一种双向纵扭超声振动铆接试验装置
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及航空航天装配设备技术领域,尤其涉及一种双向纵扭超声振动铆接试验装置。
背景技术
压铆工艺已广泛应用于航空航天领域的装配作业,在静态压铆应用于狭小舱段或小口径筒身等加工空间受限零部件加工时,常存在铆钉干涉量不均匀、压铆设备刚性不足等问题。
纵扭超声振动辅助铆接作为一种铆接工艺具有铆钉干涉量均匀、铆钉成形所需压铆力小等优点,但现有技术中的纵扭超声振动辅助铆接设备大多为单向作用于铆钉,并且无法完善工艺参数,因此增加了试错成本。
为此,针对上述的技术问题还需进一步解决。
发明内容
本发明实施例的目的是提供一种双向纵扭超声振动铆接试验装置,以实现对定位单元中的目标物进行双向铆接,在铆接过程中改变振幅以完善工艺参数;在第二超声换能器的作用下,第二纵扭超声变幅杆能够在铆接过程中改变振幅以完善工艺参数。从而减小了试错成本。
为解决上述技术问题,本发明实施例提供如下技术方案:
本发明第一方面提供一种双向纵扭超声振动铆接试验装置,包括支架,所述支架上设置有铆接单元;
所述支架上还设置有定位平台,所述定位平台上设置有定位单元;
所述铆接单元包括:
第一超声振动铆接单元,设置在所述定位单元的一侧并且在所述定位单元上进行铆接,所述第一超声振动铆接单元内分别设置有第一超声换能器,以及可改变振幅的第一纵扭超声变幅杆;
第二超声振动铆接单元,设置在所述定位单元的另一侧并且在所述定位单元上进行铆接,所述第二超声振动铆接单元内分别设置有第二超声换能器,以及可改变振幅的第二纵扭超声变幅杆。
进一步地,所述第一超声振动铆接单元还包括第一动力设备,所述第一动力设备的动力提供至第一连接单元,远离所述第一动力设备侧的所述第一连接单元连接有第一支撑单元,所述第一支撑单元连接有第一定位板, 靠近所述第一支撑单元侧的所述第一定位板上放置所述第一超声换能器,所述第一纵扭超声变幅杆设置在远离所述第一超声换能器侧的所述第一定位板上并且与所述第一超声换能器相连接,远离所述第一定位板侧的所述第一纵扭超声变幅杆连接有第一铆模,所述第一铆模上设置有第一振动传感器。
进一步地,所述第一超声振动铆接单元还包括:
第一横梁,设置在所述支架上,并且同时与所述第一动力设备和所述第一连接单元相连接;
第一通孔,设置在所述第一横梁上;
第一动力传导设备,与所述第一通孔的孔壁相连接,并且所述第一动力传导设备的一侧端部与所述第一动力设备相连接,所述第一动力传导设备的另一端部与所述第一连接单元相连接。
进一步地,所述第一连接单元包括:
第一伸缩件,与所述第一横梁相连接;
第二伸缩件,与远离所述第一横梁侧的所述第一伸缩件进行伸缩连接;
第一连接板,与远离所述第一伸缩件侧的所述第二伸缩件相连接。
进一步地,所述第一支撑单元包括:
第一支撑杆,与所述第一连接板相连接;
第二支撑杆,与所述第一支撑杆的一侧端部相连接;
第三支撑杆,与所述第一支撑杆的另一侧端部相连接。
进一步地,所述定位单元包括:
限位块,设置在靠近所述第一铆模侧的所述定位平台上并且用于固定第一铆接件;
压块,设置在所述第一铆接件上并且用于固定第一铆钉;
固定件,设置在所述第二超声振动铆接单元侧的所述定位平台上,并且用于固定第二铆接件和所述第一铆钉。
进一步地,所述第二超声振动铆接单元包括第二动力设备,所述第二动力设备的动力提供至第二连接单元, 远离所述第二动力设备侧的所述第二连接单元连接有第二支撑单元, 所述第二支撑单元连接有第二定位板,靠近所述第二支撑单元侧的所述第二定位板上放置所述第二超声换能器,所述第二纵扭超声变幅杆设置在远离所述第二超声换能器侧的所述第二定位板上并且与所述第二超声换能器相连接,远离所述第二定位板侧的所述第二纵扭超声变幅杆连接有第二铆模,所述第二铆模上设置有第一压力传感器;
其中,所述第一动力设备和所述第二动力设备之间通过控制线共同连接至控制系统;
所述第一超声换能器和第二超声换能器之间通过信号线共同连接至开关件,所述开关件连接至超声发生器。
进一步地,所述第二超声振动铆接单元还包括:
第二横梁,设置在所述支架上,并且与所述第二动力设备相连接;
第二通孔,设置在所述第二横梁上,所述第二通孔的孔壁与所述第二动力设备相连接。
进一步地,所述第二连接单元包括:
第三伸缩件,与所述第二动力设备相连接;
第四伸缩件,与远离所述第二横梁侧的所述第三伸缩件相连接;
第二连接板,与远离所述第三伸缩件侧的所述第四伸缩件相连接。
进一步地,所述第二支撑单元包括:
第四支撑杆,与所述第二连接板相连接;
第五支撑杆,与所述第四支撑杆的一侧端部相连接;
第六支撑杆,与所述第四支撑杆的另一侧端部相连接。
相较于现有技术,本发明第一方面提供的双向纵扭超声振动铆接试验装置,由于第一超声振动铆接单元和第二超声振动铆接单元之间以定位平台为中心镜像设置,能够对定位单元中的目标物进行双向铆接。同时,在第一超声换能器的作用下,第一纵扭超声变幅杆能够在铆接过程中改变振幅以完善工艺参数;在第二超声换能器的作用下,第二纵扭超声变幅杆能够在铆接过程中改变振幅以完善工艺参数。从而减小了试错成本。
附图说明
通过参考附图阅读下文的详细描述,本发明示例性实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本发明的若干实施方式,相同或对应的标号表示相同或对应的部分,其中:
图1示意性地示出了双向纵扭超声振动铆接试验装置的示意图;
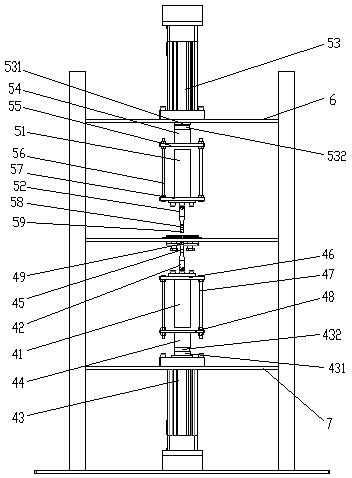
图2示意性地示出了第一超声振动铆接单元和第二超声振动铆接单元的示意图;
图3示意性地示出了另一种双向纵扭超声振动铆接试验装置的示意图;
图4示意性地示出了定位单元的示意图;
附图标号说明:
1、支架;
2、定位单元;21、第一铆接件;22、压块;23、限位块;24、第二铆接件;25、固定件;26、第一铆钉;
3、定位平台;
4、第二超声振动铆接单元;41、第二超声换能器;42、第二纵扭超声变幅杆;43、第二动力设备;431、第三伸缩件;432、第四伸缩件;44、第二连接板;45、第二铆模;46、第二定位板;47、第五支撑杆;48、第四支撑杆;49、第一压力传感器;
5、第一超声振动铆接单元;51、第一超声换能器;52、第一纵扭超声变幅杆;53、第一动力设备;531、第一伸缩件;532、第二伸缩件;54、第一连接板;55、第一支撑杆;56、第二支撑杆;57、第一定位板;58、第一铆模;59、第一振动传感器;
6、第一横梁;
7、第二横梁;
8、超声发生器;81、开关件;
9、控制系统。
具体实施方式
下面将参照附图更详细地描述本公开的示例性实施方式。虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。若未特别指明,实施例中所用的技术手段为本领域技术人员所熟知的常规手段。
需要注意的是,除非另有说明,本发明使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。术语“连接”、“相连”等术语应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接相连。术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
本发明实施例提供了一种双向纵扭超声振动铆接试验装置,如图1所示,包括支架1,支架1上设置有铆接单元。支架1上还设置有定位平台3,定位平台3上设置有定位单元2。铆接单元包括第一超声振动铆接单元5和第二超声振动铆接单元4。第一超声振动铆接单元5,设置在定位单元2的一侧并且在定位单元2上进行铆接,第一超声振动铆接单元5内分别设置有第一超声换能器51,以及可改变振幅的第一纵扭超声变幅杆52。第二超声振动铆接单元4,设置在定位单元2的另一侧并且在定位单元2上进行铆接,第二超声振动铆接单元4内分别设置有第二超声换能器41,以及可改变振幅的第二纵扭超声变幅杆42。
具体地,第一超声振动铆接单元5和第二超声振动铆接单4元之间以定位平台3为中心镜像设置,能够对定位单元2中的目标物进行双向铆接。同时,在第一超声换能器51的作用下,第一纵扭超声变幅杆52能够在铆接过程中改变振幅以完善工艺参数;在第二超声换能器41的作用下,第二纵扭超声变幅杆42能够在铆接过程中改变振幅以完善工艺参数。从而减小了试错成本。
在具体实施例中,结合图1和图2,第一超声振动铆接单元5还包括第一动力设备53,第一动力设备53的动力提供至第一连接单元,远离第一动力设备53侧的第一连接单元连接有第一支撑单元,第一支撑单元连接有第一定位板57, 靠近第一支撑单元侧的第一定位板57上放置第一超声换能器51,第一纵扭超声变幅杆52设置在远离第一超声换能器51侧的第一定位板57上并且与第一超声换能器51相连接,远离第一定位板57侧的第一纵扭超声变幅杆52连接有第一铆模58,第一铆模58上设置有第一振动传感器59。
具体地,第一动力设备53对第一连接单元提供动力,使第一连接单元带动第一支撑单元、第一定位板57、第一超声换能器51和第一铆模58进行伸缩,从而使第一铆模58在定位单元2中进行铆接。在铆接过程中,第一振动传感器59能够获取第一铆模58的振动频率、振动数量、振动范围等振动数据。第一振动传感器59的性能参数为:振动频率10~50KHz,振幅范围0~30μm。
第一纵扭超声变幅杆52的杆壁上加工有多处螺旋凹槽,以实现将纵向超声振动转变为纵扭超声振动并且作用于第一铆模58。
第一纵扭超声变幅杆52与第一超声换能器51之间通过螺纹连接,并且进行同步法向运动。
第一超声换能器51便于实现自动化操作,并且不需要使用通风装置进行散热和排烟。其中,使第一铆模58进行振动或伸缩的方式采用现有技术并且不属于本发明的重点,因此不对其进行详细说明。
靠近第一铆模58侧的第一定位板57的表面连接有法兰,法兰通过螺钉连接在第一定位板57上。法兰既能够有利于第一铆模58与第一超声换能器51相连接,同时又增加了与第一铆模58的接触面积,从而对第一铆模58起到防护作用。
根据不同的应用需求,法兰也可以设置在远离第一铆模58侧的第一定位板57的表面。
第一铆模58中的铆模为铆接模具,也称为铆接头。
在具体实施例中,如图2所示,第一超声振动铆接单元5还包括第一横梁6、第一通孔和第一动力传导设备。第一横梁6,设置在支架1上,并且同时与第一动力设备和第一连接单元相连接。第一通孔,设置在第一横梁6上。第一动力传导设备,与第一通孔的孔壁相连接,并且第一动力传导设备的一侧端部与第一动力设备相连接,第一动力传导设备的另一端部与第一连接单元相连接。
具体地,通过将第一通孔设置在第一横梁6上,第一动力传导设备位于第一通孔内并且第一动力传导设备的一端与第一动力设备53相连接,另一端与第一连接单元相连接,第一动力传导设备将第一动力设备53的动力传递给第一连接单元,使第一动力设备53带动第一连接单元进行伸缩,从而使第一连接单元同步带动第一支撑单元、第一定位板57、第一超声换能器51和第一铆模58进行伸缩,使第一铆模58在定位单元中进行铆接。
本发明中的第一动力设备53为伺服电缸,第一动力设备53对第一支撑单元、第一定位板57、第一超声换能器51和第一铆模58提供压铆力。第一动力设备53的位移行程为0-100mm,第一动力设备53可提供最大压铆力小于30KN,第一动力设备53的运动速度为0.005-500mm/min,第一动力设备53具有锁紧功能。
第一动力传导设备为现有技术中能够实现动力传递的部件或装置,由于其不属于本发明的重点,因此不对其进行详细说明。
在具体实施例中,如图2所示,第一连接单元包括第一伸缩件531、第二伸缩件532和第一连接板54。第一伸缩件531,与第一横梁6相连接。第二伸缩件532,与远离第一横梁6侧的第一伸缩件531进行伸缩连接。第一连接板54,与远离第一伸缩件531侧的第二伸缩件532相连接。
具体地,第一动力传导设备将第一动力设备53的动力传递给第一伸缩件531,第一伸缩件531与第二伸缩件532之间进行伸缩连接,使第二伸缩件532带动第一连接板54伸缩,从而使第一连接板54同步带动第一支撑单元、第一定位板57、第一超声换能器51和第一铆模58进行伸缩并且在该伸缩过程中提升目标伸缩距离的精度,有利于第一铆模58在定位单元2中进行铆接。
在具体实施例中,如图2所示,第一支撑单元包括第一支撑杆55、第二支撑杆56和第三支撑杆。第一支撑杆55,与第一连接板54相连接。第二支撑杆56,与第一支撑杆55的一侧端部相连接。第三支撑杆,与第一支撑杆55的另一侧端部相连接。
具体地,远离第一支撑杆55侧的第二支撑杆56的端部与第一定位板57的一侧端部相连接,远离第一支撑杆55侧的第三支撑杆的端部与第一定位板57的另一侧端部相连接。使第一支撑杆55、第二支撑杆56、第三支撑杆以及第一定位板57之间形成用于放置第一动力设备53的第一空间。
作为另一种实施方式,靠近第一支撑杆55侧的第一横梁6表面连接有第一连接板54,第一连接板54内设置有与第一动力传导设备相连接的第二法兰,远离第一动力传导设备侧的第二法兰连接至第一支撑杆55,从而带动第一支撑杆55进行伸缩。
在具体实施例中,如图4所示,定位单元包括限位块23、压块22和固定件25。限位块23,设置在靠近第一铆模58侧的定位平台3上并且用于固定第一铆接件21。压块22,设置在第一铆接件21上并且用于固定第一铆钉26。固定件25,设置在第二超声振动铆接单元4侧的定位平台3上,并且用于固定第二铆接件24和第一铆钉26。
具体地,固定件25设置在第二超声振动铆接单元4侧的定位平台3上,靠近定位平台3侧的固定件25的端部穿过第二铆接件24后连接至定位平台3。从而有利于第一铆模58在第一铆接件21和第一铆钉26侧进行铆接作业,同时有利于第二铆模45在第二铆接件24侧进行铆接作业。
第一铆钉26与第一铆接件21均置于四个限位块23之间形成的区域内,两个压块22均置于第一铆接件21的上部。第一铆接件21的长度和宽度均小于145mm,厚度小于15mm,第一铆钉26的直径小于10mm。
其中,固定件25可以是螺杆、螺钉中的任一种,也可以是现有技术中能够将第二铆接件24固定在定位平台3上的固定装置。
在具体实施例中,如图2所示,第二超声振动铆接单元4包括第二动力设备43,第二动力设备43的动力提供至第二连接单元, 远离第二动力设备43侧的第二连接单元连接有第二支撑单元,第二支撑单元连接有第二定位板46,靠近第二支撑单元侧的第二定位板46上放置第二超声换能器41,第二纵扭超声变幅杆42设置在远离第二超声换能器41侧的第二定位板46上并且与第二超声换能器41相连接,远离第二定位板46侧的第二纵扭超声变幅杆42连接有第二铆模45,第二铆模45上设置有第一压力传感器49。其中,结合图2和图3,第一动力设备53和第二动力设备43之间通过控制线共同连接至控制系统9。第一超声换能器51和第二超声换能器41之间通过信号线共同连接至开关件81,开关件81连接至超声发生器8。
具体地,第二动力设备43对第二连接单元提供动力,使第二连接单元带动第二支撑单元、第二定位板46、第二超声换能器41和第二铆模45进行伸缩,从而使第二铆模45在定位单元2中进行铆接。在铆接过程中,第一压力传感器49能够获取第二铆模45的测力范围、测力精度等力学数据。第一压力传感器49的性能参数为:测力范围-30KN~30KN,测力精度大于0.2N。
第二纵扭超声变幅杆42的杆壁上加工有多处螺旋凹槽,以实现将纵向超声振动转变为纵扭超声振动并且作用于第二铆模45。
第二纵扭超声变幅杆42与第二超声换能器41之间通过螺纹连接,并且进行同步法向运动。
第二超声换能器41便于实现自动化操作,并且不需要使用通风装置进行散热和排烟。其中,使第二铆模45进行振动或伸缩的方式采用现有技术并且不属于本发明的重点,因此不对其进行详细说明。
靠近第二铆模45侧的第二定位板46的表面连接有法兰,法兰通过螺钉连接在第二定位板46上。法兰既能够有利于第二铆模45与第二超声换能器41相连接,同时又增加了与第二铆模45的接触面积,从而对第二铆模45起到防护作用。
根据不同的应用需求,法兰也可以设置在远离第二铆模45侧的第二定位板46的表面。
第二动力设备43为伺服电机,并且第二动力设备43同时对第二连接单元、第二支撑单元、第二定位板46、第二超声换能器41和第二铆模45起到支撑作用。第二动力设备43的位移行程为0-100mm,第二动力设备43可提供最大压铆力小于30KN,第二动力设备43的运动速度为0.005-500mm/min,第二动力设备43具有锁紧功能。
第二铆模45中的铆模为铆接模具,也称为铆接头。
第一超声换能器51和第二超声换能器41产生的振幅与频率依据目标需求由超声发生器8进行设定。
开关件81为三档开关。
作为另一种实施方式,第一动力设备53和第二动力设备43之间通过控制线共同连接至控制器,控制器连接至控制系统9。
在具体实施例中,如图2所示,第二超声振动铆接单元4还包括第二横梁7和第二通孔。第二横梁7,设置在支架1上,并且与第二动力设备43相连接。第二通孔,设置在第二横梁7上,第二通孔的孔壁与第二动力设备43相连接。
具体地,靠近第二超声换能器41侧的第二动力设备43的端部直接穿过第二横梁7,并且与第二横梁7相卡接。从而在无需其它连接结构或连接装置的情况下,实现第二超声换能器41与第二横梁7的稳定连接。
在具体实施例中,如图2所示,第二连接单元包括第三伸缩件431、第四伸缩件432和第二连接板44。第三伸缩件431,与第二动力设备43相连接。第四伸缩件432,与远离第二横梁7侧的第三伸缩件431相连接。第二连接板44,与远离第三伸缩件431侧的第四伸缩件432相连接。
具体地,第二动力设备43的动力带动第三伸缩件431进行伸缩,第三伸缩件431与第四伸缩件432之间进行伸缩连接,使第四伸缩件432带动第二连接板44伸缩,从而使第二连接板44同步带动第二支撑单元、第二定位板46、第二超声换能器41和第二铆模45进行伸缩并且在该伸缩过程中提升目标伸缩距离的精度,有利于第二铆模45在定位单元2中进行铆接。
在具体实施例中,如图2所示,第二支撑单元包括第四支撑杆48、第五支撑杆47和第六支撑杆。第四支撑杆48,与第二连接板44相连接。第五支撑杆47,与第四支撑杆48的一侧端部相连接。第六支撑杆,与第四支撑杆48的另一侧端部相连接。
具体地,远离第四支撑杆48侧的第五支撑杆47的端部与第二定位板46的一侧端部相连接,远离第四支撑杆48侧的第六支撑杆的端部与第二定位板46的另一侧端部相连接。使第四支撑杆48、第五支撑杆47、第六支撑杆以及第二定位板46之间形成用于放置第二动力设备41的第二空间。
作为另一种实施方式,靠近第四支撑杆48侧的第二动力设备43表面连接有第二连接板44,第二连接板44内设置有与第二动力设备43相连接的第三法兰,远离第二动力设备43侧的第三法兰连接至第四支撑杆48,从而带动第四支撑杆48进行伸缩。
在本发明中,第二动力设备43、第二超声换能器41、第二纵扭超声变幅杆42、第二铆模45、第一铆模58、第一纵扭超声变幅杆52、第一超声换能器51、第一动力设备53、定位平台3的中心孔之间的同轴度大于1:0.001。
在本发明中,第一压力传感器49和第一振动传感器59将获取到的试验数据信息传送至与控制系统9并进行处理。超声发生器8提供振幅和频率可控的纵扭振动,控制系统9或控制器对第一动力设备53和第二动力设备43的压力值和运动速度进行操控。利用第一超声换能器51和第一纵扭超声变幅杆52、第二超声换能器41和第二纵扭超声变幅杆42提供可控的纵扭超声振动,实现纵扭超声振动与静态压铆载荷相叠加的铆接试验。
在进行铆接作业时,根据实际铆接需求,将第一超声换能器51和第二超声换能器41中的任一超声发生器开启工作使第一铆模58或者第二铆模45对第一铆钉26施加力使铆钉屈服变形,同时将已开启的超声发生器的对侧第一动力设备53或第二动力设备43进行开启,使已开启的动力设备侧的第一纵扭超声变幅杆52或第二纵扭超声变幅杆42对已发生屈服后的第一铆钉进行顶紧。在铆钉已发生屈服变形的同时继续开启已开启的第一超声换能器51和第二超声换能器41,以提供纵扭超声振动与静态压铆载荷相叠加的铆接试验。
一种双向纵扭超声振动铆接试验方法,包括:
将第一铆钉26、第一铆接件21、第二铆接件24按照装配顺序放置在定位平台3上并且放置在各限位块23之间形成的区域内,以及由各压块22压紧;
驱动第二动力设备43将第二铆模45上的第一压力传感器49升至定位平台3的上平面并锁紧;
将第一压力传感器49和第一振动传感器59进行归零设置;
第二动力设备43向下驱动,第一铆模58下移至与第一铆钉26的上表面接触;
通过开关件81控制第二超声换能器41发生振动;
驱动第一动力设备53提供下压力,当第一铆钉26发生屈服后,启动第二超声换能器41,使纵扭超声振动与静态压铆叠加,完成纵扭超声振动辅助压铆试验。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。