一种球类零件在线循环CT检测系统
文献发布时间:2023-06-19 19:18:24
技术领域
本发明属于球类零件检测领域,尤其是涉及一种球类零件在线循环CT检测系统。
背景技术
在现有技术中,燃料球类的CT检测传送结构主要有导轨型流水线和皮带流水线。导轨型流水线其性能主要是:固定于直线导轨上,通过底部移动模组带动其间歇移动,缺点是:对于安装精度要求高,治具运动过程中不能脱离直线导轨,由于X射线CT无损检测的特点,在被测物成像不能有高密度零件在其成像范围内,所以不适用与CT检测设备。
而通过在皮带流水线上移动,其缺点治具与皮带之间可能会打滑,运动精度低,通常用阻挡气缸使其精密定位,但不适用于速度节拍快的流水线,由于治具底部与皮带为摩擦接触,在运行时容易对皮带损伤,使流水线使用寿命低。
发明内容
有鉴于此,本发明旨在提出一种球类零件在线循环CT检测系统,以解决现有技术的导轨型流水线容易遮挡CT检测实施物,导致零件成像不准确,或皮带流水线传动精度低,传动效率低的问题。
为达到上述目的,本发明的技术方案是这样实现的:
一种球类零件在线循环CT检测系统,包括防护箱体内部设置的上料机构、传送线、检测平台、下料机构、系统出料机构、载具回流线、系统进料机构,系统进料机构的一端通过进料管道连通至防护箱体外部,系统出料机构的一端通过出料管连通至防护箱体外部,系统进料机构的另一端、系统出料机构的另一端分别位于载具回流线的上方,且载具回流线的两端分别设置上料机构和下料机构,上料机构用于将物料转运至传送线,传送线外围设置检测平台,传送线能够带动物料轴向平移,轴向平移的物料穿过检测平台,下料机构用于将物料由传送线转运至下料机构。
进一步的,所述系统进料机构包括第一支架上分别设置的X向滑动模组和第一Y向滑动模组,X向滑动模组上滑动连接托盘,托盘分别位于进料管和第一Y向滑动模组下方,且第一Y向滑动模组一侧滑动连接第一Z向滑动模组,第一Z向滑动模组滑动连接第一支板,第一支板上设置第一吸盘,第一吸盘用于吸接托盘上的物料。
进一步的,所述上料机构和下料机构的结构相同,上料机构包括第一直线模组、第二支架、第一主动转轴、第一滚轮、第二滚轮、载具托和滑行载具,第二支架的下端滑动连接至第一直线模组,第二支架的上方设置第二支板和第三支板,且第二支板和第三支板相互平行设置,第一主动转轴的两端分别转动套接至第二支板的内侧壁、第三支板的内侧壁,且第二支板内侧壁转动套接第一滚轮,第三支板的内侧壁转动套接第二转轮,第一主动转轴的外围通过第一同步带与第一滚轮外围构成同步传动结构,第一主动转轴的外围通过第二同步带与第二滚轮外围构成同步传动结构,第一同步带和第二同步带相互平行设置,滑行载具两侧分别滚动连接至第一同步带的外围、第二同步带外围,第二支架上设置载具托,滑行载具外围位于载具托内,第二支架上安装第一电机,第一电机的传动轴固定连接至第一主动转轴的一端。
进一步的,所述滑行载具两侧外壁分别转动套接一个随动滚轮,随动滚轮的外围滚动连接至第一同步带的外围、第二同步带的外围,滑行载具中部设有槽口,物料放置在槽口内。
进一步的,所述载具托的下端固定安装一个第二直线模组,且第二直线模组的外围固定连接至第二支架内,第二支架上端设有滑孔,滑孔内安装直线轴承,直线轴承内设置第一滑杆,第一滑杆的上端固定连接至载具托的下端。
进一步的,所述系统出料机构包括第二Z向滑动模组,且第二Z向滑动模组的一侧滑动连接至第二Y向滑动模组,第二Z向模组的固定安装第四支板,且第四支板上安装第二吸盘,第二吸盘用于吸取下料机构上的物料,第二Y向滑动模组固定安装至第六支架,且第六支架上端固定安装导料管,第六支架下端固定安装出料管,Y向滑动组件和Z向滑动组件均位于导料管的上方。
进一步的,所述导料管与出料管之间,进料管与X向滑动模组之间分别设置一个导料组件,导料组件包括第三支架、直线滑台和滑轨,第三支架固定安装至第一支架上端,第三支架上端设置两个滑轨,每个滑轨外围滑动连接一个滑块,每个滑块的上端均固定连接至直线滑台的下端,直线滑台的一侧固定连接至推杆电机的活动杆,第三支架的上端设有第一通孔,直线滑台上设有第二通孔,第一通孔与进料管的出口端为非同心设置。
进一步的,所述载具回流线包括第四支架上分别设置第五支板和第六支板,第五支板的一侧内壁分别转动套接第三滚轮和第四滚轮,第六支板的一侧内壁分别主动套接第五滚轮和第六滚轮,且第五支板下端、第六支板下端分别转动套接至第二主动转轴的外围,且第二主动转轴外围、第三滚轮和第四滚轮通过第三同步带构成同步传动结构,第二主动转轴外围、第五滚轮和第六滚轮通过第四同步带构成同步传动结构,滑行载具的两侧分别滚动连接至第三同步带的外围、第四同步带的外围,第二主动转轴的一端固定连接至第二电机的传动轴,第二电机外围固定连接至第四支架上。
进一步的,所述传送线包括同轴设置的送料线体和排料线体,且送料线体和排料线体分别位于检测平台的两侧,送料线体与排料线体之间设有检测间隙,检测平台用于检测检测间隙内的物料。
进一步的,所述送料线体上安装撞击块,排料线体上安装挂钩,且撞击块和挂钩均用于可拆卸连接滑行载具,送料线体与排料线体的结构相同且对向设置,送料线体包括第五支架上分别转动套接的主动轮和从动轮,且主动轮外围和从动轮外围通过第五同步带构成同步传动结构,主动轮的一端固定连接至第三电机的传动轴上,第三电机的外围固定连接至第五支架,第五同步带上安装撞击块、挂钩,撞击块、挂钩的一侧接触连接至滑行载具的一侧。
进一步的,所述送料线体和排料线体分别配设一个随行托架,且每个随行架托固定安装至一个第五支架上,随行托架分别与送料线体、排料线体同轴设置,随行架托不干涉上料机构、下料机构与传送线转运物料,且两两随行架托之间设有检测间隙。
进一步的,所述随行托架与载具托的结构相同,随行托架端设有托行槽,滑行载具的外围接触连接至托行槽底部,且随行托架的上端不与随动滚轮接触。
相对于现有技术,本发明所述的一种球类零件在线循环CT检测系统具有以下有益效果:送料线体与排料线体之间设有检测间隙,检测平台检测检测间隙内的物料,滑行载具可以滑行通过检测间隙,且滑行载具为碳纤维材料制成,减少了对球形物料的遮挡,使得CT检测设备对物料的无遮挡测量,减小设备对物料成像的影响;在CT检测设备不停机的情况下,对球类零件连续不断检测;且对安装精度要求低,节省调试时间;可配合回流线,进行全自动化检测,提高检测效率。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
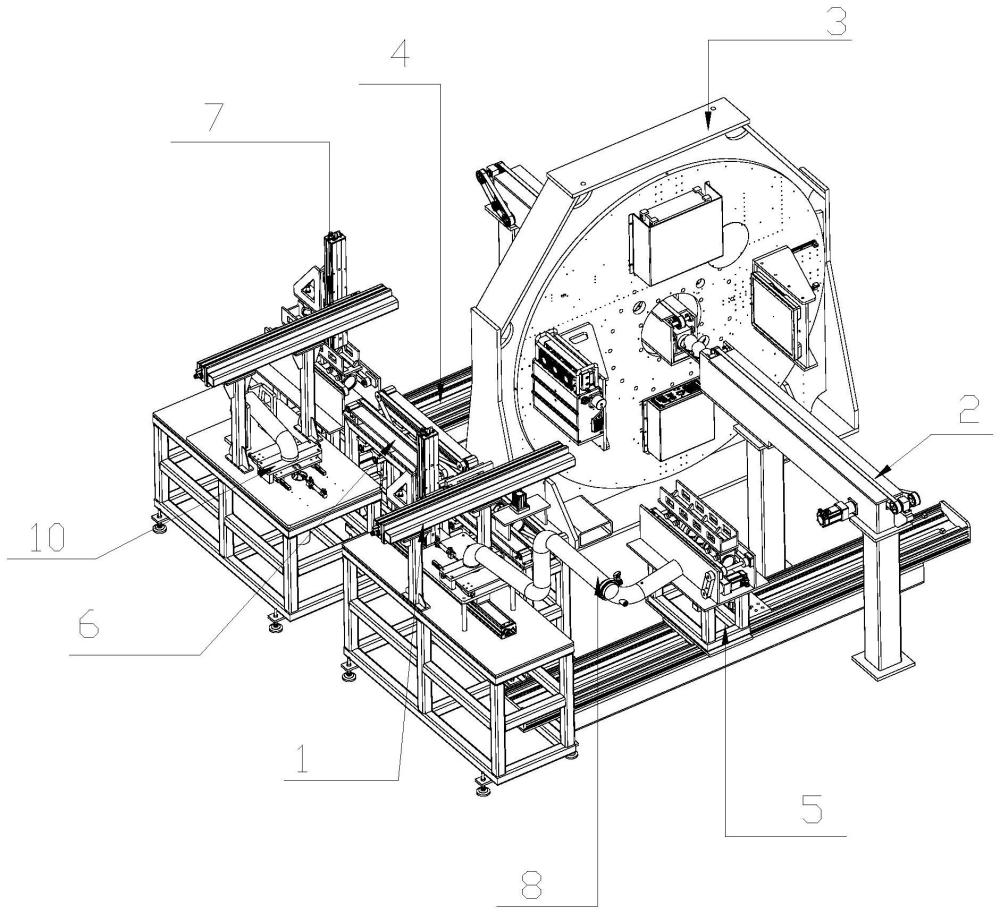
图1为本发明实施例所述的一种球类零件在线循环CT检测系统的结构示意图;
图2为本发明实施例所述的一种球类零件在线循环CT检测系统的上视示意图。
图3为本发明实施例所述的系统进料机构和导料组件装配的结构示意图;
图4为本发明实施例所述的系统进料机构和导料组件装配的剖面示意图;
图5为本发明实施例所述的上拉机构的结构示意图;
图6为本发明实施例所述的上拉机构去除第一直线模组的的侧视示意图;
图7为本发明实施例所述的上拉机构去除第一直线模组的的剖面示意图;
图8为本发明实施例所述的下料机构的结构示意图;
图9为本发明实施例所述的导料组件的结构示意图;
图10为本发明实施例所述的载具回流线的结构示意图;
图11为本发明实施例所述的传送线的剖面示意图;
图12为本发明实施例所述的送料线体的结构示意图;
图13为本发明实施例所述的排料线体的剖面示意图。
附图标记说明:
1-上料机构;11-第一直线模组;12-第二支架;13-第一主动转轴;14-第一滚轮;15-第二滚轮;16-载具托;17-滑行载具;18-第二支板;19-第三支板;110-第一同步带;111-第二同步带;112-第一电机;113-随动滚轮;114-第二直线模组;115-第一滑杆;2-传送线;21-撞击块;22-挂钩;23-第五支架;24-主动轮;25-从动轮;26-第五同步带;27-第三电机;28-随行托架;29-托行槽;3-检测平台;4-下料机构;5-系统出料机构;51-第一支架;52-X向滑动模组;53-第一Y向滑动模组;54-第一Z向滑动模组;55-第一支板;56-第一吸盘;6-载具回流线;61-第四支架;62-第五支板;63-第六支板;64-第三滚轮;65-第四滚轮;66-第五滚轮;67-第六滚轮;68-第二主动转轴;69-第三同步带;610-第四同步带;611-第二电机;7-系统进料机构;71-第二Z向模组;72-第二Y向模组;73-第四支板;74-第二吸盘;75-第六支架;76-导料管;8-进料管;9-出料管;10-导料组件;101-第三支架;102-直线滑台;103-滑轨;104-推杆电机;105-第一通孔;106-第二通孔;20-物料。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
下面将参考附图并结合实施例来详细说明本发明。
如图1-13所示,一种球类零件在线循环CT检测系统,包括防护箱体内部设置的上料机构1、传送线2、检测平台3、下料机构4、系统出料机构7、载具回流线6、系统进料机构5,系统进料机构5的一端通过进料管8道连通至防护箱体外部,系统出料机构7的一端通过出料管9连通至防护箱体外部,系统进料机构5的另一端、系统出料机构7的另一端分别位于载具回流线6的上方,且载具回流线6的两端分别设置上料机构1和下料机构4,上料机构1用于将物料转运至传送线2,传送线2外围设置检测平台3,传送线2能够带动物料轴向平移,轴向平移的物料穿过检测平台3,下料机构4用于将物料由传送线2转运至下料机构4,其运行流程为:人工将球类物料从防护箱体外放入进料管8内,然后由进料管8导入系统进料机构5,通过系统进料机构5分拣,将球类物料放入上料机构1的滑行载具17内,由上料机构1举升至传送线2的送料线体中,送料线体将滑行载具17运送至检测平台3所在位置,由X射线进行检测,检测完成后,由传送线2的排料线体将移动载具运送至下料机构4,下料机构4将滑行载具17平移至系统出料机构7将球类物料分拣出料,分拣出料的滑行载具17移动至载具回流线6回到系统进料机构5等待分拣入料,本实施例的控制方式是通过控制器来控制的,控制器的控制电路通过本领域的技术人员简单编程即可实现,电源的提供也属于本领域的公知常识,并且本文主要用来保护机械装置,所述本文不在详细解释控制方式和电路连接。
系统进料机构5包括第一支架51上分别设置的X向滑动模组52和第一Y向滑动模组53,X向滑动模组52上滑动连接托盘,托盘分别位于进料管8和第一Y向滑动模组53下方,且第一Y向滑动模组53一侧滑动连接第一Z向滑动模组54,第一Z向滑动模组54滑动连接第一支板55,第一支板55上设置第一吸盘56,第一吸盘56用于吸接托盘上的物料,X向滑动模组52用于带动托盘X向滑动,将托盘位移至进料管8的下方和第一吸盘56的下方,第一Y向滑动模组53用于带动第一吸盘56Y向移动,使得第一吸盘56靠近或远离托盘,而第一Z向滑动模组54用于带动第一吸盘56靠近或远离上料机构1,以实现第一吸盘56将物料由托盘转运至上料机构1,且第一吸盘56管路连接至外置真空泵,而X向滑动模组52、第一Y向滑动模组53和第一Z向滑动模组54均为现有技术的丝杠直线模组。
如图5和图7所示,上料机构1和下料机构4的结构相同,上料机构1包括第一直线模组11、第二支架12、第一主动转轴13、第一滚轮14、第二滚轮15、载具托16和滑行载具17,第二支架12的下端滑动连接至第一直线模组11,第一直线模组11为现有技术的丝杠直线模组,第二支架12的上方设置第二支板18和第三支板19,且第二支板18和第三支板19相互平行设置,第一主动转轴13的两端分别转动套接至第二支板18的内侧壁、第三支板19的内侧壁,且第二支板18内侧壁转动套接第一滚轮14,第三支板19的内侧壁转动套接第二转轮,第一主动转轴13的外围通过第一同步带110与第一滚轮14外围构成同步传动结构,第一主动转轴13的外围通过第二同步带111与第二滚轮15外围构成同步传动结构,第一同步带110和第二同步带111相互平行设置,滑行载具17两侧分别滚动连接至第一同步带110的外围、第二同步带111外围,第二支架12上设置载具托16,滑行载具17外围位于载具托16内,第二支架12上安装第一电机112,第一电机112的传动轴固定连接至第一主动转轴13的一端,第一电机112带动第一主动转轴13转动,第一主动转动带动第一同步带110和第二同步带111进行线运动,已实现第一同步带110、第二同步带111带动滑行载具17直线运动。
滑行载具17两侧外壁分别转动套接一个随动滚轮113,随动滚轮113的外围滚动连接至第一同步带110的外围、第二同步带111的外围,滑行载具17中部设有槽口,物料放置在槽口内,随动滚轮113用于与第一同步带110外围和第二同步带111外围接触,且第一同步带110和第二同步带111在进行线性移动时,通过随动滚轮113带动滑行载具17线性位移,此时滑行载具17的外围与载具托16内圈存在配合间隙,防止载具托16限制滑行载具17的线性移动。
为了实现上料机构1对滑行载具17内物料的托举,载具托16的下端固定安装一个第二直线模组114,第二直线模组114为现有技术的直线电机,且第二直线模组114的外围固定连接至第二支架12内,第二支架12上端设有滑孔,滑孔内安装直线轴承,直线轴承内设置第一滑杆115,第一滑杆115的上端固定连接至载具托16的下端,第一滑杆115用于限定载具托16的位移轨迹。
系统出料机构7包括第二Z向滑动模组,且第二Z向滑动模组的一侧滑动连接至第二Y向滑动模组,第二Z向模组71的固定安装第四支板73,且第四支板73上安装第二吸盘74,第二吸盘74用于吸取下料机构4上的物料,第二Y向滑动模组固定安装至第六支架75,且第六支架75上端固定安装导料管76,第六支架75下端固定安装出料管9,第二Y向滑动模组和第二Z向滑动模组均位于导料管76的上方,第二Y向滑动模组和第二Z向滑动模组均为现有技术的丝杠直线模组,第二Z向模组71用于带动第二吸盘74远离或靠近下料机构4,第二Y向滑动模组用于带动第二Z向模组71上下移动,使得第二吸盘74靠近或远离待吸取物料。
导料管76与出料管9之间,进料管8与X向滑动模组52之间分别设置一个导料组件10,导料组件10包括第三支架101、直线滑台102和滑轨103,第三支架101固定安装至第一支架51上端,第三支架101上端设置两个滑轨103,每个滑轨103外围滑动连接一个滑块,每个滑块的上端均固定连接至直线滑台102的下端,直线滑台102的一侧固定连接至推杆电机104的活动杆,第三支架101的上端设有第一通孔105,直线滑台102上设有第二通孔106,第一通孔105与进料管8的出口端为非同心设置,直线滑台102是进料管8出料端与第三支架101的第一通孔105的开合结构,且进料管8的下端端面距离第三支架101上端的端面距离大于物料的外径,使得第二通孔106内可以容纳一个物料,且直线滑台102在滑动时,物料不干涉直线滑台102的滑动,当直线滑台102滑动到第二通孔106与进料管8出口端同心时,物料由进料管8落入第二通孔106内,此时第二通孔106与第一通孔105不导通,当直线滑台102滑动到第一通孔105与第二通孔106同心时,物料由第一通孔105经第二通孔106落入托盘内,此时直线滑台102将进料管8的出口端封堵,确保了进料管8内的物料间歇式,且每次只有一个物料落入托盘内,本实施例内托盘有三个物料槽位,每当物料落入一个槽位,则X向滑动模组52带动托盘行进一个槽位的距离,以确保托盘运动到位并装满。
载具回流线6包括第四支架61上分别设置第五支板62和第六支板63,第五支板62的一侧内壁分别转动套接第三滚轮64和第四滚轮65,第六支板63的一侧内壁分别主动套接第五滚轮66和第六滚轮67,且第五支板62下端、第六支板63下端分别转动套接至第二主动转轴68的外围,且第二主动转轴68外围、第三滚轮64和第四滚轮65通过第三同步带69构成同步传动结构,第二主动转轴68外围、第五滚轮66和第六滚轮67通过第四同步带610构成同步传动结构,滑行载具17的两侧分别滚动连接至第三同步带69的外围、第四同步带610的外围,第二主动转轴68的一端固定连接至第二电机611的传动轴,第二电机611外围固定连接至第四支架61上,同上料机构1的第一同步带110、第二同步带111带动随动滚轮113行进的原理,第二电机611依次通过第二主动转轴68、第三滚轮64、第四滚轮65带动第三同步带69线性运动,第二电机611依次通过第二主动转轴68、第五滚轮66、第六滚轮67带动第四同步带610线性运动,且第三同步带69和第四同步带610同步运动,滑行载具17两侧的随动滚轮113通过第三同步带69和第四同步带610线性运动,已完成下料机构4上的滑行载具17转运至上拉机构上,在实施时载具回流线6可根据实际需求并列设置为多个,如图10所示,为两个载具回流线6并列实施。
传送线2包括同轴设置的送料线体和排料线体,且送料线体和排料线体分别位于检测平台3的两侧,送料线体与排料线体之间设有检测间隙,检测平台3用于检测检测间隙内的物料,滑行载具17可以滑行通过检测间隙,且滑行载具17为碳纤维材料制成,减少了对球形物料的遮挡,使得CT检测设备对物料的无遮挡测量,减小设备对物料成像的影响。
送料线体上安装撞击块21,排料线体上安装挂钩22,且撞击块21和挂钩22均用于可拆卸连接滑行载具17,送料线体与排料线体的结构相同且对向设置,送料线体包括第五支架23上分别转动套接的主动轮24和从动轮25,且主动轮24外围和从动轮25外围通过第五同步带26构成同步传动结构,主动轮24的一端固定连接至第三电机27的传动轴上,第三电机27的外围固定连接至第五支架23,第五同步带26上安装撞击块21、挂钩22,撞击块21、挂钩22的一侧接触连接至滑行载具17的一侧,且如图13所示挂钩22的一端铰接至固定块,固定块固定连接至排料线体的第五同步带26,挂钩22的另一端设有过渡坡度,以方便滑行载具17的侧壁卡接至挂钩22内,同时挂钩22内围垂直型面,以方便滑行载具17落入下料机构4的载具托16。
根据送料线体和排料线体的长度,可以在送料线体和排料线体分别配设多个随行托架28,且每个随行架托固定安装至一个第五支架23上,每个随行托架28分别与送料线体、排料线体同轴设置,随行架托不干涉上料机构1、下料机构4与传送线2转运物料,且两两随行架托之间设有检测间隙,且检测间隙长度不大于滑行载具17长度的一半,如图11所示,送料线体和排料线体内分别设置一个随行架托,且两个随行架托对向设置,两个随行架托分别位于CT检测平台3的两侧,且为降低设备成本以及便于配件搭配,随行托架28与载具托16的结构相同,随行托架28端设有托行槽29,滑行载具17的外围接触连接至托行槽29底部,且随行托架28的上端不与随动滚轮113接触。
一种球类零件在线循环CT检测系统的工作过程:
系统进料机构5的放料过程;工作人员将球类物料放入进料管8的入料端,球类物料经进料管8导入系统进料机构5上的导料组件10上,物料接触至直线滑台102上端,当直线滑台102滑动到第二通孔106与进料管8出口端同心时,物料由进料管8落入第二通孔106内,此时第二通孔106与第一通孔105不导通,当直线滑台102滑动到第一通孔105与第二通孔106同心时,物料由第一通孔105经第二通孔106落入托盘内,此时直线滑台102将进料管8的出口端封堵,确保了进料管8内的物料间歇式,且每次只有一个物料落入托盘内,本实施例内托盘有三个物料槽位,每当物料落入一个槽位,则X向滑动模组52带动托盘行进一个槽位的距离,以确保托盘运动到位并装满,直线滑台102往复三次即代表托盘装满,此时控制器控制X向滑动模组52带动托盘移动至第一吸盘56下方,第一Z向直线模组带动第一吸盘56吸取物料,然后第一Z向直线模组复位,第一Y向直线模组带动第一Z向直线模组和第一吸盘56移动至上料机构1的载具托16上方,随后第一Z向直线模组带动第一吸盘56将物料放入滑行载具17内。
上料机构1、传送线2和下料机构4的运动过程:第一直线模组11带动第二支架12、滑行载具17移动至送料线体的下方,然后第二直线模组114托举载具托16位移至撞击块21的端面,此时撞击块21位于滑行载具17的左侧,第三电机27带动第五同步带26和撞击块21线性移动,撞击块21的右侧端面接触至滑行载具17的左侧端面,且不接触载具托16,撞击块21带动滑行载具17向右滑行至随行托架28内,随后撞击块21继续带动滑行载具17沿随行托架28的托行槽29轨迹运动,直至穿过检测间隙,且检测间隙的长度不大于滑行载具17长度的一半,这样设置是为了使得滑行载具17始终保持平稳,防止滑行载具17倾翻,此时撞击块21依然带动滑行载具17移动,直至滑行载具17的右侧接触至挂钩22并卡接至卡勾内,此时滑行载具17的右侧外围位于排列线体的随行架托内,排列线体的第五同步带26带动挂钩22、滑行载具17移动至下料机构4的载具托16内,此时滑行载具17脱离随行架托,下料机构4的第二直线模组114带动滑行载具17下沉,并通过第一直线模组11将滑行载具17移动至系统出料机构7。
系统出料机构7的出料过程:
第二Y向直线模组带动第二吸盘74移动至物料的上方,第二Z向直线模组带动第二吸盘74下沉,第二吸盘74吸接物料,然后第二Z向直线模组复位,第二Y向直线模组复位,第二Z向直线模组下沉第二吸盘74将物料依次放入导料管76内,导料管76将物料导入系统出料机构7的导料组件10内,通过导料组件10依次导入出料管9内,每一通过设置多个出料管9用于收集不同品质物料,且每个出料管9的入料口能够平移,以方便对应第二通孔106。
一种球类零件在线循环CT检测系统的送料线体与排料线体之间设有检测间隙,检测平台3检测检测间隙内的物料,滑行载具17可以滑行通过检测间隙,且滑行载具17为碳纤维材料制成,减少了对球形物料的遮挡,使得CT检测设备对物料的无遮挡测量,减小设备对物料成像的影响;在CT检测设备不停机的情况下,对球类零件连续不断检测;且对安装精度要求低,节省调试时间;可配合回流线,进行全自动化检测,提高检测效率。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。