一种用于燃用高碱煤的锅炉的防结焦陶瓷涂料、涂层及其制备方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及陶瓷涂料技术领域,具体涉及一种用于燃用高碱煤的锅炉的防结焦陶瓷涂料、涂层及其制备方法。
背景技术
我国高碱煤储量丰富,仅以新疆准东地区为例,高碱煤预测储量超过3900亿吨。但由于高碱煤中钠、钾含量较高,导致燃用高碱煤的电站锅炉、工业锅炉和窑炉结焦严重,严重影响设备运行的经济性与安全性。
部分企业选择在高碱煤中掺烧优质煤与高岭土来缓解燃用高碱煤锅炉等设备的结焦与腐蚀问题,但并未从根本上解决高碱煤的结焦与腐蚀问题,导致燃用高碱煤锅炉等设备的经济性未得到充分体现。
在锅炉等燃烧设备表面制备涂层,改变设备表面结焦特性有望减缓设备结焦,但目前国内针对电站锅炉、工业锅炉以及窑炉等燃烧设备受热面开发的涂层材料主要用于解决受热面的腐蚀与磨损问题,并不能很好的解决设备结焦,而对于燃用具有极强结焦特性的高碱煤的锅炉等设备,无有效的针对性涂层材料。
发明内容
为了解决上述问题,本发明提供一种用于燃用高碱煤的锅炉的防结焦陶瓷涂料、涂层及其制备方法。
为了实现上述目的,本发明采用的技术方案之一为:提供一种用于燃用高碱煤的锅炉的防结焦陶瓷涂料,所述涂料包括以下重量份的原料:六方氮化硼30-45份、氧化铝3-8份、二氧化钛1-3份、堇青石5-12份、莫来石5-12份、氧化铜1-3份、碳化硅5-10份、四氧化三铁1-3份、硅酸钠13-18份、硅溶胶15-20份、磷酸二氢铝1-5份、稀土氧化物3-8份。
进一步地,所述涂料包括以下重量份的原料:六方氮化硼38份、氧化铝6份、二氧化钛2份、堇青石8份、莫来石8份、氧化铜2份、碳化硅7份、四氧化三铁2份、硅酸钠15份、硅溶胶18份、磷酸二氢铝3份、稀土氧化物6份。
更进一步地,所述稀土氧化物为氧化镧、氧化钕、氧化镨中的任意一种或两种及两种以上的混合物。
为了实现上述目的,本发明采用的技术方案之二为:提供一种本发明所述用于燃用高碱煤的锅炉的防结焦陶瓷涂料的制备方法,包括以下步骤:
S1:按所有原料松装总体积的1.5-2倍量取去离子水;
S2:按上述重量份称取硅酸钠、硅溶胶,加入去离子水搅拌均匀;
S3:按上述重量份称取六方氮化硼、氧化铝、二氧化钛、堇青石、莫来石、氧化铜、碳化硅、四氧化三铁、磷酸二氢铝、稀土氧化物粉末,放入球磨机中混合球磨至混合均匀获得粉末混合物;
S4:将步骤S3的粉末混合物加入步骤S2的混合物中搅拌1-2h,获得所述陶瓷涂料。
为实现上述目的,本发明采用的技术方案之三为:提供一种涂层的制备方法,包括以下步骤:
S5:对基体表面进行喷砂处理至清洁度达到Sa3.0等级;
S6:将权利要求1-3任一所述的涂料喷涂至所述基体表面,干燥后,450℃烧结30min获得抗结焦涂层。
本发明的有益效果:
本发明利用复合涂层表面微米-纳米双级表面粗糙结构引起的低表面能和二维六方氮化硼片层的低速率脱落实现复合涂层的抗沾污结焦;在涂料中添加硅酸钠、硅溶胶、磷酸二氢铝与稀土粉末来降低陶瓷涂料的烧结温度;在涂料中添加碳化硅来提升涂层的耐磨蚀性能;在涂料中添加莫来石、堇青石、二氧化钛、氧化铜来提升涂层的反射率,另外,本发明添加的氧化铝与稀土氧化物也有助于涂层反射率的提升,实现热能的高效利用;本发明还通过添加四氧化三铁来实现钢基材与涂层结合强度的提升。采用本发明的涂料喷涂的涂层可有效解锅炉等设备因燃用高碱煤引起的设备结焦问题,同时提升锅炉等设备的燃烧经济性。
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将对本发明作进一步详细的说明。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
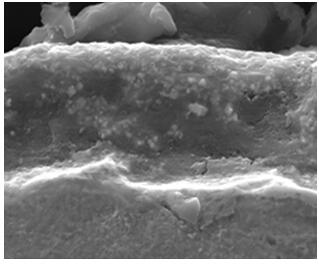
图1是本发明实施例1的涂层断面结构;
图2是新疆某燃用高碱煤电站锅炉使用本涂层进行改造前后受热面结焦情况;
图3是某锅炉使用本发明的涂层后,运行7000h后的受热面结焦情况。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
一种用于燃用高碱煤的锅炉的防结焦陶瓷涂料,所述涂料包括以下重量份的原料:六方氮化硼30-45份、氧化铝3-8份、二氧化钛1-3份、堇青石5-12份、莫来石5-12份、氧化铜1-3份、碳化硅5-10份、四氧化三铁1-3份、硅酸钠13-18份、硅溶胶15-20份、磷酸二氢铝1-5份、稀土氧化物3-8份。。
其中一个最优实施例中,所述涂料包括以下重量份的原料:六方氮化硼38份、氧化铝6份、二氧化钛2份、堇青石8份、莫来石8份、氧化铜2份、碳化硅7份、四氧化三铁2份、硅酸钠15份、硅溶胶18份、磷酸二氢铝3份、稀土氧化物6份
上述涂料所用原料中片层六方氮化硼的厚度为100-300nm、粒径为2-3μm,其余原料的粒径均为100-300nm,采用微纳米级的原料可以降低本发明陶瓷涂料的烧结温度,将其喷涂至基体表面后可以形成微米-纳米级粗糙结构,获得超疏表面,降低了涂层的表面能,另外,本申请的涂料中添加的六方氮化硼具有低速率脱落性,使结焦物不易附着。
本发明采用的纳米级硅酸铝提升了涂料的分散性和稳定性;本发明的陶瓷涂料以硅酸钠、硅溶胶和磷酸二氢铝为胶黏剂,并且添加有稀土粉末来实现低温烧结,所述稀土粉末,示例性的,可以为氧化镧、氧化钕、氧化镨中的任意一种或两种及两种以上的混合物。本发明的陶瓷涂料中还添加了碳化硅,可以进一步提高涂层的耐磨蚀性;本发明的涂层中还添加了莫来石、堇青石、二氧化钛、氧化铜,用于提高涂层的反射率,氧化铝与稀土氧化物的存在也有助于涂层反射率的提升,实现热能高效利用。
实施例1
步骤一:按所有原料松装总体积的1.75倍量取去离子水;
步骤二:称取粒径为100-300nm的硅酸钠15g、硅溶胶18g加入步骤一的去离子水在搅拌罐中进行搅拌,搅拌速度50-150rpm,时间为1-2h;
步骤三:称取厚度为100-300nm,粒径为2-3μm的六方氮化硼38g,粒径为100-300nm的氧化铝6g、二氧化钛2g、堇青石8g、莫来石8g、氧化铜2g、碳化硅7g、四氧化三铁2g、磷酸二氢铝3g、氧化镧3g、氧化钕2g、氧化镨1g置于滚筒球磨机中混合球磨3h,形成混合粉末。
步骤四:将步骤三得到的混合粉末在200rpm的搅拌速度下加入步骤二的混合物,以200rpm的搅拌速度搅拌2h,获得陶瓷涂料。
步骤五:对15CrMo基材进行喷砂处理,喷砂距离为300cm左右,空气压力为0.5 MPa左右,喷砂至基体出现金属光泽,喷砂完成后,采用钢丝刷清除表面嵌入的砂粒,使最终清洁度达到Sa3.0等级;
步骤六:喷涂前再次对涂料进行搅拌,搅拌速度为100rpm,搅拌时间为1h,搅拌完成后,使用空气雾化喷枪将浆料喷涂于15CrMo基材表面,喷涂时保持喷枪喷射方向与工件表面垂直,喷枪与基材表面距离为500mm;
步骤七:喷涂后,待基材表面涂膜干燥后,对涂层厚度进行测量,干膜厚度为250μm,确定合格后,将带涂层的基材试样加热至450℃保温30min,获得抗结焦涂层。
实施例1获得的涂层断面结构如图1所示。从图中可以看出,涂层与基材结合良好,图像分析结果表明,涂层孔隙率0.7%。表1为涂层高温反射率、热冲击性能等数据测试情况,结果表明在550℃时,在2-25μm波段范围内,涂层具有不低于0.90的高反射率,涂层抗热冲击次数不低于50次,涂层具有优异的使用性能。图2为新疆某燃用高碱煤电站锅炉使用本涂层进行改造前受热面结焦情况,图3为使用本涂层进行改造后,运行7000小时后的情况,结果表明,使用本涂层进行改造后,该燃用高碱煤电站锅炉结焦问题得到彻底解决。
表1 实施例涂层性能测试结果
实施例2
步骤一:按所有原料松装总体积1.9倍量取去离子水;
步骤二:称取粒径为100-300nm的硅酸钠13g、硅溶胶20g加入步骤一的去离子水在搅拌罐中进行搅拌,搅拌速度50-150rpm,时间为1-2h;
步骤三:称取厚度为100-300nm、粒径为2-3μm的六方氮化硼45g,粒径为100-300nm的氧化铝4g、二氧化钛3g、堇青石7g、莫来石7g、氧化铜1g、碳化硅9g、四氧化三铁1g、磷酸二氢铝5g、氧化镧1g、氧化钕1g、氧化镨1g置于滚筒球磨机中混合球磨3h,形成混合粉末。
步骤四:将步骤三得到的混合粉末在200rpm的搅拌速度下加入步骤二的混合物,以200rpm的搅拌速度搅拌2h,获得陶瓷涂料。
步骤五:对15CrMo基材进行喷砂处理,喷砂距离为300cm左右,空气压力为0.5 MPa左右,喷砂至基体出现金属光泽,喷砂完成后,采用钢丝刷清除表面嵌入的砂粒,使最终清洁度达到Sa3.0等级;
步骤六:喷涂前再次对涂料进行搅拌,搅拌速度为100rpm,搅拌时间为1h,搅拌完成后,使用空气雾化喷枪将浆料喷涂于15CrMo基材表面,喷涂时保持喷枪喷射方向与工件表面垂直,喷枪与基材表面距离为500mm;
步骤七:喷涂后,待基材表面涂膜干燥后,对涂层厚度进行测量,干膜厚度为250μm,确定合格后,将带涂层的基材试样加热至450℃保温30min,获得抗结焦涂层。
实施例3
步骤一:按所有原料松装总体积1.5倍量取去离子水;
步骤二:称取粒径为100-300nm的硅酸钠18g、硅溶胶15g加入步骤一的去离子水在搅拌罐中进行搅拌,搅拌速度50-150rpm,时间为1-2h;
步骤三:称取厚度为100-300nm、粒径为2-3μm的六方氮化硼30g,粒径为100-300nm的氧化铝7g、二氧化钛1g、堇青石10g、莫来石10g、氧化铜3g、碳化硅5g、四氧化三铁3g、磷酸二氢铝1g、氧化镧2g、氧化钕2g、氧化镨1g置于滚筒球磨机中混合球磨3h,形成混合粉末。
步骤四:将步骤三得到的混合粉末在200rpm的搅拌速度下加入步骤二的混合物,以200rpm的搅拌速度搅拌2h,获得陶瓷涂料。
步骤五:对15CrMo基材进行喷砂处理,喷砂距离为300cm左右,空气压力为0.5 MPa左右,喷砂至基体出现金属光泽,喷砂完成后,采用钢丝刷清除表面嵌入的砂粒,使最终清洁度达到Sa3.0等级;
步骤六:喷涂前再次对涂料进行搅拌,搅拌速度为100rpm,搅拌时间为1h,搅拌完成后,使用空气雾化喷枪将浆料喷涂于15CrMo基材表面,喷涂时保持喷枪喷射方向与工件表面垂直,喷枪与基材表面距离为500mm;
步骤七:喷涂后,待基材表面涂膜干燥后,对涂层厚度进行测量,干膜厚度为250μm,确定合格后,将带涂层的基材试样加热至450℃保温30min,获得抗结焦涂层。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。