一种牺牲阳极重量和尺寸自动化检验装置
文献发布时间:2023-06-19 19:16:40
技术领域:
本发明属于检测设备技术领域,具体涉及一种牺牲阳极重量和尺寸自动化检验装置,能够对不同重量规格牺牲阳极特定高度截面的长宽尺寸进行测量。
背景技术:
牺牲阳极是大多数海洋工程水下钢结构阴极保护设计的重要组成部分,具有着陆地一次性安装、工艺可复制性强、工程经验丰富、标准和规范完善等优点。在海洋工程钢结构阴极保护设计中,牺牲阳极的几何形状是影响其利用效率的主要因素。GB/T 4948-2002和GB/T4950-2021规定,牺牲阳极的尺寸和重量是出厂检验时的必检项目,同时也是众多技术协议或合同规定的必检项目,且初始抽样为10块/批。牺牲阳极的重量和尺寸是否符合相关产品标准或图纸要求,是批次产品质量判断的重要指标,尺寸测量的位置和偏差一般通过图纸进行规定,不限于轮廓尺寸。随着生产规模的逐渐扩大,牺牲阳极供货量和检验批次逐渐增加,检验所需的人力成本显著增大,对牺牲阳极自动化检验装置提出了强烈的需求。
目前,广大生产厂家使用普通台秤、吊秤或平台秤对牺牲阳极的重量进行测量,使用卷尺、钢板尺等工具对牺牲阳极某高度时的长宽尺寸进行手工测量。在这种传统测量模式下,牺牲阳极的检测过程由手工完成,效率低下;在半高尺寸测量时,基于采用的工具落后,检测结果偶然误差较大;此外,获得的尺寸和重量数据需要人工录入电脑完成信息流整合。在现有技术书中,未发现有商用成熟的测量技术应用于牺牲阳极检测领域,在其他领域中,中国专利202011582941.2公开的一种板件尺寸自动测量站,包括控制模块、进料机构、厚度测量机构、宽度测量机构、长度测量机构、以及出料机构,所述进料机构包括输送滚筒线,所述输送滚筒线相邻两侧分别设为输送入口和输送出口,与所述输送入口相对的一侧设有第一围挡件,与所述输送出口相对的一侧设有第二围挡件,所述第一围挡件的长度方向垂直于所述输送滚筒线的输送方向,所述第二围挡件的长度方向平行于所述输送滚筒线的输送方向,所述厚度测量机构包括安装架和厚度测量器件,所述安装架设于所述输送滚筒线的输送入口处,所述厚度测量机构位于所述安装架上,用于测量进入所述输送滚筒线的板件的厚度,所述宽度测量机构包括宽度测量驱动装置、宽度测量传送机构、宽度测量推板、以及宽度测量器件,所述宽度测量传送机构设于所述第一围挡件外侧且其传送方向垂直于所述输送滚筒线的输送方向,所述宽度测量推板与所述宽度测量传送机构连接且其位于所述第一围挡件内侧,所述宽度测量驱动装置与所述宽度测量机构连接,并驱动所述宽度测量机构带动所述宽度测量推板朝靠近板件的方向运动直至所述宽度测量推板抵于板件,所述宽度测量器件设于所述宽度测量推板靠近板件的一侧,所述长度测量机构包括长度测量驱动装置、长度测量传送机构、长度测量推板、以及长度测量器件,所述长度测量传送机构设于所述输送滚筒线的输送出口处且其传送方向平行于所述输送滚筒线的输送方向,所述长度测量推板与所述长度测量传送机构连接且其位于所述长度测量传送机构内侧,所述长度测量驱动装置与所述长度测量传送机构连接,并驱动所述长度测量机构带动所述长度测量推板朝靠近板件的方向运动直至所述长度测量推板抵于板件,所述长度测量器件设于所述长度测量推板靠近板件的一侧,所述出料机构包括推板提升驱动装置、出料驱动装置、出料提升驱动装置、以及出料传送机构,所述推板提升驱动装置与所述宽度测量推板连接,并驱动所述宽度测量推板向上提升,所述出料传送机构设于所述输送滚筒线的滚筒之间且其输送方向垂直于所述输送滚筒线的输送方向,所述出料提升装置与所述出料传送机构连接,并驱动所述出料传送机构向上提升以托举板件,所述宽度测量推板向上提升的高度大于所述出料传送机构向上提升的高度,所述出料驱动装置与所述出料传送机构连接,并驱动所述出料传送机构朝所述输送滚筒线的输送出口传送板件,所述控制模块分别与所述宽度测量驱动装置、所述长度测量驱动装置、所述推板提升驱动装置、所述出料驱动装置、以及所述出料提升驱动装置信号连接。其可全自动化、精准、连续测量各种尺寸板件的长度、宽度和厚度数据,节省人力成本,提高生产效率,但是,其没有重量测定模块。中国专利202010861328.8公开的一种机场安检用行李体积与重量自动测量装置,包括壳体和固定块,所述壳体内部固定安装有安装板,且壳体底部与底座固定连接,同时底座上安装有输送带,并且壳体的侧壁上固定安装有限位杆,底座上固定连接有定位板,顶板上侧固定连接有滚轮,且顶板下侧固定连接有定位杆,同时顶板的右端固定连接有限位块;所述固定块固定连接有安装板上,且固定块右侧通过轴承与连接杆固定连接,同时连接杆的右端通过轴承穿过加固块设置,并且连接杆的右端通过轴承固定安装在隔离板上,隔离板固定连接在凸轮内部,且凸轮设置在安装板的上侧,同时凸轮右侧内部设置有传动齿轮,传动齿轮右端与传动轴杆固定连接,且电机装置通过机座固定安装在安装板上;其可实现对机场旅客行李体积和重量的快速检测,并通过显示装置实时反馈,准确高效地对行李体积和重量进行计量和识别判断并实时上传至机场监控中心,可适配尺寸变化的行李箱和包裹,但是,其测定的尺寸为最大轮廓尺寸,不能对特定高度的尺寸进行测量。
因此,研发设计一种牺牲阳极重量和尺寸自动化检验装置,克服现有装置重量尺寸测量不集成和只测量轮廓尺寸的缺点,解决牺牲阳极检验领域,没有重量和尺寸一体化检测设备的问题,具有积极的社会和经济价值。
发明内容:
本发明的目的在于克服现有技术存在的缺点,研发设计一种牺牲阳极重量和尺寸自动化检验装置,进行重量和尺寸检测及数据整理,提高工作效率,为批次牺牲阳极的出厂质量提供可靠和可追溯的评判数据。
为了实现上述目的,本发明涉及的牺牲阳极重量和尺寸自动化检验装置的主体结构包括依次相邻设置的进料区、重量测量区和合格品出料区,以及重量测量区的上方设置的尺寸测量区,尺寸测量区上设置的控制器;此外,进料区的周围还设置有待测品存放区,重量测量区的旁边还设置有不合格品出料区,合格品出料区的周围还设置有合格品存放区,不合格品出料区的周围设置有不合格品存放区。
本发明涉及的进料区、合格品出料区和不合格品出料区均为电机驱动区域,表面均为滚轮结构;重量测量区为台面可旋转的磅秤,测量范围为0.1-50kg,精度为0.01kg;尺寸测量区为基于激光三角测量原理的双相机高速图像采集系统,通过内置的高精度图像处理算法和体积测量算法处理待测品表面漫反射的激光轮廓线,形成三维云点图,测量范围为100mm*10mm*10mm-800mm*500mm*500mm,精度为1mm;待测品存放区、合格品存放区和不合格品存放区均为无电机驱动区域,表面均为滚轮结构,方便牺牲阳极的输送。
本发明涉及的控制器内置有电机驱动系统、信号传输系统和供电系统等模块,能够实现牺牲阳极检验标准预设、测量起止命令的给出、待测品三维云点图的显示,并通过设定提取高度,获得特定位置的尺寸参数,与预设的数值进行比较,实现合格品和不合格品的判定;其中,预设的牺牲阳极检验标准与牺牲阳极规格匹配,且可重复调用。
本发明涉及的牺牲阳极重量和尺寸自动化检验装置使用时,将待测品置于进料区,使面积较大的平面朝下,与滚轮接触,一方面可以实现平稳传输,另一方面可以避免相机测量死角,使三维云点图构建完整,保证测量的可靠性;在控制器中给出单块待测品间隔测量命令或多块待测品连续测量命令后,进料区运转进行进料,待测品到达重量测量区,重量测量区及其上方的尺寸测量区同时工作,测量待测品的重量和尺寸,并将测量结果上传至控制器,控制器将其与预设的数值进行比较,判定为合格品或不合格品并给出合格命令或不合格命令,合格品出料区或不合格品出料区运转进行出料,将待测品运送至合格品存放区或不合格品存放区。
本发明与现有技术相比,能够实现不同规格牺牲阳极特定高度截面长宽尺寸的测量,主体结构包括进料区、重量测量区、合格品出料区、尺寸测量区和控制器,测量时,在控制器中给出单块待测品间隔测量命令或多块待测品连续测量命令后,待测品由进料区到达重量测量区,重量测量区及其上方的尺寸测量区进行重量和尺寸测量,并将测量结果上传至控制器,控制器将其与预设的数值进行比较,判定为合格品或不合格品,分别处置;其结构简单,自动化程度高,增加了检验效率,节省了人力资源,同时具有编码扫描、轮廓尺寸测量、重量测量、合格判定、分拣和数据存储等功能,为批次牺牲阳极的出厂质量提供可靠和可追溯的评判依据。
附图说明:
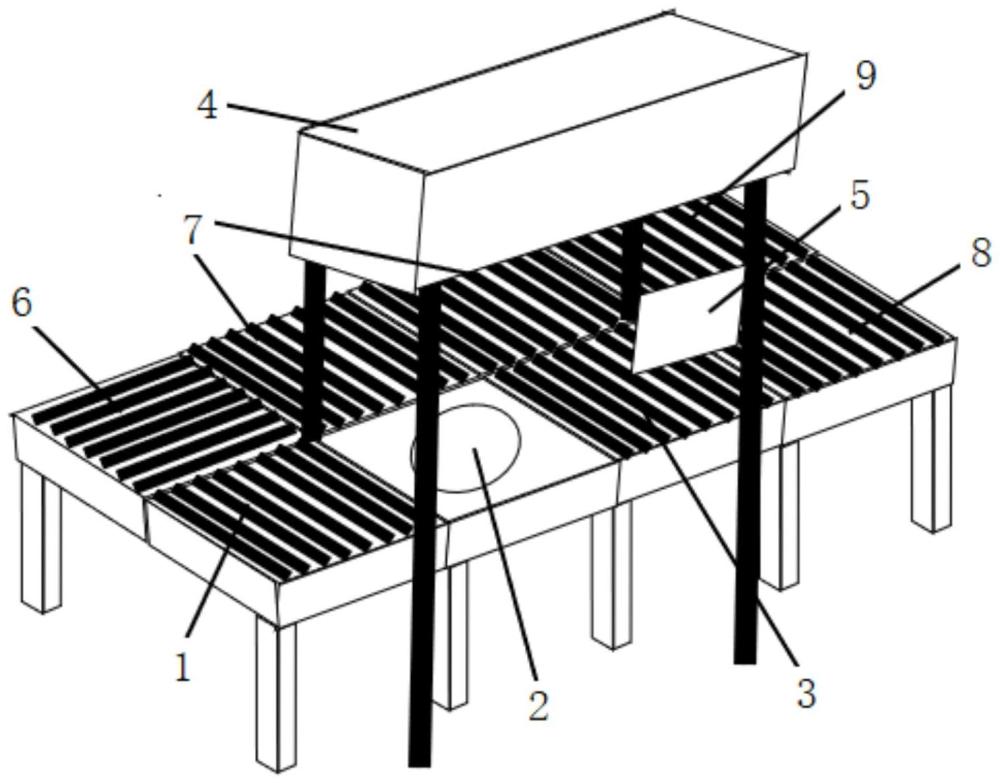
图1为本发明的主体结构示意图。
具体实施方式:
下面通过实施实例并结合附图对本发明做进一步描述。
实施例1:
本实施例涉及的牺牲阳极重量和尺寸自动化检验装置的主体结构包括进料区1、重量测量区2、合格品出料区3、尺寸测量区4、控制器5、待测品存放区6、不合格品出料区7、合格品存放区8和不合格品存放区9;进料区1、重量测量区2和合格品出料区3从左至右依次排布,重量测量区2的上方设置有尺寸测量区4,尺寸测量区4的支撑机构上设置有控制器5;进料区1的后方还设置有待测品存放区6,重量测量区2的后方还设置有两个相邻的不合格品出料区7,合格品出料区3的右方还设置有合格品存放区8,不合格品出料区7的右方设置有不合格品存放区9;合格品存放区8位于不合格品存放区9的前方。
本实施例涉及的控制器5根据牺牲阳极检验的可追溯需求,增加条码扫描、自动拍照、数据归档等模块,以实现牺牲阳极检验过程的高度自动化。
本实施例涉及的牺牲阳极重量和尺寸自动化检验装置测量1块180mm*70mm*35mm-1.20kg的牺牲阳极时:
将牺牲阳极置于进料区1,使面积较大的平面朝下与滚轮接触;
在控制器5中设定牺牲阳极的检验要求:高度0.5mm平面的长度范围为176-184mm,高度0.5mm平面的宽度范围为68-72mm,轮廓高度范围为33-37mm,重量范围为1.14-1.26kg,给出单块牺牲阳极间隔测量命令;
牺牲阳极由进料区1传送至重量测量区2,重量测量区2及其上方的合格品出料区3测量牺牲阳极的重量和尺寸,并将测量结果上传至控制器5,控制器5将其与检验要求进行比较,判定为合格品或不合格品,导出测量数据并给出合格命令或不合格命令,合格品经由合格品出料区3进入合格品存放区8装箱待发,不合格品经由不合格品出料区7进入不合格品存放区9返修。
实施例2:
本实施例涉及的牺牲阳极重量和尺寸自动化检验装置测量10块180mm*(65+75)mm*45mm-1.65kg的牺牲阳极时:
将1块牺牲阳极置于进料区1,使面积较大的平面朝下与滚轮接触;
在控制器5中设定牺牲阳极的检验要求:高度23mm平面的长度范围为176-184mm,高度0.5mm平面的宽度范围为73-77mm,高度45mm平面的宽度范围为63-67mm,轮廓高度范围为43-47mm,重量范围为1.6-1.7kg,给出多块牺牲阳极连续测量命令;
牺牲阳极由进料区1传送至重量测量区2,重量测量区2及其上方的尺寸测量区4测量牺牲阳极的重量和尺寸,并将测量结果上传至控制器5,控制器5将其与检验要求进行比较,判定为合格品或不合格品,导出测量数据并给出合格命令或不合格命令,合格品经由合格品出料区3进入合格品存放区8装箱待发,不合格品经由不合格品出料区7进入不合格品存放区9返修;
第一块牺牲阳极测量结束后,将第二块牺牲阳极置于进料区1,控制器5沿用前序预设进行判定,重复放置牺牲阳极操作,直至十块牺牲阳极全部测量完毕。