一种应用无纺布包装条烟的方法和条烟包装机
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及烟草包装技术领域,涉及一种应用无纺布包装条烟的方法和条烟包装机。
背景技术
基层的烟草物流直接面对零售终端客户,而每个零售终端每次采购对条烟的种类和数量有可能理有较大的变化,为了满足客户个性化的采购需求,快速的完成对客户的配送,就需要在配送前,将客户需求的条烟种类和数量及时分拣,并包装在一起,形成对零售终端客户配送的烟包。
基层的烟草物流,其服务的区域内零售终端客户的数量非常多,而烟草物流的配送车辆一次就需要对很多不同的客户进行配送,为了让配送车高效快速的对客户进行配送,就需要在配送前快速的将一辆配送车同一配送线路上的不同零售终端客户采购条烟再包装成烟包,进行装车运输配送。
现有包装机通过PE可收缩塑膜对烟包进行再包装,PE可收缩塑膜遇到高温收缩,使再包装出的烟包,紧致不散包。而使用PE可收缩塑膜进行再包装存在的问题有:第一能耗比较高,包装的过程需要对PE可收缩塑膜进行高温加热,需要使用功率很大的电加热设备进行加热,而能耗很大;第二PE可收缩塑膜经过高温会挥发有害气体,这些有害气体会影响到分拣人员的健康;第三PE可收缩塑膜是有聚乙烯制成的一种难以降解的塑料,而我国早在2007年就出台了“限塑令”,目的就是为了遏制“白色污染”,继续使用PE可收缩塑膜已经不再符合当前的政策和环保要求。由于PE可收缩塑膜的这些缺点,已有基层的烟草物流开始采用不需要高温加热的无纺布对零售终端客户进行再包装。
无纺布又称不织布、针刺棉、针刺无纺布等,采用聚酯纤维,涤纶纤维(简称:PET)材质生产,经过针刺工艺制作而成;无纺布具有防潮、透气、柔韧、轻薄、阻燃、无毒无味、价格低廉、可循环再用等特点;大多数无纺布的原材料化学结构不牢固,分子链很容易就可断裂,从而可以有效地降解,并且在无毒的形态中进入下一步环境循环,比如一个无纺布购物袋在90天内就可以彻底分解,被国际公认为保护地球生态的环保产品。
公开号为CN111661405A的中国专利文献于2020年9月15日公开了一种应用无纺布的条烟包装方法,其解决了条烟包装中应用无纺布无法实现在线生产的技术问题,包括以下步骤:第一步,两层无纺布分别放卷,层叠后,经过第一光辊组进行平整,而后经过热辊压装置,进行辊压封边,再经过第二光辊组进行平整,形成筒状结构的无纺布带;第二步,对无纺布带进行封切,形成具有开口的无纺布袋;第三步,利用开口装置将无纺布袋进行开口;第三步,将条烟由开口部位推入,并利用挡板装置限制条烟推入的深度;第四步,开口装置闭合,并利用热缝合装置对无纺布袋的开口进行缝合;第五步,开口装置松开,热缝合装置松开,利用侧推装置将缝合完毕的无纺布袋送出。该专利存在的问题为,由于每个客户所需的条烟种类和数量不同,导致最终需要包装的烟包大小不同,而无纺布预先封切成无纺布袋后,无法对烟包包裹紧,给后期的运输配送造成很大的影响。
发明内容
有鉴于此,本发明的目的是针采用无纺布包装条烟存在的问题,提供一种应用无纺布包装条烟的方法和基于该方法的条烟包装机。
为了实现上述目的,本发明的技术方案如下:
一种应用无纺布包装条烟的方法,包括如下步骤:
第一步,两层无纺布分别经过拉布辊组的放卷拉布,在包装封切平台处,被移动多刀封切装置封切连接在一起,其中的一层无纺布还经过拉力检测辊组。
第二步,分拣后的条烟推入包装封切平台。
第三步,拉布辊组释放拉放一定长度的无纺布,侧推烟装置推动烟包移动,使烟包的三面裹上无纺布。
第四步,压烟装置下压到与烟包间距2-5mm的位置停止,不压到烟包上面,防止压坏香烟,侧推烟装置回退,同时移动多刀封切装置的上部下压,拉布辊组继续拉放一定长度无纺布,包裹第四面,让两层无纺布在包装封切平台表面相互接触。
第五步,拉布辊组反转,让烟包四面上的无纺布拉紧,直到拉力检测辊组检测达到设定的拉力停止。
第六步,移动多刀封切装置将无纺布进行封切,完成烟包的一周四面无纺布包裹,然后移动多刀封切装置和压烟装置回退到原来位置。
第七步,将完成一周四面包裹的烟包用机器或人工偏转90°后,再次放入同一包装封切平台,或下一相同的包装机的包装封切平台上,重复上述第三步到第七步,即完成整个烟包的包装。
随后的烟包重复第二到第七步,完成包装。
待包装机上任一无纺布卷用完,更换新的无纺布卷后,从第一步开始,对条烟进行包装。
使用上述包装方法的一种无纺布包条烟包装机,包括机架、控制箱、包装封切平台、侧推烟装置、压烟装置、移动多刀封切装置、拉力检测辊组、拉布辊组和放卷辊,所述移动多刀封切装置包括上移动封切装置和下移动超声装置,所述控制箱、包装封切平台、侧推烟装置、压烟装置、移动多刀封切装置的下移动超声装置、拉力检测辊组、拉布辊组和放卷辊设置在机架上,所述包装封切平台的右侧设置有水平向运行的侧推烟装置,所述包装封切平台前后两侧设置有两个导向柱,所述导向柱上穿有导向套,所述导向套设置在移动多刀封切装置的上移动封切装置上,所述上移动封切装置上设置有上下移动封切驱动气缸,所述封切驱动气缸设置在机架上。,所述包装封切平台的左侧上方设置有上下向运行的压烟装置,所述压烟装置位于导向柱的左侧。
进一步的,所述机架上设置有导向辊,用于无纺布的导向,将无纺布沿着设定的通道被拉放,不至于无纺布妨碍包装机其他部件的正常运行。
进一步的,所述包装封切平台在侧推烟装置相对的一侧设置有传送带,用于将包裹后的烟包传送离开包装机,所述传送带的上表面与包装封切平台的表面平齐。
进一步的,所述侧推烟装置,包括侧推烟板和水平推烟气缸,所述侧推烟板设置在水平推烟气缸的活塞头部,上下竖直设置,用于在包裹烟包的过程中推动烟包向左侧移动。
进一步的,所述压烟装置,包括压烟板和竖直下压气缸,所述压烟板设置在竖直下压气缸的活塞的头部,用于包裹烟包的时候,接近烟包,能够让无纺布拉紧封切,实现无纺布包裹烟包后不松包。
进一步的,所述移动多刀封切装置的上移动封切装置,包括包括上固定板件,所述上固定板件成L形,其中一边竖直设置,另一边水平设置,且位于竖直一边的下沿和正面,在竖直一边的背面设置有与导向柱配合的导向套,正面设置有上直线导轨模组,水平一边远离竖直边的一侧设置有第一导向孔,水平一边的下表面设置有一个齿条和一根上导轨,所述齿条和上导轨相互平行,且上导轨位于齿条与第一导向孔之间,所述上导轨上设置有上滑座,所述上滑座上设置有压切刀固定板,用于设置压切刀组,所述压切刀固定板的下表面设置有2-6个压切刀组,所述压切刀组之间定距设置,其距离等于无纺布宽度与压切刀组数目相除后得到的数据,所述上直线导轨模组上设置有上连接板,所述上连接板穿过第一导向孔与多刀固定板连接。
进一步的,所述压切刀组,包括驱动轮装置和压切刀装置,所述驱动轮装置包括驱动主轴,驱动轴套,驱动齿轮和同步轮,所述驱动主轴穿过轴套,两端分别设置驱动齿轮和同步轮,所述压切刀装置,包括压切主轴,压切轴套,同步轮和压切花轮,所述压切主轴穿过压切轴套,两端分别设置同步轮和压切花轮,所述驱动轮装置和压切刀装置的同步轮位于同一侧。
进一步的,所述压切花轮呈圆柱体,中间部位设置有凸起的切割刀刃,切割刀刃的两侧设置有封接齿圈。
进一步的,所述封接齿圈的数量为2-10个。
进一步的,所述封切齿圈上圆周均布有封切齿。
进一步的,所述压切刀组上的驱动轮装置固定在压切刀固定板上,所述驱动轮装置上的驱动齿轮和齿条啮合,所述压切刀组上压切刀装置与压切刀固定板之间设置有弹性体,让压切刀装置可弹性微动,确保压切刀装置的压切花轮与下移动超声装置上的变幅杆之间在高频谐振下形成谐振间隙,完成对无纺布的热熔焊接和切割。
进一步的,所述弹性体为弹性橡胶垫或金属弹性片。
进一步的,所述移动多刀封切装置的下移动超声装置,包括下固定板,下直线导轨模组、下连接板和超声装置,所述下固定板上开有第二导向孔,用于超声装置穿过,所述下固定板上表面第二导向孔的两侧设置有下导轨,每个下导轨上设有2-6个下滑块,两个下导轨上相互对应的下滑块上超声装置固定板,所述超声装置设置在超声装置固定板上,所述超声固定板之间设置等距板,让超声装置之间的距离与压切刀组之间的距离相等,在其中一个下导轨的外侧设置下直线导轨模组,所述下直线导轨模组的滑台上固定设置下连接板,与其中一个超声装置固定板连接,带动超声装置沿着下导轨移动。
进一步的,所述超声装置,包括超声波换能器和变幅杆,所述超声波换能器设置在变幅杆的底部。
进一步的,所述包装封切平台上设置有长条形封切孔,所述所述超声装置的变幅杆的顶部位于封切孔中。
进一步的,所述封切孔的长度大于需要封切无纺布的宽度。
进一步的,所述超声装置的变幅杆上面正对着上封切组件的封切花轮,二者在上直线导轨模组和下直线导轨模组带动下左右运动时,也上下对照,实现移动封切。
进一步的,所述上直线导轨模组和下直线导轨模组规格尺寸相同。
进一步的,所述拉膜辊组,包括主动辊和从动辊,所述主动辊和从动辊平行相互挨着且平行设置,所述主动辊的一端通过联轴器与伺服电机相连接。
进一步的,所述拉力检测辊组,包括两个固定辊和一个定向微动的检测辊,所述固定辊和检测辊相互平行设置,无纺布穿过拉力检测辊组,在拉力检测辊组处形成一个U型弯,其中,检测辊位于U型弯的内部底部,两个固定辊位于U型弯上部的两个外侧,形成的U弯的两侧相互平行。
进一步的,所述检测辊的一端设置有铰链,铰接在条烟包装机的机架上,另一端设置有测力传感器,所述测力传感器与条烟包装机的机架连接。
进一步的,所述拉膜辊组的伺服电机、拉力检测辊组的测力传感器、侧推烟装置的水平推烟气缸、压烟装置的竖直下压气缸、下移动封切气缸、移动多刀封切装置的上直线导轨模组、下直线导轨模组和超声波换能器与控制箱电连接。
本发明的一种无纺布包条烟包装机,有益效果在于:
1、本发明的一种无纺布包条烟包装机,实现了用无纺布替代PE可收缩塑膜来包装烟包的更新换代,对遏制白色污染,推动环境保护做出了贡献。
2、本发明的一种无纺布包条烟包装机,根据无纺布几乎无拉伸量这一特点,创造性的在包装烟包的过程中,对无纺布进行张紧封装,避免封装后烟包松散,出现散包的情况,并且封包的松紧度可根据客户的实际需求进行自由调整。
3、本发明的一种无纺布包条烟包装机,其拉力检测辊组测力结构简单,可靠,测力准确,并且测力过程不影响无纺布的拉紧,是本包装机械中具有创造性的关键装置。
4、本发明的一种无纺布包条烟包装机,能够包装不同种类和数量的条烟集中在一起的烟包,即每个烟包内条烟的数量不同,满足烟草终端零售商户的各种个性化需求。
5、本发明的一种无纺布包条烟包装机,具有高速连续包装的性能,能与烟草物流使用条烟分拣系统的其他设备无缝衔接,直接替换现有的采用PE可收缩塑膜的包装机,替换成本低,易于推广使用。
附图说明
图1为本发明用无纺布包装条烟的方法的步骤中第一步的示意图。
图2为本发明用无纺布包装条烟的方法的步骤中第二步的示意图。
图3为本发明用无纺布包装条烟的方法的步骤中第三步的示意图。
图4为本发明用无纺布包装条烟的方法的步骤中第四步的示意图。
图5为本发明用无纺布包装条烟的方法的步骤中第五步的示意图。
图6为本发明用无纺布包装条烟的方法的步骤中第六步的示意图。
图7为本发明用无纺布包装条烟的方法的步骤中第七步的示意图。
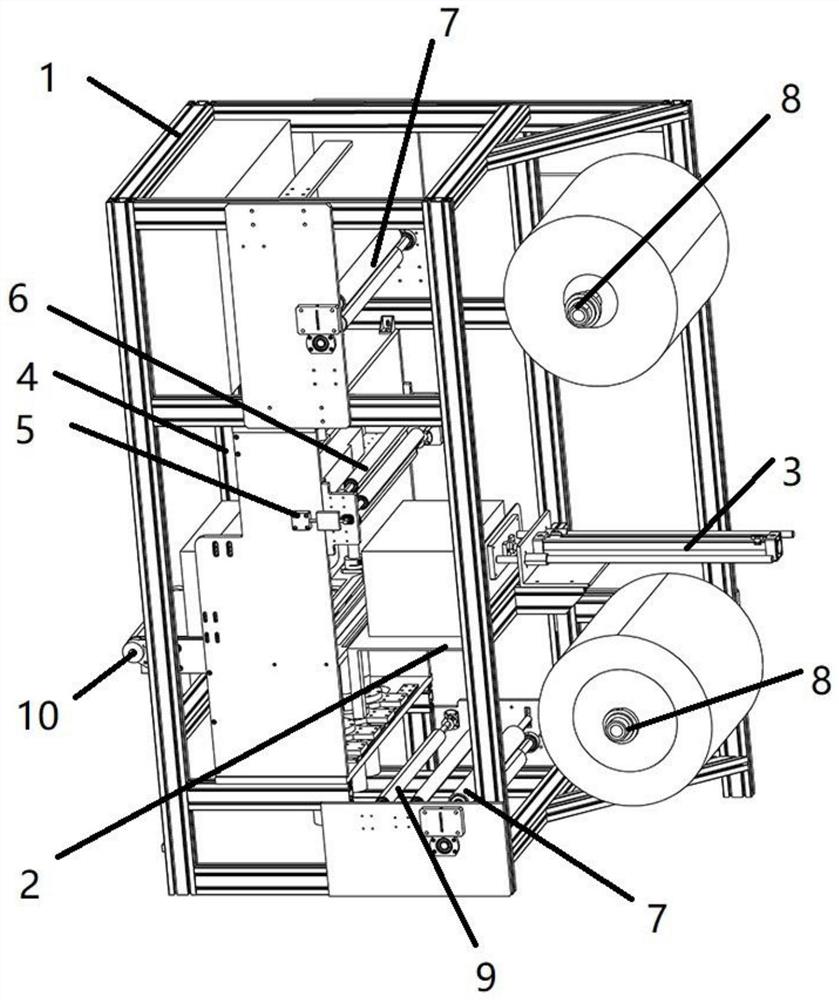
图8为本发明无纺布包条烟包装机的立体示意图。
图9为本发明无纺布包条烟包装机的剖视示意图。
图10为本发明无纺布包条烟包装机的包装封切平台和移动多刀封切装置结构示意图。
图11为本发明的移动多刀封切装置的上移动封切装置结构示意图。
图12为本发明的移动多刀封切装置的下移动超声装置结构示意图。
图13为本发明无纺布包条烟包装机的拉力检测辊组的结构示意图。
图14为本发明无纺布包条烟包装机的拉布辊组的结构示意图。
图中:1、机架,2、包装封切平台,2-1、封切孔,2-2、无纺布穿过孔,2-3、导向柱,2-4、导向套,3、侧推烟装置,4、压烟装置,5、移动多刀封切装置,5-1、上移动封切装置,5-11、上固定板件,5-12、上直线导轨模组,5-13、第一导向孔,5-14、齿条,5-15、上导轨,5-16、压切刀固定板,5-17、压切刀组,5-18、上连接板,5-2、下移动超声装置,5-21、下固定板,5-22、下直线导轨模组,5-23、下连接板,5-24、超声装置,5-25、第二导向孔,5-26、下导轨,5-27、下滑块,5-28、超声装置固定板,5-29、等距板,6、拉力检测辊组,6-1、固定辊,6-2、检测辊,6-3、铰链,6-4、测力传感器,7、拉布辊组,7-1、主动辊,7-2、联轴器,7-3、伺服电机,7-4、从动辊,8、放卷辊,9、导向辊,10、输送带。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:
本实施例依据国内条烟的GDX条盒的尺寸高86.45mm×宽54.4mm×22.5厚,采用宽度为276mm的高强度无纺布卷作为包装材料,并且两个无纺布卷的宽度相同,且厚度相同,均为70g/m
一种应用无纺布包装条烟的方法:包括如下步骤:
如图1所示,第一步,两层无纺布分别经过拉布辊组7的放卷拉布,在包装封切平台2处,被移动多刀封切装置5封切连接在一起,其中的一层无纺布还经过拉力检测辊组6。
如图2所示,第二步,分拣后的条烟推入包装封切平台2。
如图3所示,第三步,拉布辊组7释放拉放一定长度的无纺布,侧推烟装置3推动烟包移动,使烟包的三面裹上无纺布。
如图4所示,第四步,压烟装置4下压到与烟包间距2-5mm的位置停止,不压到烟包上面,防止压坏香烟,侧推烟装置3回退,同时移动多刀封切装置5的上部下压,拉布辊组7继续拉放一定长度无纺布,包裹第四面,让两层无纺布在包装封切平台2表面相互接触。
如图5所示,第五步,拉布辊组7反转,让烟包四面上的无纺布拉紧,直到拉力检测辊组6检测达到设定的拉力停止,拉力设定值为300N。
如图6所示,第六步,移动多刀封切装置5将无纺布进行封切,完成烟包的一周四面无纺布包裹,然后移动多刀封切装置6和压烟装置4回退到原来位置。
如图7所示,第七步,将完成一周四面包裹的烟包用机器或人工偏转90°后,再次放入同一包装封切平台2,或下一相同的包装机的包装封切平台2上,重复上述第三步到第七步,即完成整个烟包的包装。
随后的烟包重复第二到第七步,完成包装。
待包装机上任一无纺布卷用完,更换新的无纺布卷后,从第一步开始,对条烟进行包装。
如图8和图9所示,使用上述包装方法的一种无纺布包条烟包装机,包括机架1、控制箱、包装封切平台2、侧推烟装置3、压烟装置4、移动多刀封切装置5、拉力检测辊组6、拉布辊组7和放卷辊8,所述侧推烟装置3,包括侧推烟板和水平推烟气缸,所述侧推烟板设置在水平推烟气缸的活塞头部,上下竖直设置,用于在包裹烟包的过程中推动烟包向左侧移动,所述压烟装置4,包括压烟板和竖直下压气缸,所述压烟板设置在竖直下压气缸的活塞的头部,用于包裹烟包的时候,接近烟包,能够让无纺布拉紧封切,实现无纺布包裹烟包后不松包,如图10所示,所述移动多刀封切装置5包括上移动封切装置5-1和下移动超声装置5-2,如图14所示,所述拉膜辊组7,包括主动辊7-1和从动辊7-4,所述主动辊7-1和从动辊7-4相互平行且紧挨着设置,所述主动辊7-1的一端通过联轴器7-2与伺服电机7-3相连接,如图13所示,所述拉力检测辊组6,包括两个固定辊6-1和一个定向微动的检测辊6-2,所述固定辊6-1和检测辊6-2相互平行设置,无纺布穿过拉力检测辊组6,在拉力检测辊组6处形成一个U型弯,其中,检测辊6-2位于U型弯的内部底部,两个固定辊6-1位于U型弯上部的两个外侧,形成的U弯的两侧相互平行,所述检测辊6-2的一端设置有铰链6-3,铰接在条烟包装机的机架1上,另一端设置有测力传感器6-4,所述测力传感器6-4为S型簧片应变拉力传感器,测量范围为0-1000N,测量精度为0.2N,所述测力传感器6-4与条烟包装机的机架1连接,所述控制箱、包装封切平台2、侧推烟装置3、压烟装置4、移动多刀封切装置5的下移动超声装置5-1、拉力检测辊组6、拉布辊组7和放卷辊8设置在机架上,所述包装封切平台2的右侧设置有水平向运行的侧推烟装置3,如图10所示,所述包装封切平台2前后两侧设置有两个导向柱2-3,所述导向柱3-2上穿有导向套2-4,所述导向套2-4设置在移动多刀封切装置5的上移动封切装置5-1上,所述上移动封切装置5-1上设置有上下移动封切驱动气缸,所述封切驱动气缸设置在机架1上,所述包装封切平台2的左侧上方设置有上下向运行的压烟装置4,所述压烟装置4位于导向柱2-3的左侧。
如图8和图9所示,所述机架1上设置有导向辊9,用于无纺布的导向,将无纺布沿着设定的通道被拉放,不至于无纺布妨碍包装机其他部件的正常运行。
所述包装封切平台2在侧推烟装置3相对的一侧设置有传送带10,用于将包裹后的烟包传送离开包装机,所述传送带10的上表面与包装封切平台2的表面平齐。
如图11所示,所述移动多刀封切装置5的上移动封切装置5-1,包括包括上固定板件5-11,所述上固定板件成L形,其中一边竖直设置,另一边水平设置,且位于竖直一边的下沿和正面,在竖直一边的背面设置有与导向柱2-3配合的导向套2-4,正面设置有上直线导轨模组5-12,水平一边远离竖直边的一侧设置有第一导向孔5-13,水平一边的下表面设置有一个齿条5-14和一根上导轨5-15,所述齿条5-14和上导轨5-15相互平行,且上导轨5-15位于齿条5-14与第一导向孔5-13之间,所述上导轨5-15上设置有上滑座,所述上滑座上设置有压切刀固定板5-16,用于设置压切刀组5-17,所述压切刀固定板5-16的下表面设置有2个压切刀组5-17,所述压切刀组5-17之间定距设置,其距离等于无纺布宽度与压切刀组数目相除后得到的数据,即距离为138mm,所述上直线导轨模组5-12上设置有上连接板5-18,所述上连接板5-18穿过第一导向孔5-13与多刀固定板5-16连接。
所述压切刀组5-17,包括驱动轮装置和压切刀装置,所述驱动轮装置包括驱动主轴,驱动轴套,驱动齿轮和同步轮,所述驱动主轴穿过轴套,两端分别设置驱动齿轮和同步轮,所述压切刀装置,包括压切主轴,压切轴套,同步轮和压切花轮,所述压切主轴穿过压切轴套,两端分别设置同步轮和压切花轮,所述驱动轮装置和压切刀装置的同步轮位于同一侧,所述压切花轮呈圆柱体,中间部位设置有凸起的切割刀刃,切割刀刃的两侧设置有封接齿圈,所述封接齿圈的数量为8个,平均分布在切割刀刃的两侧,所述封切齿圈上圆周均布有封切齿,其封接齿的尺寸为3×1.5mm。
所述压切刀组5-17上的驱动轮装置固定在压切刀固定板5-16上,所述驱动轮装置上的驱动齿轮和齿条5-14啮合,所述压切刀组5-17上压切刀装置与压切刀固定板5-16之间设置有弹性体,弹性体为弹性橡胶垫,让压切刀装置可弹性微动,确保压切刀装置的压切花轮与下移动超声装置5-2上的变幅杆之间在高频谐振下形成谐振间隙,完成对无纺布的热熔焊接和切割。
如图12所示,所述移动多刀封切装置5的下移动超声装置5-2,包括下固定板5-21,下直线导轨模组5-22、下连接板5-23和超声装置5-24,所述下直线导轨模组5-22和上直线导轨模组5-12的规格型号相同,所述超声装置5-24,包括超声波换能器和变幅杆,所述超声波换能器设置在变幅杆的底部,所述下固定板5-21上开有第二导向孔5-25,用于超声装置5-24穿过,所述下固定板5-21上表面第二导向孔5-25的两侧设置有下导轨5-26,每个下导轨5-26上设有2个下滑块5-27,两个下导轨5-26上相互对应的下滑块5-27上超声装置固定板5-28,所述超声装置5-24设置在超声装置固定板5-28上,所述超声固定板5-28之间设置等距板5-29,让超声装置5-24之间的距离与压切刀组5-17之间的距离相等,均为138mm,在其中一个下导轨5-26的外侧设置下直线导轨模组5-22,所述下直线导轨模组5-22的滑台上固定设置下连接板5-23,与其中一个超声装置固定板5-28连接,带动超声装置5-24沿着下导轨5-26移动。
如图10所示,所述包装封切平台2上设置有长条形封切孔2-1,所述所述超声装置5-24的变幅杆的顶部位于封切孔2-1中,所述封切孔2-1的长度为300mm,如图8和图9所示,所述超声装置5-24的变幅杆上面正对着上封切组件的封切花轮,二者在上直线导轨模组5-12和下直线导轨模组5-22带动下左右运动时,也上下对照,实现移动封切,所示包装封切平台2上的封切孔2-1的右侧设置有无纺布穿过孔2-2,无纺布穿过孔孔2-2内设置有导向辊9,用于无纺布顺利通过包装封切平台2,保证包装的顺利进行。
所述拉膜辊组7的伺服电机7-4、拉力检测辊组6的测力传感器6-3、侧推烟装置3的水平推烟气缸、压烟装置4的竖直下压气缸、下移动封切气缸、移动多刀封切装置5的上直线导轨模组5-12、下直线导轨模组5-22和超声波换能器与控制箱电连接。
本发明中,所述拉膜辊组7、拉力检测辊组6和导向辊9的棍子均为同一尺寸规格的尼龙辊,其直径为50mm。
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。