固膜外部的清漆膜。
优选为:所述底漆膜包括水溶性或水分散性丙烯酸类树脂和聚酯树脂、聚氨酯树脂、丙烯酸类-聚氨酯树脂的水溶性或水分散性树脂的一种或多种。
优选为:所述加固膜包括水溶性或水分散性树脂。
一种塑料铅笔的生产工艺,用于制备上述塑料铅笔,其特征在于:包括如下步骤:
S1:准备笔芯和笔杆的原料,使用挤出机对笔芯、笔杆原料进行挤压,挤出笔芯和笔杆,紧固模具成型后,放入冷却设备进行冷却,冷却后通过牵引机将其取出,制得包裹有笔芯的笔杆备用;
S2:准备落叶松纤维、亚麻纤维、竹纤维、剑麻纤维等纤维材料中的一种或多种放入打浆机中进行打浆,打浆后通过挤压设备进行挤压脱水,在挤压脱水时通过烘干机进行烘干,挤压烘干制成含水率为5~7%的板状纤维混合物,并通过切割设备进行切割,切割成厚度为0.1~1mm的薄板作为包裹层备用;
S3:通过开槽机在笔杆外表面加工出齿槽,通过热压装置将制成的厚度为 0.1~1mm的薄板与笔杆进行热压处理,在贴合面上添加胶水,保持高温,通过热压装置将包裹层逐渐与笔杆外表面贴合,且使包裹层贴合齿槽内侧壁,绕笔杆一周后切断包裹层,采用胶水封口;保持高温30~60s后采用冷却装置进行冷却,冷却过后通过切割机将其切割成规定长度的半成品铅笔备用;
S4:对半成品铅笔进行涂覆油漆前预处理,进行升温热处理和等离子体射流表面处理,其中采用等离子体射流处理机进行对半成品铅笔的等离子体射流表面处理,等离子体射流处理机的工作压力为0.05-0.06Mpa,工作气体为氮气;
S5:在对半成品铅笔预处理后,准备水溶性或水分散性丙烯酸类树脂和聚酯树脂、聚氨酯树脂、丙烯酸类-聚氨酯树脂的水溶性或水分散性树脂的一种或多种制成底漆,将底漆涂覆在半成品铅笔的包裹层外表面形成底漆膜;准备水溶性或水分散性树脂制成加固漆,将加固漆涂覆在未固化的底漆膜上形成加固膜,准备清漆,将清漆涂覆在未固化的加固膜上形成清漆膜;
S6:将上述涂覆有底漆膜、加固膜和清漆膜的半成品铅笔进行加热,使底漆膜、加固膜和清漆膜同时固化,固化后冷却制得成品塑料铅笔。
优选为:所述升温热处理具体包括如下步骤:
第一升温步骤:以15℃/h的速度由室温逐步升至120℃,并保温3小时;
第二升温步骤:通入氮气保持热处理室内的氧气质量分数低于5%,并同时以10℃/h的速度继续升到150℃,保温3小时;
第三升温步骤:持续通入惰性气体保持热处理室内的氧气质量分数低于5 %,并以10℃/h的速度升到240℃,保温6小时;
冷却步骤,将热处理室自然冷却至室温,在此过程中调节含水率值为5-7%。
优选为:所述等离子体射流的处理高度为15~35mm,所述等离子体射流的处理时间为15-45s。
优选为:所述水溶性或水分散性丙烯酸类树脂的玻璃化转变温度为20-80 ℃,所述聚酯树脂、聚氨酯树脂、丙烯酸类-聚氨酯树脂的水溶性或水分散性树脂的一种或多种的玻璃化转变温度为-50℃至0℃。
本发明的有益效果是:(1)通过在笔杆外部设置木纤维包裹层,木纤维的包裹层设置增加了笔杆外部的耐磨性,避免使用者长时间持握时会造成由于摩擦会产生包裹层破损,提高包裹层的结构强度,同时木纤维的包裹层在使用者握住时较塑料层相比具有较好的舒适感,同时内部塑料笔杆的气味不易散发,保证了使用体验。
(2)通过将木纤维进行适度打浆,然后进行挤压烘干,去除木纤维中的杂质,同时便于控制木纤维的含水率;将木纤维混合物切割成0.5mm的薄板包裹层,适当的厚度便于后续包裹层对笔杆的热压包裹,太厚不易于包裹工作,太薄则加工难度较大、成本较高且易破损;在包裹层与笔杆之间添加胶水同时进行热压,保证包裹层与笔杆的紧密贴合,提高铅笔的质量。
(3)通过多层漆面层的结合涂覆,并一并固化,提高漆面层涂覆的稳定性,避免漆面层长期使用脱落,保证漆面的稳定,同时通过各层漆面中的基体树脂与交联剂的结合避免在喷漆时出现流挂和鼓泡的现象,保证了笔杆上漆面的质量。
(4)本发明的升温热处理,通过调控不同的升温速度和保温温度及时间,能够更好地对木纤维表面进行处理,然后再将经过上述程序升温处理过的木纤维包裹层结合等离子体射流表面处理来对木纤维进行处理,能够使木纤维表面的木质素、纤维素和半纤维素引入大量自由基团,导致表面亲水性增加,提高木材表面的自由能,从而大幅提高木材表面的漆膜附着力,避免铅笔在使用过程中出现漆面脱落鼓起的现象,提高塑料铅笔的质量。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
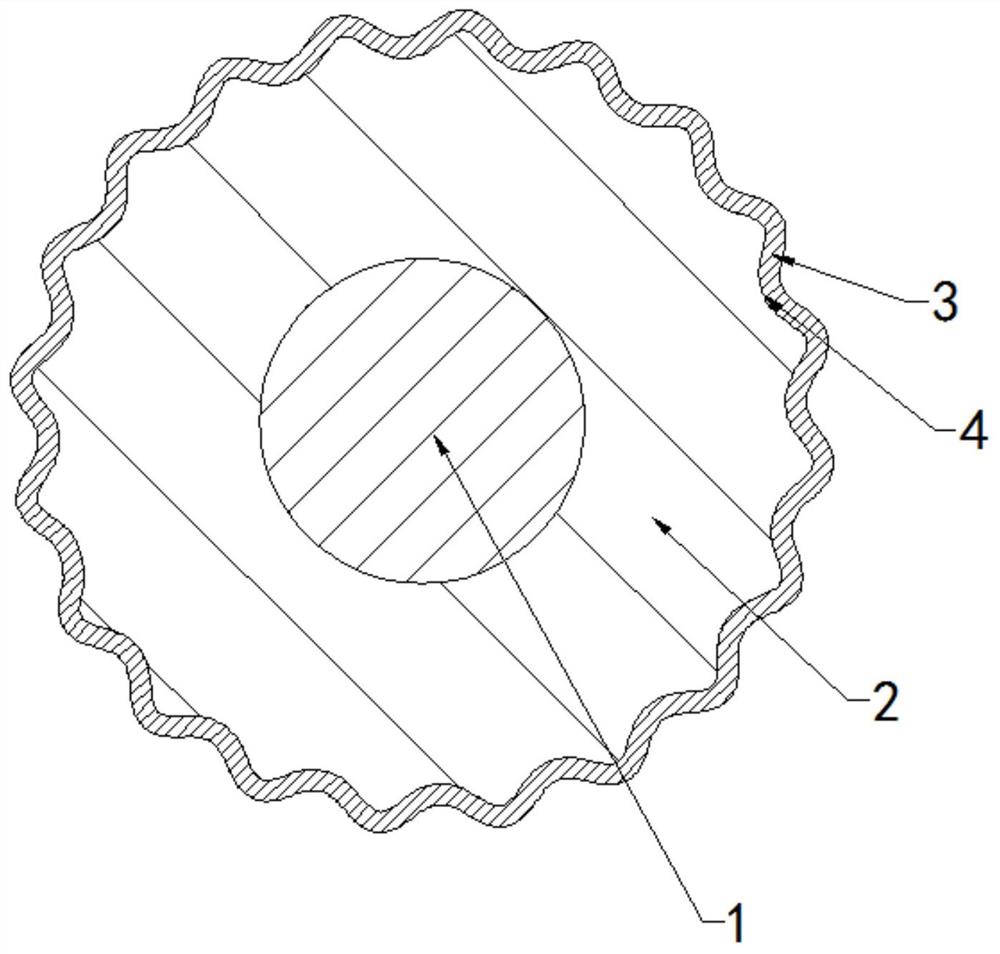
图1为本发明具体实施方式中塑料铅笔的截面示意图;
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
如图1所示,本发明公开了一种塑料铅笔,在本发明的具体实施方式中,包括笔杆2、笔芯1和包裹层3,所述笔芯1位于笔杆2中心,所述包裹层3包裹在所述笔杆2外部,所述包裹层3为木纤维包裹层,所述包裹层3外部涂覆有油漆形成漆面层,所述包裹层3的厚度为0.5mm;所述笔杆2的外表面设置有均匀分布的齿槽4,所述包裹层3与笔杆2外表面紧密贴合。
在本发明中,所述包裹层3由落叶松纤维制成;所述漆面层包括涂覆在包裹层外部的底漆膜、涂覆在底漆膜外部的加固膜和涂覆在加固膜外部的清漆膜。
在本发明中,所述底漆膜包括作为基体树脂的水溶性或水分散性丙烯酸类树脂和聚酯树脂、聚氨酯树脂、丙烯酸类-聚氨酯树脂的水溶性和水分散性树脂的;水溶性或水分散性丙烯酸类树脂可用已知方法通过使用作为原料组分的可自由基聚合单体的自由基聚合反应获得,所述可自由基聚合单体的实例包括(甲基)丙烯酸、(甲基)丙烯酸甲酯或(甲基)丙烯酸乙酯中的一种或几种;所述加固膜包括水溶性或水分散性树脂;在本说明书中,基体树脂是具有与交联剂反应的官能团的树脂,其中底漆膜和加固膜优选包含与所述基体树脂的官能团反应的交联剂;这些交联剂的实例包括氨基树脂、多异氰酸酯化合物、封闭的多异氰酸酯化合物等。
通过上述技术方案,通过在笔杆外部设置木纤维包裹层,木纤维的包裹层设置增加了笔杆外部的耐磨性,避免使用者长时间持握时会造成由于摩擦会产生包裹层破损,提高包裹层的结构强度,同时木纤维的包裹层在使用者握住时较塑料层相比具有较好的舒服感,同时内部塑料笔杆的气味不易散发,保证了使用体验;齿槽的设置,提高了包裹层的贴合性,避免包裹层翘起,形式方便使用者握取,避免使用时滑动。
同时,在包裹层外部涂覆有漆面层,通过底漆膜、加固膜和清漆膜三层漆面层的设置,通过多层漆面层的粘连结合,增强漆面层的牢固程度,避免使用过程中出现漆面脱落刮破的现象,同时通过基体树脂与交联剂的结合避免在喷漆时出现流挂和鼓泡的现象,保证在包裹层上喷漆的稳定。
实施例2
一种塑料铅笔的生产工艺,用于制备塑料铅笔,在本发明的具体实施方式中吗,包括如下步骤:
S1:准备笔芯和笔杆的原料,使用挤出机对笔芯、笔杆原料进行挤压,挤出笔芯和笔杆,在挤出机挤压塑料笔杆时需将塑料挤出机料筒加热升温100-150 ℃,紧固模具成型后,放入冷却设备进行冷却,冷却后通过牵引机将其取出,制得包裹有笔芯的笔杆备用;
S2:准备等量的落叶松纤维、亚麻纤维、竹纤维和剑麻纤维放入打浆机中进行打浆,并加入适量的水,打浆后通过挤压设备进行挤压脱水,在挤压脱水时通过烘干机进行烘干,挤压烘干制成含水率为6%的板状纤维混合物,并通过切割设备进行切割,切割成厚度为0.5mm的薄板作为包裹层备用;
S3:通过开槽机在笔杆外表面加工出齿槽,通过热压装置将制成的厚度为 0.5mm的薄板与笔杆进行热压处理,在贴合面上添加胶水,保持高温,通过热压装置将包裹层逐渐与笔杆外表面贴合,且使包裹层贴合齿槽内侧壁,绕笔杆一周后切断包裹层,采用胶水封口;保持高温40s后采用冷却装置进行冷却,冷却过后通过切割机将其切割成规定长度的半成品铅笔备用;
S4:对半成品铅笔进行涂覆油漆前预处理,进行升温热处理和等离子体射流表面处理,其中采用等离子体射流处理机进行对半成品铅笔的等离子体射流表面处理,等离子体射流处理机的工作压力为0.06Mpa,工作气体为氮气;升温热处理是指将半成品铅笔按照设定程序连续地随时间线性或非线性逐渐升高或降低的处理过程,其中在处理过程中可以通入惰性气体;
S5:在对半成品铅笔预处理后,准备水溶性或水分散性丙烯酸类树脂和聚酯树脂、聚氨酯树脂、丙烯酸类-聚氨酯树脂的水溶性或水分散性树脂的一种或多种制成底漆,将底漆涂覆在半成品铅笔的包裹层外表面形成底漆膜;准备水溶性或水分散性树脂制成加固漆,将加固漆涂覆在未固化的底漆膜上形成加固膜,准备清漆,将清漆涂覆在未固化的加固膜上形成清漆膜;其中,底漆在涂覆时,保证室温在10-40℃、相对湿度为65-85%,底漆膜的干膜厚度为10-40 μm,在涂覆底漆之后,可实施预干燥,干燥条件为30-100℃和3-10分钟;加固漆在涂覆时,保证室温在10-40℃、相对湿度为65-85%,加固膜的干膜厚度为5-15μm,在涂覆加固漆之后,可实施预干燥,干燥条件为30-100℃和3-10 分钟;在涂覆清漆时,清漆膜的干膜厚度为20-70μm。
S6:将上述涂覆有底漆膜、加固膜和清漆膜的半成品铅笔进行加热,使底漆膜、加固膜和清漆膜同时固化,其中加热固化温度为120-170℃加热时间为 10-60分钟;固化后冷却制得成品塑料铅笔。
在本实施例中,所述升温热处理具体包括如下步骤:
第一升温步骤:以15℃/h的速度由室温逐步升至120℃,并保温3小时;
第二升温步骤:通入氮气保持热处理室内的氧气质量分数低于5%,并同时以10℃/h的速度继续升到150℃,保温3小时;
第三升温步骤:持续通入惰性气体保持热处理室内的氧气质量分数低于5 %,并以10℃/h的速度升到240℃,保温6小时;
冷却步骤,将热处理室自然冷却至室温,在此过程中调节含水率值为5-7%。
在本实施例中,所述等离子体射流的处理高度为15~35mm,所述等离子体射流的处理时间为15-45s;本发明所述的等离子体射流能够在开放空间、而不是如传统放电仅在放电间隙内产生等离子体,其操作更加简单方便。本发明所述的处理高度是指等离子体射流处理机出口的等离子体流的水平高度与平行于所述等离子体流的木材表面的距离。
在本实施例中,所述水溶性或水分散性丙烯酸类树脂的玻璃化转变温度为 20-80℃,所述聚酯树脂、聚氨酯树脂、丙烯酸类-聚氨酯树脂的水溶性或水分散性树脂的一种或多种的玻璃化转变温度为-50℃至0℃。
正常状态下的木纤维材料及其制品,都会有一定数量的水分,本发明所述木材含水率是指把木纤维中所含水分的重量与绝干后木纤维重量的百分比。
通过上述技术方案:(1)通过将木纤维进行适度打浆,然后进行挤压烘干,去除木纤维中的杂质,同时便于控制木纤维的含水率;将木纤维混合物切割成 0.5mm的薄板包裹层,适当的厚度便于后续包裹层对笔杆的热压包裹,太厚不易于包裹工作,太薄则加工难度较大、成本较高且易破损;在包裹层与笔杆之间添加胶水同时进行热压,保证包裹层与笔杆的紧密贴合,提高铅笔的质量。
(2)通过多层漆面层的结合涂覆,并一并固化,提高漆面层涂覆的稳定性,避免漆面层长期使用脱落,保证漆面的稳定,同时通过各层漆面中的基体树脂与交联剂的结合避免在喷漆时出现流挂和鼓泡的现象,保证了笔杆上漆面的质量。
(3)本发明的升温热处理,通过调控不同的升温速度和保温温度及时间,能够更好地对木纤维表面进行处理,然后再将经过上述程序升温处理过的木纤维包裹层结合等离子体射流表面处理来对木纤维进行处理,能够使木纤维表面的木质素、纤维素和半纤维素引入大量自由基团,导致表面亲水性增加,提高木材表面的自由能,从而大幅提高木材表面的漆膜附着力,避免铅笔在使用过程中出现漆面脱落鼓起的现象,提高塑料铅笔的质量。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。