一种局部镀铝多介质防伪转移膜及其生产设备和制备方法
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及局部镀铝多介质防伪转移膜技术领域,特别涉及一种局部镀铝多介质防伪转移膜及其生产设备和制备方法。
背景技术
镀铝转移膜因透出高贵华丽的金属光泽,广泛应用于软包装、烟酒包装、药品包装等高端包装品上。但目前大部分镀铝包装材料采用的是满版镀铝包装材料,极少部分局部镀铝包装材料,其主要有通过水洗铝、盐碱溶剂洗铝等工艺,对满版镀铝材料洗去部分区域铝层,保留另外一部分区域铝层,来实现局部铝层效果。
水洗铝工艺主要是通过在转移膜上涂布一层氟油降低铝层在转移膜上的附着力,再进行水洗部分铝层,最后实现材料上剩余局部铝层的效果。其采用的氟油价格比较昂贵,氟油在280~350℃环境中分解无毒,但在比较高温度下和产生有毒气体,所产生的氟离子对大气臭氧层有严重的破坏性。
盐碱洗铝工艺主要通过盐碱溶剂对铝的腐蚀化学反应,达到局部铝层效果。所浸泡的洗铝化学试剂中带有毒化学溶剂,在水洗过程中容易产生交叉污染,不便用于食品包装上。并且洗铝产生大量废水,废水处理费用高。而且洗铝水溶液呈强碱性,具有较强的腐蚀性,还易污染土壤,对土壤上的作物有毒害危险性。
因而现有镀铝包装印刷技术还有待改进和提高。
发明内容
鉴于上述现有技术的不足之处,本发明的目的在于提供一种局部镀铝多介质防伪转移膜及其生产设备和制备方法,旨在解决现有多介质防伪转移膜污染大的问题。
为解决以上技术问题,本发明采取了以下技术方案:
一种局部镀铝多介质防伪转移膜,其包括基膜、离型信息层、局部铝层和局部硫化锌层,所述离型信息层覆盖于基膜上,所述局部铝层和局部硫化锌层设置于离型信息层上,所述局部硫化锌层覆盖或者不覆盖所述局部铝层。
所述的局部镀铝多介质防伪转移膜,还包括保护层,所述保护层覆盖在所述局部铝层和局部硫化锌层上。
一种用于制作局部镀铝多介质防伪转移膜的生产设备,其包括用于提供基膜的放卷装置、用于在基膜上制备离型涂层的涂布装置、用于制作离型信息层的镭射模压装置、用于在离型信息层上进行局部镀铝及局部镀硫化锌的蒸镀装置和用于将成品转移膜收卷的收卷装置;
所述蒸镀装置包括第一蒸镀腔、第二蒸镀腔和隔板,所述第一蒸镀腔与第二蒸镀腔相邻设置,所述隔板设置于第一蒸镀腔与第二蒸镀腔之间,所述转移膜经第一蒸镀腔在离型信息层局部蒸镀铝层后,穿过隔板进入第二蒸镀腔中,在所述局部铝层和/或离型信息层上局部蒸镀硫化锌层;所述第一蒸镀腔、第二蒸镀腔在蒸镀的同时冷却,使转移膜上分别镀上局部铝层和局部硫化锌层。
所述的用于制作局部镀铝多介质防伪转移膜的生产设备中,所述第一蒸镀腔包括用于局部镀铝的第一蒸镀辊筒、第一冷却装置、铝条输送装置和蒸发舟,所述第一冷却装置的冷却部位呈弧形、并罩设在第一蒸镀辊筒的外侧、与第一蒸镀辊筒之间具有供转移膜通过的间隙,所述铝条输送装置和蒸发舟均设置于第一蒸镀辊筒中。
所述的用于制作局部镀铝多介质防伪转移膜的生产设备中,所述第一蒸镀辊筒中设置有第一刮刀,所述第一刮刀可相对第一蒸镀辊筒转动,刮除第一蒸镀辊筒内壁上的铝层。
所述的用于制作局部镀铝多介质防伪转移膜的生产设备中,所述第二蒸镀腔包括用于局部镀硫化锌的第二蒸镀辊筒、第二冷却装置和铝舟,所述第二冷却装置的冷却部位呈弧形、并罩设在第二蒸镀辊筒的外侧、与第二蒸镀辊筒之间具有供转移膜通过的间隙,所述铝舟设置于第二蒸镀辊筒中。
所述的用于制作局部镀铝多介质防伪转移膜的生产设备中,所述第二蒸镀辊筒中设置有第二刮刀,所述第二刮刀可相对第二蒸镀辊筒转动,刮除第二蒸镀辊筒内壁上的镀硫化锌层。
所述的用于制作局部镀铝多介质防伪转移膜的生产设备中,所述蒸发舟与第一蒸镀辊筒之间、铝舟与第二蒸镀腔之间均设置有密封挡片,所述第一刮刀、第二刮刀设置于所述密封档板上。
所述的用于制作局部镀铝多介质防伪转移膜的生产设备中,所述铝条输送装置包括至少两个铝条输送组件、切换组件和电机,所述铝条输送组件与切换组件连接,所述切换组件与电机同轴联接。
一种上述生产设备制备局部镀铝多介质防伪转移膜的方法,其包括步骤:
提供一基膜;
在所述基膜上涂布离型涂层;
在所述离型涂层上压制镭射图案形成离型信息层;
在所述离型信息层上依次蒸镀局部铝层和局部硫化锌层;
在局部铝层和/或局部硫化锌层上涂布保护层,制得所述局部镀铝多介质防伪转移膜。
相较于现有技术,本发明提供的局部镀铝多介质防伪转移膜及其生产设备和制备方法,其局部镀铝多介质防伪转移膜,包括基膜、离型信息层、局部铝层和局部硫化锌层,所述离型信息层覆盖于基膜上,所述局部铝层和局部硫化锌层设置于离型信息层上,所述局部硫化锌层覆盖或者不覆盖所述局部铝层,使转移膜具有金属光泽的同时,还具有防伪功能,而且本发明采用局部蒸镀铝层和硫化锌层的方式,避免污染土壤和大气,其工作效率高。
附图说明
图1为本发明提供的一种局部镀铝多介质防伪转移膜的截面结构示意图。
图2为本发明提供的用于制作局部镀铝多介质防伪转移膜的生产设备的结构框图。
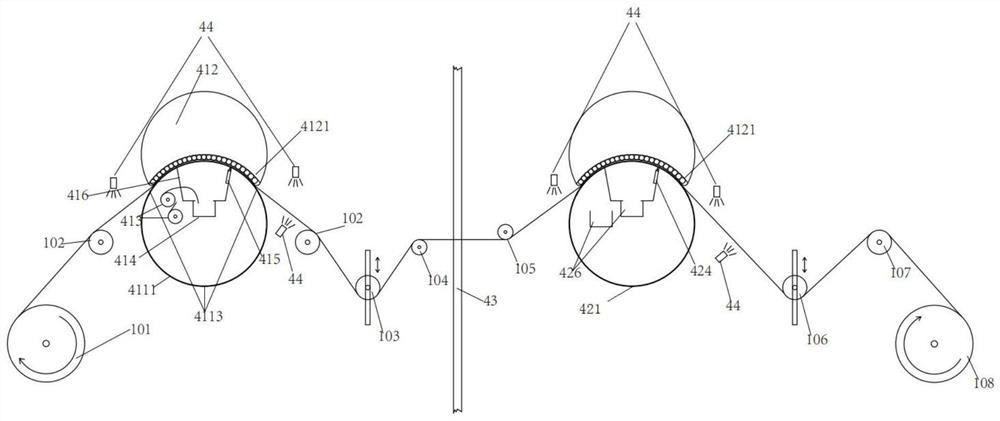
图3为本发明提供的生产设备中蒸镀装置的结构的示意图。
图4为本发明提供的生产设备中第一蒸镀腔的结构示意图。
图5为本发明提供的生产设备中铝条输送装置的结构示意图。
图6为本发明提供的生产设备制备局部镀铝多介质防伪转移膜的方法流程图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
需要说明的是,当部件被称为“装设于”、“固定于”或“设置于”另一个部件上,它可以直接在另一个部件上或者可能同时存在居中部件。当一个部件被称为是“连接于”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。
还需要说明的是,本发明实施例中的左、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
请参阅图1,本发明的提供的局部镀铝多介质防伪转移膜A包括基膜1、离型信息层2、局部铝层3和局部硫化锌层4,所述离型信息层2覆盖于基膜1上,所述局部铝层3和局部硫化锌层4设置于离型信息层2上,所述局部硫化锌层4覆盖或者不覆盖所述局部铝层3。其中,所述局部硫化锌层4覆盖所述局部铝层3包括局部硫化锌层4完全覆盖所述局部铝层3及覆盖所述局部铝层3的一部分两种情况。
本实施例中,所述局部铝层3可以分布在离型信息层2的一些区域,展示金属效果提升包装品质感,局部硫化锌层4可分布在离型信息层2的其它区域,通过局部镀硫化锌层增强离型信息层2的效果,增加防伪功能。当然所述局部硫化锌层4覆盖全部或部分局部铝层3,其具有同等防伪效果。
在一可选的实施例中,基膜1或采用OPP膜(双向拉伸聚丙烯)、PET膜(Polyethylene terephthalate,聚对苯二甲酸乙二酯)、PE膜(Polyethylene,聚乙烯)等,该膜具有韧性高、易剥离的特点。本实施例中,所述基膜1的厚度为10μm-20μm。
在一可选的实施例中,所述离型信息层2的厚度为30-70纳米,所述局部铝层3的厚度为50-90纳米,所述局部硫化锌层4的厚度为40-80纳米。
进一步地,本发明的局部镀铝多介质防伪转移膜还包括保护层5,所述保护层5覆盖在所述局部铝层3和局部硫化锌层4上,用于隔离硫化锌层与空气接触氧化而变黄,具有耐刮、耐磨等特点。在局部镀铝多介质防伪转移膜与纸张复合时,在所述保护层5上涂布胶层,使其与纸张复合后,剥离基膜1,形成只有金属光泽的包装纸。
本发明还提供一种用于制作局部镀铝多介质防伪转移膜的生产设备,如图2所示,所述的生产设备包括用于提供转移膜的放卷装置10、用于在基膜1上制备离型涂层的涂布装置20、用于制作离型信息层2的镭射模压装置30、用于在离型信息层2上进行局部镀铝及局部镀硫化锌的蒸镀装置40和用于将成品转移膜收卷的收卷装置50。
所述放卷装置10、涂布装置20、镭射模压装置30、蒸镀装置40和收卷装置50可依次设置,即放卷装置10提供基膜1后,依次经涂布离型层、镭射模压、局部镀铝、局部镀硫化锌等工序后,由收卷装置50收卷,此方式有利于提高工作效率,但其占用空间大,不便于调整,品质不便于把控。
因此,所述涂布装置20、镭射模压装置30、蒸镀装置40可分别设置,每一工序均包括供、收卷,该方式灵活性好,而且便于品质把控。
请一并参阅图3和图4,在本发明的一较佳实施例中,所述蒸镀装置40包括第一蒸镀腔41、第二蒸镀腔42和隔板43,所述第一蒸镀腔41与第二蒸镀腔42相邻设置,所述隔板43设置于第一蒸镀腔41与第二蒸镀腔42之间,避免铝蒸汽与硫化锌蒸汽混合。
所述转移膜经第一蒸镀腔41在离型信息层2局部蒸镀铝层后,穿过隔板43进入第二蒸镀腔42中,在所述局部铝层3和/或离型信息层2上局部蒸镀硫化锌层。
本实施例中,所述第一蒸镀腔41包括用于局部镀铝的第一蒸镀辊筒411、第一冷却装置412、铝条输送装置413和蒸发舟414,所述第一冷却装置412的冷却部位呈弧形、并罩设在第一蒸镀辊筒411的外侧、与第一蒸镀辊筒411之间具有供转移膜通过的间隙,所述铝条输送装置413和蒸发舟414均设置于第一蒸镀辊筒411中。
所述第一冷却装置412罩住第一蒸镀辊筒411的一部分,之间具有弧形间隙供转移膜通过,能很好的冷却铝蒸汽。第一冷却装置412具有冷水循环系统,确保转移膜在蒸镀时及时准确。
本发明在所述第一蒸镀腔41、第二蒸镀腔42在蒸镀的同时冷却,使转移膜上分别镀上局部铝层3和局部硫化锌层4,通过在蒸镀的同时冷却使蒸汽和硫化锌蒸汽,使其快速吸附在离型信息层2上,并且确保基膜1不会遇高温变形,甚至融化。
进一步地,所述第一蒸镀辊筒411中设置有第一刮刀415,所述第一刮刀415可相对第一蒸镀辊筒411转动,在第一蒸镀辊筒411转动时,刮除第一蒸镀辊筒411内壁上的铝层,使铝蒸汽可重复利用,有利于节省铝资源,而且还可避免第一蒸镀辊筒411积铝过厚而影响其工作,延长了第一蒸镀腔41使用寿命,降低其维护成本。
本实施例中,所述第一冷却装置412的横截面呈新月形、与第一蒸镀辊筒411的圆形适配,从而确保移动膜冷却均匀。所述第一冷却装置412与第一蒸镀辊筒411接触的一侧有若干冷水管4121,通过通入冷水并循环,使转移膜蒸镀时快速冷却。
为进一步提升蒸镀效果,在所述蒸发舟414的两侧设置有密封挡片416,用于密封蒸发舟与蒸镀辊筒411,使铝蒸汽和镀硫化锌蒸汽在蒸发舟和蒸镀辊之间,尽可能减少铝和镀硫化锌的浪费,而且蒸镀层更均匀。
在一可选的实施例中,蒸镀辊筒的镂空部位(蒸镀部位)的宽度小于40CM,以便于蒸镀厚度和均匀度的把控。本发明还可通过控制转移膜输送的速度来控制蒸镀厚度,具体可控制转移膜输送速度为400-800M/Min,当需使蒸镀厚度调厚时,降低转移膜输送速度,当需使蒸镀厚度变薄时提高转移膜输送速度。
所述铝条输送装置413包括至少两个铝条输送组件4131和电机4133,所述铝条输送组件4131与电机4133联接。由铝条输送组件4131输送铝条至至第一蒸镀辊筒411中蒸镀产生铝蒸气。并且采用双铝条输送组件4131,先由一个电机工作使相应的一组铝条输送组件4131动作,在该组铝条输送组件4131上的铝条蒸镀完时,切换启动另一电机4133工作,从而使铝条不间断输送,确保上料可不间断工作,有利于保持铝蒸气浓度一致。
请一并参阅图5,所述铝条输送组件4131包括与电机同轴联接的输送辊41311,所述输送辊41311上设置有供铝条(图中未示出)缠绕的铝盘41312,输送辊41311的一侧设置有输送辅助架41313,所述输送辅助架41313上设置有固定架41310,所述固定架41310上设置有导铝辊41314、铝条固定件41315和螺旋卡箍41316。
所述铝盘41312的中部用于缠绕铝条,图6视角上部的输送辊41311向顺时针转动可放卷铝条,铝条经导铝辊41314辅助输送至铝条固定件41315处,防止铝条跑偏,并通过螺旋卡箍41316根据铝条的宽度调节螺旋卡箍41316的大小,从而使铝条呈直线状态输送至蒸发舟414中,通过蒸发舟414中的高温使铝条蒸发。本发明可根据铝盘41312的上的铝条长度来控制电机输出轴的转动圈数,来判断铝条是否输送完毕,并相应切换。
在一可选的实施例中,所述铝盘41312通过第一固定锁41317固定在输送辊41311上,所述固定架41310通过第二固定锁41318固定在输送辅助架41313上,所述在输送辊41311转动时,输送辅助架41313为静止状态。
在一可选的实施例中,所述密封挡片上设置有供铝条通过的通孔,铝条穿过该通孔放卷输送到蒸发舟中。本实施例中,所述通孔为两个,供两个铝盘上的铝条通过,在一个铝盘供铝时,另一个铝盘的铝条封堵通孔。为保持密封性,所述第一刮刀415可设置在蒸发舟中,具体可固定在密封挡片416上。
请继续参阅图3和图4,第一蒸镀辊筒411包括弧形挡板4111、挡板转盘4112和挡板固定装置4113,所述弧形挡板4111包括多块,固定在挡板固定装置4113上形成辊筒状,且固定在挡板上设置有镂空区域供铝蒸汽其移动膜露出进行蒸镀。所述挡板转盘4112设置在弧形挡板4111的一端,其上安装有传动轴4114,该传动轴4114贯穿延伸至第一蒸镀辊筒411的另一端以利于第一蒸镀辊转动,且使移动膜上蒸镀的图案连续。
所述第一蒸镀辊筒411的另一端为开口端,第一刮刀和铝条输送组件从该伸入第一蒸镀辊筒411中,所述第一刮刀可通过第一蒸镀辊筒411外侧的机械壁固定,在第一蒸镀辊筒411转动时,刮除第一蒸镀辊筒411内壁的铝层。
所述密封挡片呈L形,蒸发舟与密封挡片的底部紧配,使其密封。所述蒸发舟可通过伺服电机带动其移动使蒸发舟与密封挡片分离,或者从第一蒸镀辊筒411中取出。
为了更好的理解本发明,以下对第一蒸镀辊筒411的制作方式和结构进行详细说明:
板材选取:选择材质为耐高温合金钢板材,厚度为0.5mm-2mm,并且板材的选择不局限于合金钢,也可以是其他耐高温板材,本实施选用三块板材。
排版编程:根据挡板固定装置4113各固定件之间的间距和固定件本身的宽度选择相对应尺寸的耐高温合金钢板材,并使用排版编程软件,根据固定件所需咬版长度,板材前后设计咬口长度10mm-20mm,根据镭射模压版面尺寸在版面四个对角处设计“十”字点位线,按图文设计在版面中制作所需的点、面、图案,在后续切割过程中因图文的连接需求可在图文连接处设置0.3mm-1mm连接点。
合金钢板材激光切割:将已制作好的排版文件传输转化成CNC数控程序对板材切割范围图案进行切割成具有图案合金钢挡板,按材质耐高温合金钢和厚度0.5mm-2mm,设定激光切割工艺参数如下:激光焦距0.05inch-0.25inch、距点位置-0.5mm-5.2mm、激光功率2-4kw,切割速度2-7m/min,辅助气体氮气压力6-15bar、喷嘴高度0.4~1.0mm对图案进行切割。
挡板的冲洗和打磨:对合金钢挡板切割面可能出现的毛刺用锉刀或打磨机进行打磨,然后在用高压水枪对挡板上的少数残渣进行冲洗。
挡板圆弧面压制:根据装置挡板转盘4112直径大小压制圆弧面挡板,制作成具有图案圆弧面合金钢挡板。
第一蒸镀辊筒411组装:将三块板材咬合拼接,并固定在固定件上,在两端安装挡板转盘4112和传动轴4114,构成第一蒸镀辊筒411。
第一蒸镀辊筒411为空心结构,使蒸发舟414、第一刮刀415、铝条输送组件4131置于其内部,新月形的第一冷却装置412保证在高速生产中转移膜有充分时间与铝蒸气接触,提高生产效率。
为避免蒸镀时转移膜偏移,所述第一蒸镀辊筒411的输入和输出侧均设置有纠偏电眼44,采用双电眼识别模压工作版边缘位置偏差信息,纠偏处理器对偏差信息进行逻辑运算,驱动电机4133调整收、放卷左右位置,修正转移膜的直线运动。
相应地,所述第二蒸镀腔42包括用于局部镀硫化锌的第二蒸镀辊筒421、第二冷却装置422和铝舟423,所述第二冷却装置422的冷却部位呈弧形、并罩设在第二蒸镀辊筒421的外侧、与第二蒸镀辊筒421之间具有供转移膜通过的间隙,所述铝舟423设置于第二蒸镀辊筒421中。
同样的,所述第二蒸镀辊筒421中设置有第二刮刀424,所述第二刮刀424可相对第二蒸镀辊筒421转动,刮除第二蒸镀辊筒421内壁上的镀硫化锌层。并且第二冷却装置422的横截面同样呈新月形,与第二蒸镀辊筒421的圆形适配。
所述铝舟与第二蒸镀腔之间同样设置有密封挡片416,以使硫化锌蒸汽仅在铝盘与第二蒸镀腔之间的空间中,第二刮刀设置于所述密封档板上,刮除冷却的硫化锌。
所述铝舟为两个,当一个铝舟中的硫化锌蒸发完时,也可通过伺服电机带动铝舟移动进行快速切换。
进一步地,所述蒸镀装置40包括依次设置的放卷辊101、第一导向辊102、第一补偿辊103、第二导向辊104、第三导向辊105、第二补偿辊106、第四导向辊107和收卷辊108,所述第一导向辊102设置于放卷辊101的下方,且位于第一冷却装置412的一侧,所述第一补偿辊103设置于第一冷却装置412的另一侧,所述第二导向辊104设置于第一补偿辊103与隔板43之间,所述第三导向辊105间隔所述隔板43与第二导向辊104相对设置,且位于第二冷却装置422的一侧,所述第二补偿辊106设置于第二冷却装置422的另一侧,所述第四导向辊107设置于第二补偿辊106与收卷辊108之间,通过各辊的收放卷位置、速度、导向、送膜速度的补偿等,确保转移膜蒸镀前和蒸镀后张力稳定。
并且在补偿辊上设置张力感应器,当感应器张力值有浮动时,将浮动信息反馈给张力控制系统来调整补偿辊的上下移动,以达到转移膜的张力稳定目的。
在一可选的实施例中,所述放卷辊101和收卷辊108输送转移膜的高度低于蒸镀辊筒的蒸镀处的高度,所述第一蒸镀辊筒411、第二蒸镀辊筒421、放卷辊101、收卷辊108的转动速度相同,使转移膜与第一蒸镀辊筒411、第二蒸镀辊筒421之间相对静止移动,使转移膜与冷却装置之间摩擦尽可能减少,避免转移膜在输送过程中被刮花,从而可大大提升产品品质。
本发明的生产设备中,所述蒸镀装置40还可包括监控PC装置、PLC控制器和远程通信系统。监控PC装置设置不可操作屏和触摸可操作屏,不可操作屏用来实时监控生产参数和电眼图像信息的可视化。触摸可操作屏可通过手动控制来调整生产参数。PC装置上设置远程通信端口,通过端口可与外网或局域网相连接,实现远程监控和生产信息的反馈。其中,PLC控制器包括信息模块(SM)和功能模块(FM)、CPU处理、报警装置,信息模块主要功能是信号的输入以及输出和数字化信号的输入输出,功能模块主要功能是接收反馈的控制信息来调整驱动相关设备的动作。
更进一步地,所述蒸镀装置40还可包括数字真空测量仪,监控蒸镀装置40的真空度,确保生产过程中真空腔保持稳定,当真空下降到设定值时,由PLC控制器接收信号,通过逻辑运算后发出指令控制变频器启动真空泵启动满足生产中的真空压强。
转移膜运动过程中设置张力检测辊,使蒸镀过程中保持张力在可允许范围内,当张力超出时,PLC控制器发出指令来控制补偿辊浮动来控制转移膜的张力。
半月形冷却装置上设置冷却装置温度计,监控冷却装置温度稳定,冷却装置中设置冷却水温度计和冷却水流量计,使冷却装置温度保持在设定温度范围。
更佳地,真空镀铝和镀硫化锌工序后,还设置厚度测量仪,检测蒸镀后转移膜的厚度,超出范围时,根据PLC控制器,控制输铝伺服电机4133或硫化锌蒸镀温度来控制真空中介质浓度来调整介质的蒸镀厚度。
以上通过检测设备检测信息来完成整个装置的自动化进行,实现数字化和可视化操作,确保产品品质。
基于上述的局部镀铝多介质防伪转移膜和生产设备,本发明还提供一种上述生产设备制备局部镀铝多介质防伪转移膜的方法,如图6所示,其包括:
S10、提供一基膜;
S20、在所述基膜上涂布离型涂层;
S30、在所述离型涂层上压制镭射图案形成离型信息层;
S40、在所述离型信息层上依次蒸镀局部铝层和局部硫化锌层;
S50、在局部铝层和/或局部硫化锌层上涂布保护层,制得所述局部镀铝多介质防伪转移膜。
其中,在涂布离型涂层时,控制环境温湿度控制在湿度60%左右,温度控制在25摄氏度,采用受温度影响小的150目陶瓷辊,在涂布时,基膜以160m/min的速度移动,控制离型信息层涂布量1.3g/m2。
本实施例中,离型信息层按重量份计主要包括纤维素树脂25-35份、丙烯酸树脂20-30份、乙酯20-25份,丁酮20-25份、微晶蜡1-5份等。
在一些具体的实施方式中,离型信息层主要成分纤维素树脂30份、丙烯酸树脂24份、乙酯22份,丁酮22份、微晶蜡2份等。
并且在涂布过程中,采用前后双电眼识别转移膜边缘位置偏差信息,纠偏处理器对偏差信息进行逻辑运算,驱动电机调整收、放卷左右位置,修正转移膜的直线过程中的线性偏差和S型偏差。
在进行镭射模压时,设置所述转移膜的运行平均速度为90m/min,加热镭射模压工作版辊温度170摄氏度,选用胶辊硬度95HS,通过驱动胶辊电机调整胶辊压力为30KG/cm2。
并且,在镭射模压装置上加装电眼和电控机械套位系统,设定收、放卷张力区间为5-30KG,生产时通过电眼检测镭射材料实际版距,纠偏处理器计算与模压工作版圆周的差值,处理器发出控制信号,自动调整收、放卷系统的张力,保持镭射模压版距与实际印版周长一致,完成镭射图文在同一位置上的完美拼接,实现定位镭射模压。
同时,电眼检测模压工作版左右边缘位置偏差信息,纠偏处理器对偏差信息进行逻辑运算,发出控制信息,控制驱动电机调整纠偏装置产生位移修正基膜生产过程中在直线运动中的S型偏差。
为了提供蒸镀的附着力,在在所述步骤S30之后、步骤S40之前,还包括:
S301、对所述离型信息层进行电晕处理。具体的,所述电晕功率为2-5W。本发明实施例优选将电晕功率设定在3W,在确保离型信息层的表面附着力达到规定值的前提下,不至于击穿覆盖式离型信息层。
进一步地,蒸镀局部铝层时,使转移膜穿过第一蒸镀辊筒和第一冷却装置之间的间隙,通过真空抽气系统将工作腔抽真空,在10
由于第一蒸镀辊筒为空心结构,内置蒸发舟和铝条输送轴承,采用高频感应加热纯度为99.9%铝条至1400摄氏度以上,金属铝汽化蒸发上升,铝蒸气通过挡板切割面达到转移膜面,并立即冷却沉淀,而在没有切割图案处的转移膜因挡板阻扰保持透明,达到局部镀铝转移膜效果。
本实施例中,蒸镀铝层厚度55-65纳米,为提高生产效率和保证镀铝层厚度,冷却装置设置成新月形状,保证在高速生产中转移膜有充分时间与铝蒸气接触,提高生产效率,转移膜输送速度可达400m/min。
同样的,为避免转移膜输送过程中左右或S型偏移,设置前后双电眼对转移膜定位“十”字点位线位置偏差信息,纠偏处理器对偏差信息进行逻辑运算,驱动电机调整收、放卷左右位置,修正转移膜的直线运动。
进一步地,为避免收放卷装置和挡板转盘速度不一致导致局部镀铝图案增大或模糊,在收放卷装置和挡板转盘处设置速度监控设备,实时监控其速度保持一致,并在挡板转盘后面设置图案监控电眼,在图案出现增大异常,根据增大位置差异信息捕捉,通过处理器逻辑运算,反馈给数控机械装置,实时调整收放卷装置和挡板转盘速度达到一致。
为避免铝层在挡板上集结而影响镀铝效果,挡板内侧涂布油性涂层,此油性涂层可为氟油,减少与挡板的附着力,并且通过第一刮刀与蒸发舟相连,避免铝层的集结,第一刮刀刮下的铝层沿着刮刀方向再次回到蒸发舟中再次利用,大大提高金属铝的利用率。
进一步,在局部硫化锌层时,采用隔板使第一蒸镀腔与第二蒸镀腔相互隔离,以免相互污染。
在蒸镀硫化锌层时,同样需通过真空抽气系统将工作腔抽真空,使转移膜穿过第二蒸镀辊筒和第二冷却装置之间的间隙,通过真空抽气系统将工作腔抽真空,在10
同时,采用温度-10℃-0℃网纹辊冷却转移膜不会因温度过高而变形。当然,此镀层不局限于硫化锌,也可以是氧化硅其他透明介质。本发明使用一次涂布、一次镭射模压、并进行二种或多种介质的蒸镀,在使转移膜具有金属质感的同时还具有防伪功能。
进一步地,在涂布保护层时,可采用280目的陶瓷辊,涂布清漆保护层,湿涂量:3-8g/cm
综上所述,本发明经过涂布离型层、进行镭射模压、再局部镀铝、镀硫化锌的方式使转移膜具有金属光泽的同时还具有防伪功能,而且本发明采用局部蒸镀铝层和硫化锌层的方式,避免污染土壤和大气,其工作效率高,是现有技术的极大进步。
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。