一种木材曲面数控雕刻系统及雕刻方法
文献发布时间:2023-06-19 19:40:14
技术领域
本申请涉及木材雕刻的技术领域,尤其是涉及一种木材曲面数控雕刻系统及雕刻方法。
背景技术
现有的木质家具为了增加其美观性,通常会在其表面雕刻复杂美观的花纹。
相关技术中,在木质家具椅的椅腿表面雕刻花纹的过程中,通常需要使用到木材雕刻机,木材雕刻机一般包括机架,机架上设置有用于带动圆柱状木质原材高速转动的驱动机构以及用于对高速转动的原材进行切削雕刻的刻刀,驱动机构一般包括两个高速转动的抵紧头,两个抵紧头分别抵紧于原材的两端,两个抵紧头抵紧原材以实现原材的定位,然后抵紧头高速转动以带动原材高速旋转,当刻刀靠近高速旋转的原材时,刻刀在原材的表面进行切削雕刻,以使原材的表面雕刻出规则的花纹。
针对上述中的相关技术,发明人认为当需要将家具椅的椅腿加工成不规则的弯曲形状时,目前的木材雕刻机无法对其进行加工,只能通过人工手动雕刻进行加工,加工效率低下。
发明内容
为了提高将家具椅的椅腿加工成不规则的弯曲形状时的加工效率,本申请提供一种木材曲面数控雕刻系统及雕刻方法。
本申请提供的一种木材曲面数控雕刻系统及雕刻方法,采用如下的技术方案:
一种木材曲面数控雕刻系统,包括工作台,所述工作台设置有用于固定木材的固定机构以及用于对固定的木材进行自动雕刻操作的雕刻机构,所述固定机构包括用于抵紧木材的抵紧组件以及用于间歇转动被抵紧木材的转动组件,所述转动组件可控制被抵紧木材的转动角度,转动角度设置为90°,所述雕刻机构包括控制台以及刻刀,所述控制台用于驱动所述刻刀对木材进行雕刻操作。
通过采用上述技术方案,固定机构对木材进行固定操作,雕刻机构对固定的木材进行自动雕刻操作,当需要对木材进行不规则雕刻操作时,抵紧组件抵紧木材以实现木材的固定,然后控制台通过预设的程序驱动刻刀对木材朝向刻刀的表面进行雕刻操作,当木材朝向刻刀的表面雕刻操作完成后,转动组件控制被抵紧的木材转动90°,木材上未雕刻的部分转动至朝向刻刀的位置,控制台通过预设的程序继续驱动刻刀对木材朝向刻刀的表面进行雕刻操作,重复上述操作,即可对木材表面进行全方面的雕刻操作,数控雕刻取代人工操作,有利于提高将家具椅的椅腿加工成不规则的弯曲形状时的加工效率。
优选的,所述抵紧组件包括两个抵紧块以及两个第一驱动件,两个所述抵紧块分别位于所述工作台相对的两端,两个所述第一驱动件用于分别驱动两个所述抵紧块朝相互靠近或相互远离的方向移动,当所述刻刀对木材进行雕刻操作时,两个所述抵紧块分别抵紧木材的两端。
通过采用上述技术方案,第一驱动件驱动抵紧块朝相互远离的方向移动,以便于工作人员将待雕刻的木材放置在两个抵紧块之间,且木材的两端分别对准两个抵紧块,然后第一驱动件驱动抵紧块朝相互靠近的的方向移动,两个抵紧块分别抵紧于木材的两端,以实现待雕刻木材需要雕刻时的固定。
优选的,所述转动组件包括转动杆以及第二驱动件,所述转动杆的一端与所述抵紧块固定连接,所述转动杆的另一端与所述第一驱动件转动连接,所述第二驱动件用于驱动所述转动杆沿其轴向间歇转动90°。
通过采用上述技术方案,当刻刀在控制台的控制下对木材朝向刻刀的表面进行雕刻的操作完成后,第二驱动件驱动转动杆沿其轴向转动90°,使得木材雕刻完成的位置从刻刀的雕刻范围移开,木材未雕刻的位置转动至刻刀的雕刻范围内继续进行雕刻操作,从而完成木材表面全方位的不规则雕刻操作。
优选的,所述第二驱动件包括套筒、丝杆以及驱动电机,所述套筒固定套设于所述转动杆,所述丝杆同轴固定设置于所述驱动电机的输出轴,所述套筒的外侧壁设置有与所述丝杆相啮合的齿环。
通过采用上述技术方案,当木材朝向刻刀的表面雕刻操作完成后,驱动电机的输出轴带动丝杆转动,丝杆转动带动与其相啮合的套筒转动,套筒固定套设于转动杆,从而可以带动转动杆转动,转动杆再带动抵紧块转动,两个抵紧板转动以带动被抵紧的木材转动。
优选的,所述工作台设置有用于支撑转动杆的支撑座。
通过采用上述技术方案,支撑座对转动杆进行支撑,有利于提高抵紧块抵紧木材时的稳定性。
优选的,所述工作台设置有用于放置木材的放置架,所述放置架位于两个所述抵紧块之间。
通过采用上述技术方案,当工作人员需要将木材固定时,工作人员将木材放置在放置架上,且木材的两端分别对准两个抵紧块,当抵紧块朝木材的方向移动时,工作人员无需用手扶住木材,从而有利于提高木材固定操作时的便利性。
优选的,还包括顶升组件,所述顶升组件包括顶升气缸以及顶升板,所述固定机构安装于所述顶升板的上板面,所述顶升气缸竖直固定设置于所述工作台,所述顶升气缸的活塞杆与所述顶升板的下板面固定连接。
通过采用上述技术方案,当木材被两个抵紧块抵紧后,顶升气缸的活塞杆拉伸以推动顶升板竖直向上移动,使得被抵紧的木材远离放置架被架空,有利于防止放置架对后续木材的转动操作造成影响。
优选的,所述顶升组件还包括若干个导向杆,若干个所述导向杆竖直固定设置于所述顶升气缸的周侧,若干个所述导向杆活动穿设于所述顶升板。
通过采用上述技术方案,若干个导向杆竖直固定设置于顶升气缸的周侧,且顶升板活动穿设于若干个导向杆,导向杆对顶升板的上下移动进行导向,有利于提高顶升板上下移动时的稳定性,且有利于保持顶升板的水平状态,以便于后续抵紧块对准木材的端部进行抵紧操作。
优选的,所述工作台设置有风枪。
通过采用上述技术方案,在刻刀对木材进行雕刻的过程中,工作人员可以使用风枪将雕刻操作产生的木屑吹走,从而便于工作人员观察雕刻情况。
一种雕刻方法,包括以下步骤:
S1:工作人员将待雕刻的木材放置在放置架上,使得木材位于两个抵紧块之间;
S2:第一驱动件分别驱动两个抵紧块朝相互靠近的方向移动,两个抵紧块分别抵紧于木材的两端;
S3:顶升气缸的活塞杆拉伸以推动顶升板竖直向上移动,顶升板带动固定机构以及被抵紧块抵紧的木材竖直向上移动;
S4:控制台通过预设的程序控制刻刀对木材朝向刻刀的表面进行第一次雕刻;
S5:第一次雕刻完成后,驱动电机带动丝杆转动,丝杆通过与其相啮合的套筒带动抵紧块转动90°,控制台通过预设的程序控制刻刀对转动后木材朝向刻刀的表面进行第二次雕刻;
S6:第二次雕刻完成后,驱动电机带动丝杆再次转动,丝杆通过与其相啮合的套筒带动抵紧块再次转动90°,控制台通过预设的程序控制刻刀对转动后木材朝向刻刀的表面进行第三次雕刻;
S7:第三次雕刻完成后,驱动电机带动丝杆再次转动,丝杆通过与其相啮合的套筒带动抵紧块再次转动90°,控制台通过预设的程序控制刻刀对转动后木材朝向刻刀的表面进行第四次雕刻,第四次雕刻完成即完成木材的全部雕刻操作;
S8:第四次雕刻完成后,顶升气缸的活塞杆收缩以带动顶升板竖直向下移动,顶升板带动雕刻操作完成的木材移动至放置架上,然后第一驱动件分别驱动两个抵紧块朝相互远离的方向移动,两个抵紧块松开木材,工作人员更换新的待雕刻木材,重复上述操作。
通过采用上述技术方案,当需要对木材进行不规则的雕刻操作时,工作人员先通过第一驱动件使两个抵紧块朝相互远离的方向移动,以对工作人员将木材放置在放置架上的操作进行让位,工作人员将木材放置在放置架上,且木材的两端分别对准两个抵紧块,工作人员通过第一驱动件使两个抵紧块朝相互靠近的方向移动,以实现两个抵紧块将木材抵紧固定;木材的固定操作完成后,顶升气缸的活塞杆拉伸以推动顶升板竖直向上移动,使得被抵紧的木材远离放置架,为后续木材的转动操作进行避位;控制台通过预设的程序控制刻刀对木材朝向刻刀的表面进行第一次雕刻操作,当第一次雕刻操作完成后,驱动电机带动丝杆转动,丝杆通过与其相啮合的套筒带动抵紧块转动90°,使得木材雕刻完成的位置从刻刀的雕刻范围移开,而木材未雕刻的位置转动至刻刀的雕刻范围内进行第二次雕刻操作,重复上述转动和雕刻操作,使得木材的表面经过四次雕刻操作,从而实现木材表面全方位的不规则雕刻操作,当木材的不规则雕刻操作完成后,顶升气缸的活塞杆收缩以带动雕刻操作完成的木材返回放置架上进行放置,然后第一驱动件分别驱动两个抵紧块朝相互远离的方向移动,以便于工作人员对雕刻操作完成木材和待雕刻木材之间的替换操作,数控雕刻代替人工操作,从而有利于提高将家具椅的椅腿加工成不规则的弯曲形状时的加工效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过设置抵紧组件和转动组件,当需要对对木材进行不规则雕刻操作时,抵紧组件抵紧木材以实现木材的固定,然后控制台通过预设的程序驱动刻刀对木材朝向刻刀的表面进行雕刻操作,当木材朝向刻刀的表面雕刻操作完成后,转动组件控制被抵紧的木材转动90°,木材上未雕刻的部分转动至朝向刻刀的位置,控制台通过预设的程序继续驱动刻刀对木材朝向刻刀的表面进行雕刻操作,重复上述操作,即可对木材表面进行全方面的雕刻操作,数控雕刻取代人工操作,有利于提高将家具椅的椅腿加工成不规则的弯曲形状时的加工效率。
2.通过设置套筒、丝杆以及驱动电机,当木材朝向刻刀的表面雕刻操作完成后,驱动电机的输出轴带动丝杆转动,丝杆转动带动与其相啮合的套筒转动,套筒固定套设于转动杆,从而可以带动转动杆转动,转动杆再带动抵紧块转动,两个抵紧板转动以带动被抵紧的木材转动,以便于刻刀在其雕刻范围内对木材进行雕刻操作。
3.通过设置顶升气缸以及顶升板,当木材被两个抵紧块抵紧后,顶升气缸的活塞杆拉伸以推动顶升板竖直向上移动,使得被抵紧的木材远离放置架被架空,有利于防止放置架对后续木材的转动操作造成影响。
附图说明
图1是本申请实施例--。
图2是本申请实施例--。
附图标记说明:
1、工作台;2、固定机构;21、抵紧组件;211、抵紧块;212、驱动气缸;22、转动组件;221、转动杆;222、第二驱动件;2221、套筒;2222、丝杆;2223、驱动电机;3、雕刻机构;31、控制台;32、刻刀;4、支撑座;5、放置架;6、顶升组件;61、顶升气缸;62、顶升板;63、导向杆;7、风枪。
具体实施方式
以下结合附图1-2对本申请作进一步详细说明。
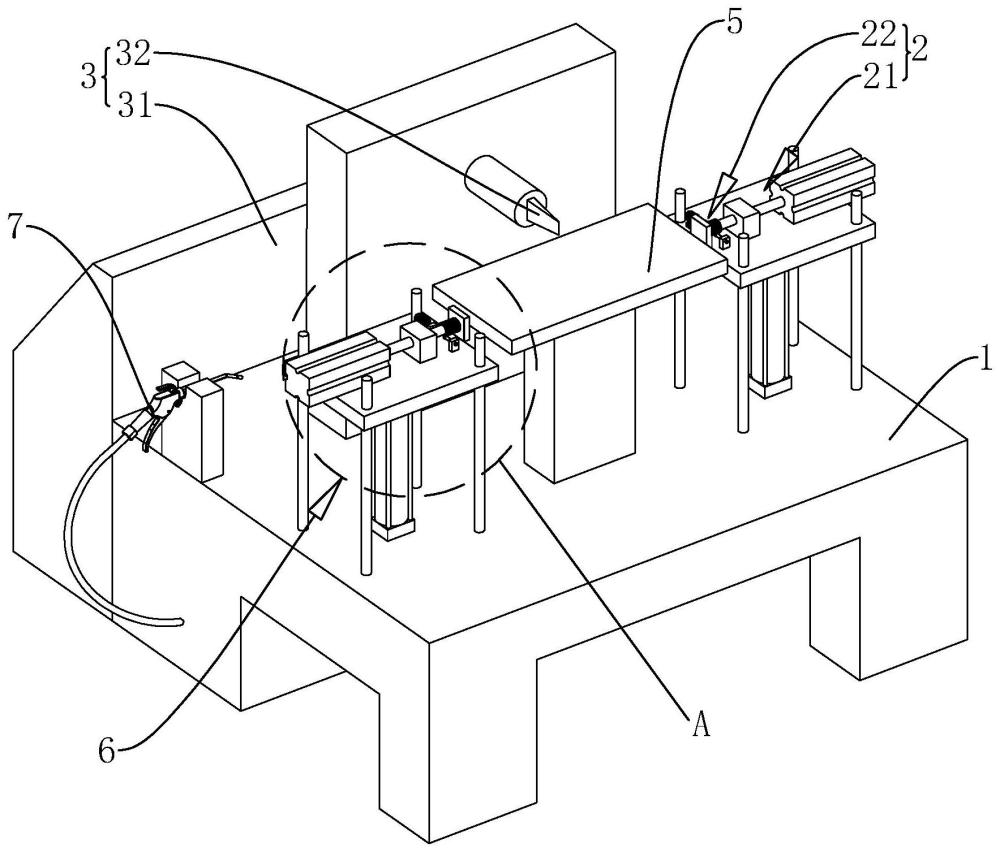
本申请实施例公开一种木材曲面数控雕刻系统,参照图1,包括工作台1,工作台1设置有用于固定待雕刻木材的固定机构2以及用于对固定的木材进行自动雕刻操作的雕刻机构3。具体的,固定机构2包括用于抵紧木材的抵紧组件21以及用于间歇转动被抵紧木材的转动组件22,转动组件22可控制被抵紧木材的转动角度,转动角度设置为90°。
参照图1,雕刻机构3包括控制台31以及刻刀32,控制台31中预设有数控走刀程序,控制台31通过预设的数控走刀程序驱动刻刀32对木材进行雕刻操作,此为数控雕刻机中的常规设置,在此不做赘述。
当需要对木材进行不规则雕刻操作时,抵紧组件21将待雕刻的木材抵紧固定,控制台31按照预设的数控走刀程序控制刻刀32在其雕刻范围内移动,以对木材朝向刻刀32的表面进行雕刻操作,当木材朝向刻刀32的表面雕刻操作完成后,转动组件22驱动被抵紧的木材沿木材的轴向转动90°,使得木材雕刻完成的位置从刻刀32的雕刻范围移开,木材未雕刻的位置转动至刻刀32的雕刻范围内继续进行雕刻操作。
参照图1和图2,抵紧组件21包括两个抵紧块211以及两个第一驱动件,两个抵紧块211分别位于工作台1相对的两端,两个第一驱动件用于分别驱动两个抵紧块211朝相互靠近或相互远离的方向移动,在本实施例中,第一驱动件设置为驱动气缸212,两个驱动气缸212分别位于工作台1相对的两端呈水平相向设置,当刻刀32对木材进行雕刻操作时,两个驱动气缸212驱动两个抵紧块211朝相互靠近的方向移动,使得两个抵紧块211分别抵紧木材的两端,从而实现木材的固定。
参照图1和图2,工作台1设置有用于放置木材的放置架5,放置架5位于两个抵紧块211之间,当需要将木材固定时,工作人员将木材放置在放置架5上,且木材的两端分别对准两个抵紧块211,使得两个抵紧块211在抵紧木材的过程中,工作人员无需用手扶住木块,有利于提高木块抵紧操作时的便利性。
参照图1和图2,木材曲面数控雕刻系统还包括用于将抵紧的木材顶升的顶升组件6,具体的,顶升组件6包括顶升气缸61以及顶升板62,顶升板62呈水平设置,固定机构2安装于顶升板62的上板面,驱动电机2223水平固定设置在顶升板62的上板面,顶升气缸61竖直固定设置于工作台1,且顶升气缸61的活塞杆呈竖直向上设置,顶升气缸61的活塞杆端部与顶升板62的下板面中间位置固定连接。当顶升气缸61的活塞杆拉伸时,顶升气缸61的活塞杆推动顶升板62竖直向上移动,以将被抵紧的木材抬升架空,便于后续转动组件22对木材的转动操作;当顶升气缸61的活塞杆收缩时,顶升气缸61的活塞杆拉动顶升板62竖直向下移动,以将雕刻操作完成的木材送回放置架5上,以便于工作人员对雕刻操作完成和待雕刻木材之间的更换操作,同时,以便于木材的两端分别对准两个抵紧块211。值得一提的是,在本实施例中,顶升组件6设置有两组,两组顶升组件6分设于工作台1的两端以对被抵紧的木材两端进行同步升降操作。
参照图1和图2,顶升组件6还包括若干个导向杆63,在本实施例中,导向杆63的数量设置为四个,四个导向杆63竖直固定设置于顶升气缸61的周侧,且四个导向杆63活动穿设于顶升板62,以保持顶升板62的水平状态,且有利于提高顶升板62升降过程中的稳定性。
参照图1和图2,转动组件22包括转动杆221以及第二驱动件222,转动杆221的一端与抵紧块211的侧壁固定连接,转动杆221的另一端与驱动气缸212活塞杆的端部同轴转动连接,第二驱动件222用于驱动转动杆221沿其轴向间歇转动90°。具体的,第二驱动件222包括套筒2221、丝杆2222以及驱动电机2223,套筒2221固定套设于转动杆221远离驱动气缸212的一端,驱动电机2223水平固定设置于顶升板62的上板面,且驱动电机2223的输出轴与驱动气缸212的活塞杆呈垂直设置,丝杆2222同轴固定设置于驱动电机2223的输出轴,值得一提的是,套筒2221的外侧壁设置有与丝杆2222相啮合的齿环。当驱动气缸212驱动抵紧块211移动时,丝杆2222与套筒2221上的齿环相啮合不会影响转动杆221的移动,同时,当驱动电机2223的输出轴带动丝杆2222转动时,可以通过与丝杆2222相啮合的套筒2221带动转动杆221转动,以实现抵紧块211带动被抵紧的木材转动。在本实施例中,转动杆221每次的转动角度设置为90°,使得木材的表面分成四次进行雕刻操作,有利于提高木材表面的雕刻品质。
参照图1和图2,工作台1设置有用于对转动杆221进行支撑的支撑座4,支撑座4固定设置于顶升板62的上板面,且驱动气缸212的活塞杆活动穿设于支撑座4,以提高抵紧块211移动或转动时的稳定性,同时也提高了抵紧块211抵紧木材时的稳定性。
参照图1和图2,工作台1上还设置有用于清理木屑的风枪7,在刻刀32对木材进行雕刻的过程中,工作人员可以使用风枪7将雕刻操作产生的木屑吹走,从而便于工作人员观察雕刻情况,当雕刻操作出现异常情况时,工作人员可以及时进行停机整改处理。
采用上述结构,本申请实施例所应用的雕刻方法,包括以下步骤:
S1:驱动气缸212驱动两个抵紧块211朝相互远离的方向移动,以为后续工作人员将待雕刻的木材放置在放置架5上时进行让位,工作人员将待雕刻的木材放置在放置架5上,使得木材位于两个抵紧块211之间,且木材的两端分别对准两个抵紧块211,以便于后续两个抵紧块211对木材的抵紧操作;
S2:驱动气缸212的活塞杆拉伸通过转动杆221推动两个抵紧块211朝相互靠近的方向移动,两个抵紧块211分别抵紧于木材的两端,以实现木材的抵紧固定;
S3:顶升气缸61的活塞杆拉伸以推动顶升板62竖直向上移动,顶升板62通过固定机构2带动被抵紧块211抵紧的木材竖直向上移动,使得木材被架空,以便于木材后续的转动操作;
S4:控制台31通过预设的走刀程序控制刻刀32对木材朝向刻刀32的表面进行第一次雕刻;
S5:木材的第一次雕刻完成后,驱动电机2223带动丝杆2222转动,丝杆2222通过与其相啮合的套筒2221带动转动杆221转动,转动杆221与抵紧块211固定连接,使得抵紧块211转动90°,使得木材雕刻完成的位置从刻刀32的雕刻范围移开,而木材未雕刻的位置转动至刻刀32的雕刻范围内,控制台31通过预设的程序控制刻刀32对转动后木材朝向刻刀32的表面进行第二次雕刻;
S6:第二次雕刻完成后,驱动电机2223带动丝杆2222再次转动,丝杆2222通过与其相啮合的套筒2221带动抵紧块211再次转动90°,控制台31通过预设的程序控制刻刀32对转动后木材朝向刻刀32的表面进行第三次雕刻;
S7:第三次雕刻完成后,驱动电机2223带动丝杆2222再次转动,丝杆2222通过与其相啮合的套筒2221带动抵紧块211再次转动90°,控制台31通过预设的程序控制刻刀32对转动后木材朝向刻刀32的表面进行第四次雕刻,第四次雕刻完成即完成木材全方位的不规则雕刻操作;
S8:第四次雕刻完成后,顶升气缸61的活塞杆收缩以带动顶升板62竖直向下移动,顶升板62带动雕刻操作完成的木材移动至放置架5上进行放置,然后驱动气缸212分别驱动两个抵紧块211朝相互远离的方向移动,两个抵紧块211松开木材,工作人员更换新的待雕刻木材,通过重复上述操作,以实现木材的连续雕刻操作。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。