一种路灯板材加工用的压花装置
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及路灯加工设备技术领域,具体为一种路灯板材加工用的压花装置。
背景技术
路灯,指给道路提供照明功能的灯具,泛指交通照明中路面照明范围内的灯具。而用于路灯成品加工的板材必须经过压花加工成纹理,不仅美观,而且耐用性能够得到增强,而纹理的深度决定成品的耐用性。
压花属于板材加工的一部分,压花采用刻有不同花纹的钢板或辊子,对板材进行纹路印刻,以掩盖原来先板材表面的颗粒,改善外观及进行美化,提高使用价值,有板式和辊式之分。
目前工厂中大多数压花装置的压花辊都是固定的无法移动,这就导致压花板材的印纹深度和尖锐性时,必须对板材进行固定和压紧,而且药材加大辊子与板材接触的紧密度才能完成,这样就导致了会对板材本身会造成压缩变形,而且对板材加工的效率和产量会大大缩减,为此本发明发明一种路灯板材加工用的压花装置来解决以上问题。
发明内容
针对现有技术的不足,本发明提供了一种路灯板材加工用的压花装置,。
为实现以上目的,本发明通过以下技术方案予以实现:一种路灯板材加工用的压花装置,包括工作台、紧固装置和压花机构,所述工作台的上表面分别固定安装有作业挡板和操作器,所述作业挡板的数量为两个,且两个作业挡板之间分别安装有输出轴和紧固装置,所述工作台上表面的右端焊接有输送台板,且输送台板位于两个作业挡板之间的右端,所述输送台板的上表面与输出轴表面的最上方相平齐,且输送台板的上表面与输出轴表面的最上方均位于紧固装置的下方,所述压花机构安装于操作器上,且位于输出轴的正上方,所述作业挡板和紧固装置的正面被摇杆的一端依次贯穿,并延伸至紧固装置的内部。
优选的,所述紧固装置包括压板块和内撑块,所述压板块的数量为两个、位于上方的压板块固定焊接在作业挡板上,两个压板块的结构相同上下对称设置,所述压板块的底部呈弧形,且中央凹陷最深,所述压板块底部的两端均开设有活动槽,且活动槽的内壁上开设有滑槽,所述滑槽中滑动连接有滑板,且滑板底部的中央位于焊接有弹簧,其靠近压板块中间的位置固定连接有伸缩板,所述内撑块的数量为两个,且两个内撑块位于两个压板块之间,并对称设置在两个压板块之间中心处对称设置,而两个内撑块之间夹接有驱动杆,所述内撑块远离驱动杆的一侧与伸缩板的一侧相接触,所述驱动杆表面的中央与摇杆固定连接。
优选的,所述压花机构包括压花空筒,所述压花空筒的表面开设有压纹孔,所述压纹孔两端的开口直径小于压纹孔内腔中间的直径,所述压纹孔的内腔中设有提纹装置,且提纹装置的一端延伸至压花空筒的内腔中,所述压花空筒内壁的轴心处固定连接固定轴,且固定轴的表面活动套接有配重块,所述配重块表面的最下方与其中一个提纹装置的一端相接触,所述配置块的表面焊接有限位圆环,所述限位圆环与固定轴为同一个轴心处,所述配重块表面的最底部延伸至位于限位圆环表面一圈外。
优选的,所述提纹装置包括提纹钢管块和凸字杆,所述提纹钢管块内壁的中间焊接有限位板,所述限位板上表面的两端固定连接有复位弹簧,所述凸字杆的底端端贯穿限位板的底部并延伸至提纹钢管块内腔的底部,其底端固定连接有印刻装置,所述凸字杆粗杆的底端与复位弹簧的顶端固定连接,所述印刻装置的底部与提纹钢管块底端的开口相平齐。
优选的,所述印刻装置包括V字主板和控力印纹板,所述V字主板底部由间向两侧一侧设置有中心印纹块、活动撑和印刻压块,所述印刻块的两侧呈弧形,所述活动撑的底端与控力印纹板的上表面固定连接,所述控力印纹板靠近中心印纹块的一端上下活动幅度与中心印纹块两侧的弧度相同,所述中心印纹块、控力印纹板和印刻压块所位于的水平面依次由上至下设置。
优选的,配重块的材质为铅,且铅的密度依次从配重块块体上部刀下部逐渐增大。
本发明提供了一种路灯板材加工用的压花装置。具备以下有益效果:
(1)、该路灯板材加工用的压花装置,通过设置了紧固装置和输送轴的配合使用,从而完成板材加工运输过程中保持板材的稳定性。
(2)、该路灯板材加工用的压花装置,通过设置了在压花机构上配置了限位圆环、配重块和提纹装置,使得压花空筒在转动时不会影响配重块的位置,通过配重块对与之接触的提纹装置进行压迫,从而再进一步的完成压纹孔中的板材纹理进行加深印刻,整个过程由于没有加大压花空筒与板材的之间的紧密度,从而防止了在加深板材纹理时会对板材造成压迫变形的囧况。
(3)、该路灯板材加工用的压花装置,通过在设置了提纹装置和配重块的配合使用,从而使连接在其上的印刻装置与被挤压出的板材纹理接触,通过印刻装置加大对纹理的深度印刻,而更进一步避免加深纹理设备与板材之间的接触,更加稳固定对板材进行加工输送的同时,对板材进行深度印刻加工,从而增加加工效率和减少工作时间。
(4)、该路灯板材加工用的压花装置,通过在设置了当印刻装置与印刻出纹理板材纹理接触时,V字主板上的两个印刻压块会率先对板材纹理的两边造成挤压力,而使纹理的中部突起,凸起时顶动控力印纹板底部的凸起部分,从而使控力印纹板的另一端移动,而造成斜面的挤压,最终在控力印纹板的斜面度与中心印纹块底部的斜面度保持一致时,从而完成纹理印刻加深,即使压花机构在转动时使其中一个提纹装置与纹理二次加工的时间较短,也能够在这短暂的时间中完成对纹理的加深。
附图说明
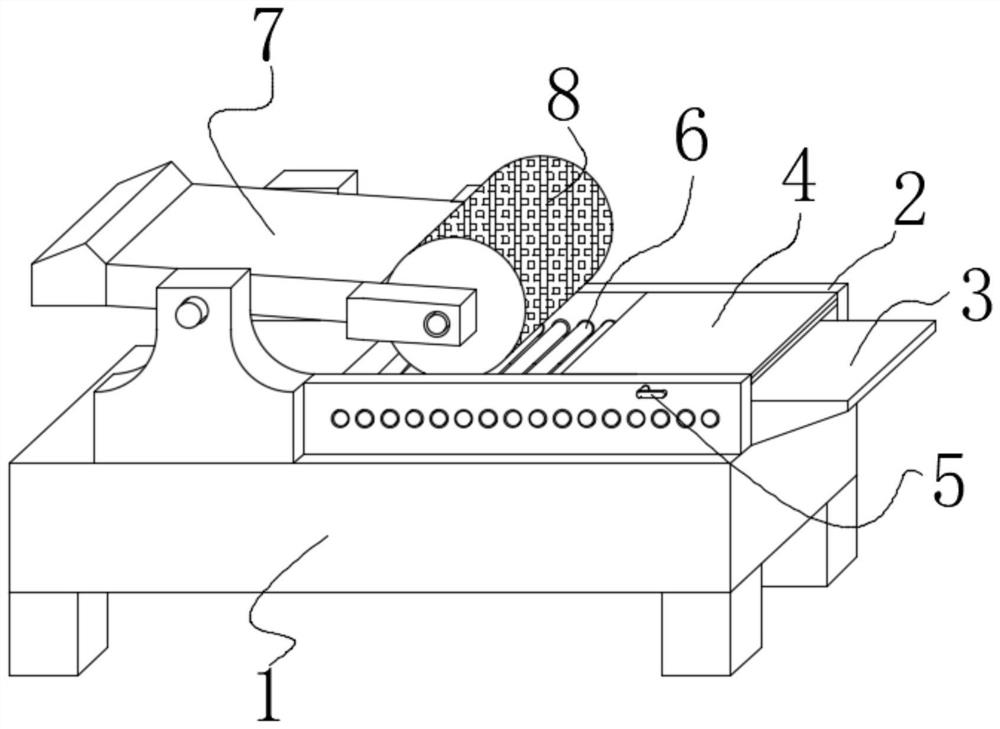
图1为本发明立体图;
图2为本发明图紧固装置剖视图;
图3为本发明压花机构剖视图;
图4为本发明提纹装置剖视图;
图5为本发明印刻装置结构示意图。
图中:1、工作台;2、作业挡板;3、输送台板;4、紧固装置;41、压板块;42、活动槽;43、滑槽;44、滑板;45、弹簧;46、伸缩板;47、内撑块;5、摇杆;51、驱动杆;6、输出轴;7、操作器;8、压花机构;81、压花空筒;82、压纹孔;83、限位圆环;84、固定轴;85、配重块;86、提纹装置;861、提纹钢管块;862、限位板;863、复位弹簧;864、凸字杆; a8、印刻装置;a81、V字主板;a82、中心印纹块;a83、活动撑;a84、印刻压块;a85、控力印纹板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
请参阅图1-5,本发明提供一种技术方案:一种路灯板材加工用的压花装置,包括工作台1、紧固装置4和压花机构8,工作台1的上表面分别固定安装有作业挡板2和操作器7,作业挡板2的数量为两个,且两个作业挡板2之间分别安装有输出轴6和紧固装置4,工作台1上表面的右端焊接有输送台板 3,且输送台板3位于两个作业挡板2之间的右端,输送台板3的上表面与输出轴6表面的最上方相平齐,且输送台板3的上表面与输出轴6表面的最上方均位于紧固装置4的下方,压花机构8安装于操作器7上,且位于输出轴6 的正上方,作业挡板2和紧固装置4的正面被摇杆5的一端依次贯穿,并延伸至紧固装置4的内部,将未加工的板材从输送台板3插入两个作业挡板2 之间,通过输出轴6对板材进行输送,输送的同时通过紧固装置4对板材进行紧固,再由压花机构8对板材进行印花加工,从而完成整套加工流程。
紧固装置4包括压板块41和内撑块47,压板块41的数量为两个、位于上方的压板块41固定焊接在作业挡板2上,两个压板块41的结构相同上下对称设置,压板块41的底部呈弧形,且中央凹陷最深,压板块41底部的两端均开设有活动槽42,且活动槽42的内壁上开设有滑槽43,滑槽43中滑动连接有滑板44,且滑板44底部的中央位于焊接有弹簧45,其靠近压板块41 中间的位置固定连接有伸缩板46,内撑块47的数量为两个,且两个内撑块47位于两个压板块41之间,并对称设置在两个压板块41之间中心处对称设置,而两个内撑块47之间夹接有驱动杆51,内撑块47远离驱动杆51的一侧与伸缩板46的一侧相接触,驱动杆51表面的中央与摇杆5固定连接,通过摇动驱动杆51迫使两个内撑块47向两侧移动,移动的同时由于内撑块47的弧形构造,会将两个压板块41之间的距离撑开,从而使下方的一个压板块41 对作用于板材进行传送时压紧作业,两个压板块41之间距离变大时,通过弹簧45、滑板44和伸缩板46配合使用,保持两个压板块41之间稳定的同时,还能够使持两个压板块41在使失去压力使复位到原有状态。
压花机构8包括压花空筒81,压花空筒81的表面开设有压纹孔82,压纹孔82两端的开口直径小于压纹孔82内腔中间的直径,压纹孔82的内腔中设有提纹装置86,且提纹装置86的一端延伸至压花空筒81的内腔中,压花空筒81内壁的轴心处固定连接固定轴84,且固定轴84的表面活动套接有配重块85,配重块85表面的最下方与其中一个提纹装置86的一端相接触,配置块85的表面焊接有限位圆环83,限位圆环83与固定轴84为同一个轴心处,配重块85表面的最底部延伸至位于限位圆环83表面一圈外,配重块84的材质为铅,且铅的密度依次从配重块84块体上部刀下部逐渐增大,当压花机构 8的与板材进行接触时,通过其上的压花空筒81对板材进行传输压花流通作业,当板材被压花空筒81挤压时,通过其上的压纹孔82对压出印纹进行收纳,由于配重块85和限位圆环是活动连接在压花空筒81的内部,使得压花空筒81在转动时不会影响配重块85的位置,通过配重块85对与之接触的提纹装置86进行压迫,从而再进一步的完成压纹孔82中的板材纹理进行加深印刻,整个过程由于没有加大压花空筒81与板材的之间的紧密度,从而防止了在加深板材纹理时会对板材造成压迫变形的囧况。
提纹装置86包括提纹钢管块861和凸字杆864,提纹钢管块861内壁的中间焊接有限位板862,限位板862上表面的两端固定连接有复位弹簧863,凸字杆864的底端端贯穿限位板862的底部并延伸至提纹钢管块861内腔的底部,其底端固定连接有印刻装置a8,凸字杆864粗杆的底端与复位弹簧863 的顶端固定连接,印刻装置a8的底部与提纹钢管块861底端的开口相平齐,当提纹装置86被配重块85压迫时,凸字杆864面朝配重块85的一端会被配重压着向下移动,从而使连接在其上的印刻装置a8与被挤压出的板材纹理接触,通过印刻装置a8加大对纹理的深度印刻,而更进一步避免加深纹理设备与板材之间的接触,更加稳固定对板材进行加工输送的同时,对板材进行深度印刻加工,从而增加加工效率和减少工作时间。
印刻装置a8包括V字主板a81和控力印纹板a85,V字主板a81底部由间向两侧一侧设置有中心印纹块a82、活动撑a83和印刻压块a84,印刻块a84 的两侧呈弧形,活动撑a83的底端与控力印纹板a85的上表面固定连接,控力印纹板a85靠近中心印纹块a82的一端上下活动幅度与中心印纹块a82两侧的弧度相同,中心印纹块a82、控力印纹板a85和印刻压块a84所位于的水平面依次由上至下设置,当印刻装置a8与印刻出纹理板材纹理接触时,V字主板a81上的两个印刻压块a84会率先对板材纹理的两边造成挤压力,而使纹理的中部突起,凸起时顶动控力印纹板a85底部的凸起部分,从而使控力印纹板a85的另一端移动,而造成斜面的挤压,最终在控力印纹板a85的斜面度与中心印纹块a82底部的斜面度保持一致时,从而完成纹理印刻加深,即使压花机构8在转动时使其中一个提纹装置86与纹理二次加工的时间较短,也能够在这短暂的时间中完成对纹理的加深。
工作原理:
(1)、将未加工的板材从输送台板3插入两个作业挡板2之间,通过输出轴6对板材进行输送,输送的同时通过紧固装置4对板材进行紧固,再由压花机构8对板材进行印花加工。
(2)、通过摇动驱动杆51迫使两个内撑块47向两侧移动,移动的同时由于内撑块47的弧形构造,会将两个压板块41之间的距离撑开,从而使下方的一个压板块41对作用于板材进行传送时压紧作业,两个压板块41之间距离变大时,通过弹簧45、滑板44和伸缩板46配合使用,保持两个压板块 41之间稳定的同时,还能够使持两个压板块41在使失去压力使复位到原有状态。
(3)、当压花机构8的与板材进行接触时,通过其上的压花空筒81对板材进行传输压花流通作业,当板材被压花空筒81挤压时,通过其上的压纹孔82对压出印纹进行收纳,由于配重块85和限位圆环是活动连接在压花空筒81的内部,使得压花空筒81在转动时不会影响配重块85的位置,通过配重块85对与之接触的提纹装置86进行压迫,从而再进一步的完成压纹孔82 中的板材纹理进行加深印刻,整个过程由于没有加大压花空筒81与板材的之间的紧密度,当提纹装置86被配重块85压迫时,凸字杆864面朝配重块85 的一端会被配重压着向下移动,从而使连接在其上的印刻装置a8与被挤压出的板材纹理接触,通过印刻装置a8加大对纹理的深度印刻,当印刻装置a8 与印刻出纹理板材纹理接触时,V字主板a81上的两个印刻压块a84会率先对板材纹理的两边造成挤压力,而使纹理的中部突起,凸起时顶动控力印纹板 a85底部的凸起部分,从而使控力印纹板a85的另一端移动,而造成斜面的挤压,最终在控力印纹板a85的斜面度与中心印纹块a82底部的斜面度保持一致时,从而完成纹理印刻加深。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。