一种薄板烘丝机排潮风门控制方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及烟丝生产技术领域,尤其涉及一种薄板烘丝机排潮风门控制方法。
背景技术
目前,卷烟领域内制丝线上切后叶丝经隧道式回潮机增温增湿后体积迅速膨胀水分达到(22-25)%,然后由振动输送机送入薄板烘丝机与蒸汽加热后筒壁和热风进行热交换,叶丝吸收热量后水分受热蒸发,滚筒内形成高温高湿工艺废气通过排潮管道排出室外,完成对叶丝脱水干燥水分控制要求在(13±0.5)%,以满足其叶丝弹性、卷曲度和填充值内在工艺任务。
在干燥过程中筒壁和热风温度值、排潮风机频率基本为固定值,调节水分主要靠气动执行器调节排潮管道风门开度,来抽吸筒内潮气量大小实现水分控制。气动执行器的气源为压缩空气,由于气体具有压缩性,受排潮风机运行过程中圆柱形管道内形成负压影响,翻板在开关调节过程中阻力较大、存在执行不到位,不够精准,控制器反馈数值总是显示波动状态,造成烘丝机出口水分波动,导致过程控制水分标偏和偏差长期处于不合格状态,严重影响产品质量及同质化要求,增加操作工劳动强度。
因此,亟需一种薄板烘丝机排潮风门控制方法。
发明内容
本发明的目的是提供一种薄板烘丝机排潮风门控制方法,以解决上述现有技术中的问题,能够在预热阶段、干燥阶段和冷却阶段,实施分阶段的矩形调节板的开度调节策略,保证滚筒内潮气平衡,同时矩形调节板不受负压气体影响,保证在矩形管道内的开关量控制更加精准。
本发明提供了一种薄板烘丝机排潮风门控制方法,其中,包括:
对薄板烘丝机的滚筒进行预热,并且在预热过程中,打开矩形调节板,并使矩形调节板的开度稳定在19%-21%,其中,排潮管道和排潮转网的出口管道之间设置有矩形管道,所述矩形调节板设置在所述矩形管道内,并且所述矩形调节板可上下滑动;
在预热完成后进入生产模式,经隧道式回潮机膨胀后的叶丝进入薄板烘丝机内进行干燥,叶丝在滚筒内不断翻炒前进,直至落入出料罩下方的振槽上,并根据叶丝来料水分和干燥后出口水分之间的差值,调节滚筒的温度,同时,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板的开度,其中,所述出料罩设置在所述滚筒的出口端;
生产任务结束后,对薄板烘丝机进行冷却,并且在冷却过程中,将矩形调节板的开度调整到100%,以使滚筒快速降温。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,所述对薄板烘丝机的滚筒进行预热,具体包括:
打开电脑屏幕显示烘丝机操作界面,点击预热启动;
驱动滚筒以第一预设转速旋转,同时驱动排潮风机运转,以在排潮管道内形成负压,将叶丝在热交换过程中所产生的潮气和粉尘由排潮风机吸到集潮箱内,并通过布袋过滤排出室外;
通过气缸、摆动臂、蜗杆轴、蜗轮、丝杆和电动转换器的配合,打开矩形调节板,并根据矩形调节板的实际开度和可伸缩标尺对丝杆上下移动距离的检测结果,使矩形调节板的开度稳定在19%-21%;
通过观察安装在烘丝机的出料罩下部的密封软帘是否向出料罩内部倾斜,以确定滚筒内是否处于负压状态;
通过饱和蒸汽对滚筒提供热能。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,所述驱动滚筒以第一预设转速旋转,同时驱动排潮风机运转,以在排潮管道内形成负压,将叶丝在热交换过程中所产生的潮气和粉尘由排潮风机抽吸到集潮箱内,并通过布袋过滤排出室外,具体包括:
按照PID参数,通过滚筒排潮电机驱动滚筒以5r/min-7r/min的转速旋转,同时排潮电机以30Hz-40Hz的频率带动排潮风机运转,以在由第一管道和第二管道组成的排潮管道内形成负压,将叶丝在热交换过程中所产生的潮气和粉尘由排潮风机抽吸到集潮箱内,通过布袋过滤排出室外,其中,排潮风机和所述集潮箱通过所述第一管道连接,所述第二管道设置在所述集潮箱的入口处,所述排潮转网设置在所述出料罩的上部。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,所述丝杆垂直设置在所述矩形调节板上方,所述丝杆的顶端设置有蜗轮,所述蜗轮的末端设置有蜗杆轴,所述蜗杆轴外部设置有蜗杆,并且所述蜗杆与所述蜗杆轴同轴,所述蜗杆轴连接有摆动臂,所述摆动臂的顶端连接有气缸;所述电动转换器设置在所述矩形管道上部一侧,所述电动转换器与矩形管道螺钉连接,所述可伸缩标尺沿水平方向设置在所述电动转换器上部,
所述通过气缸、摆动臂、蜗杆轴、蜗轮、丝杆和电动转换器的配合,打开矩形调节板,并根据矩形调节板的实际开度和可伸缩标尺对丝杆上下移动距离的检测结果,使矩形调节板的开度稳定在19%-21%,具体包括:
矩形调节板按照PID设定参数值通过电气转化器将压力为0.5Mpa的压缩空气输入到气缸,以驱动气缸的活塞杆拉动摆动臂驱动蜗杆轴与蜗轮啮合,同时蜗轮的内部螺纹与丝杆旋合,逐渐打开矩形调节板,使矩形调节板的开度达到总开度的20%,同时PID控制器将矩形调节板的开度为总开度的20%的执行信号传递到电动转换器,以驱动可伸缩标尺检测所述丝杆的上下移动距离,并将可伸缩标尺的检测结果与气缸驱动矩形调节板的执行信号传递给PLC控制器进行比对,当出现误差时PLC控制器将信号传递给PID控制器进一步修正调节,以确保矩形调节板的开度执行精准到位。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,所述通过饱和蒸汽对滚筒提供热能,具体包括:
饱和蒸汽通过两种方式对滚筒提供热能,第一种方式是通过位于出料罩端面的旋转接头将蒸汽送入旋转的滚筒内,以对12块弧形板和12块抄料板加热,通过滚筒旋转,完成与叶丝在滚筒内热交换达到干燥目的,滚筒内热交换完的蒸汽通过旋转接头排出室外;第二种方式是通过位于滚筒下部的换热器对空气进行加热,形成工艺热风,分别从滚筒的入口和出口送入滚筒内,以对高温高湿叶丝在滚筒内热交换后所产生的潮湿空气进行干燥。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,所述在预热完成后进入生产模式,经隧道式回潮机膨胀后的叶丝进入薄板烘丝机内进行干燥,叶丝在滚筒内不断翻炒前进,直至落入出料罩下方的振槽上,并根据叶丝来料水分和干燥后出口水分之间的差值,调节滚筒的温度,同时,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板的开度,具体包括:
当滚筒的筒壁温度达到130℃-140℃,同时热风温度达到108℃-112℃,屏幕显示预热过程完成后,PLC自动转为生产模式,薄板烘丝机的前端设备和后端设备在联动信号作用下顺序启动;
叶丝干燥,经隧道式回潮机膨胀、水分达到22%-25%的叶丝从左向右进入倾斜安装的薄板烘丝机内,由滚筒排潮电机通过位于滚筒进料端的传动装置驱动滚筒旋转,将滚筒的转速由5r/min-7r/min提高到10r/min-12r/min,滚筒的筒壁温度保持在130℃-140℃、热风温度达到108℃-112℃,叶丝在滚筒内不断翻炒前进直至落入出料罩下方的振槽上,并且当叶丝通过滚筒时,与加热的筒壁直接接触而不断升温,内部水分汽化而干燥;同时位于滚筒的下部换热器将加热后空气,通过主工艺热风机运行,由滚筒上部热风管道从滚筒的入口端上部进入滚筒与叶丝接触,对干燥过程产生的水汽和青杂气进行干燥,同时产生的废气通过排潮转网过滤,排出滚筒外部,达到干燥的目的;并通过对筒温、热风温度和排潮风量的调节,保证叶丝干燥后出口水分稳定,并且在筒温、热风温度和排潮风量的调节过程中,首先调节排潮风量,在通过调节排潮风量不能满足出口水分要求时,再考虑热风风量和筒温的调节,以保证出口水分控制在工艺要求范围内。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,在所述叶丝干燥过程中,滚筒的筒温和热风温度的调节过程为:
叶丝吸收滚筒内壁的由弧形板和抄料板所形成的温度为130℃-140℃筒温带所产生的热量,同时,叶丝随着滚筒以3°倾角旋转,叶丝在滚筒内的抄料板的作用下不断翻滚向前运动,完成热交换过程,使干燥后叶丝水分达到12.5%-13.5%;
经过滚筒下部的换热器加热后的工艺气体温度为108℃-112℃,经热风管道分成两路,一路经滚筒的入口端进入滚筒内,与干燥过程所形成湿热空气进行热交换,并带走潮气;另一路对出料罩内的排潮转网周围的湿热空气进行加热升温,减少结露和冷凝水产生;
PID控制器根据来料水分和干燥后出口水分的差值计算叶丝脱水量,并根据叶丝脱水量自动调节滚筒的温度和热风温度。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,在所述叶丝干燥过程中,排潮风量的调节过程为:通过气缸、摆动臂、蜗杆轴、蜗轮、丝杆和电动转换器的配合,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板的开度,具体包括:
PID控制器计算干燥后出口水设定值与干燥后出口水分实际值的差值,得到水分调节偏差,并根据水分调节偏差通过PID调节电气转化器将满足压力要求的压缩空气输入至气缸,以驱动气缸的活塞杆拉动摆动臂驱动蜗杆轴与蜗轮啮合,同时蜗轮的内部螺纹与丝杆旋合,调节矩形调节板的上下移动距离,以通过调节矩形调节板的开度大小,调节排潮风量,进而调节薄板烘丝机内的相对湿度,进而调节干燥后出口水分与设定值接近,满足干燥后水分要求。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,所述生产任务结束后,对薄板烘丝机进行冷却,并且在冷却过程中,将矩形调节板的开度调整到100%,以使滚筒快速降温,具体包括:
PLC控制器发出指令,筒壁供给蒸汽阀门关闭,换热器供给蒸汽阀门关闭,滚筒依据PID参数设置以5r/min-7r/min速度继续运转;
矩形调节板按照PID设定参数值通过电气转化器将压力为3Mpa的压缩空气输入至气缸,以驱动气缸的活塞杆拉动摆动臂驱动蜗杆轴与蜗轮啮合,同时蜗轮的内部螺纹与丝杆旋合,逐渐打开矩形调节板,将矩形调节板的开度调整到100%,快速降低滚筒的筒体温度;
筒壁蒸汽回水温度传感器检测到水温达到预设温度阈值时,将信号反馈给PLC控制器,PLC控制器发出指令使滚筒停止运行。
如上所述的薄板烘丝机排潮风门控制方法,其中,优选的是,在薄板烘丝机的预热、干燥和冷却过程中,矩形调节板的移动量调整过程为:
根据摆动臂在气缸的活塞杆弧形孔的边缘到蜗杆的轴线距离r,通过以下公式计算摆动臂在气缸的活塞杆弧形孔内沿水平方向的摆动范围为x时,蜗杆所对应的旋转角度
根据蜗杆所对应的旋转角度
其中,通过以下公式计算传动比i,i=Z2/Z1,其中,Z1表示蜗杆的头数,Z2表示蜗轮的齿数;
根据蜗轮的旋转角度和丝杆的螺距P,通过以下公式计算矩形调节板的移动量S:
本发明提供一种薄板烘丝机排潮风门控制方法,在预热阶段,打开矩形调节板,并使其开度稳定在19%-21%;在干燥阶段,叶丝在滚筒内不断翻炒前进,直至落入出料罩下方的振槽上,并根据叶丝来料水分和干燥后出口水分之间的差值,调节滚筒的温度,同时,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板的开度;在冷却阶段,将矩形调节板的开度调整到100%,以使滚筒快速降温,能够实现矩形调节板移动量的无级调整,保证滚筒内潮气平衡,以迅速满足出口水分达到设定值的要求;通过气缸、摆动臂、蜗杆轴、蜗轮、丝杆和电动转换器的配合,打开矩形调节板,并根据矩形调节板的实际开度和可伸缩标尺对丝杆上下移动距离的检测结果,调节矩形调节板的开度,实现烘丝机出口水分的自动调节功能;电气与机械高度融合作为矩形调节板的调节动力源,执行机构由圆形翻板改变为矩形调节板,矩形调节板不受负压气体影响,保证在矩形管道内的开关量控制更加精准,使得烘丝机滚筒内潮气能够得到及时准确排放,从而保证烘丝机出口水分稳定;提高烘后水分标偏和偏差合格率,同时叶丝弹性、卷曲度和填充值产品质量得到了大幅度提升,减少操作工频繁干预和调节水分控制的劳动强度。
附图说明
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
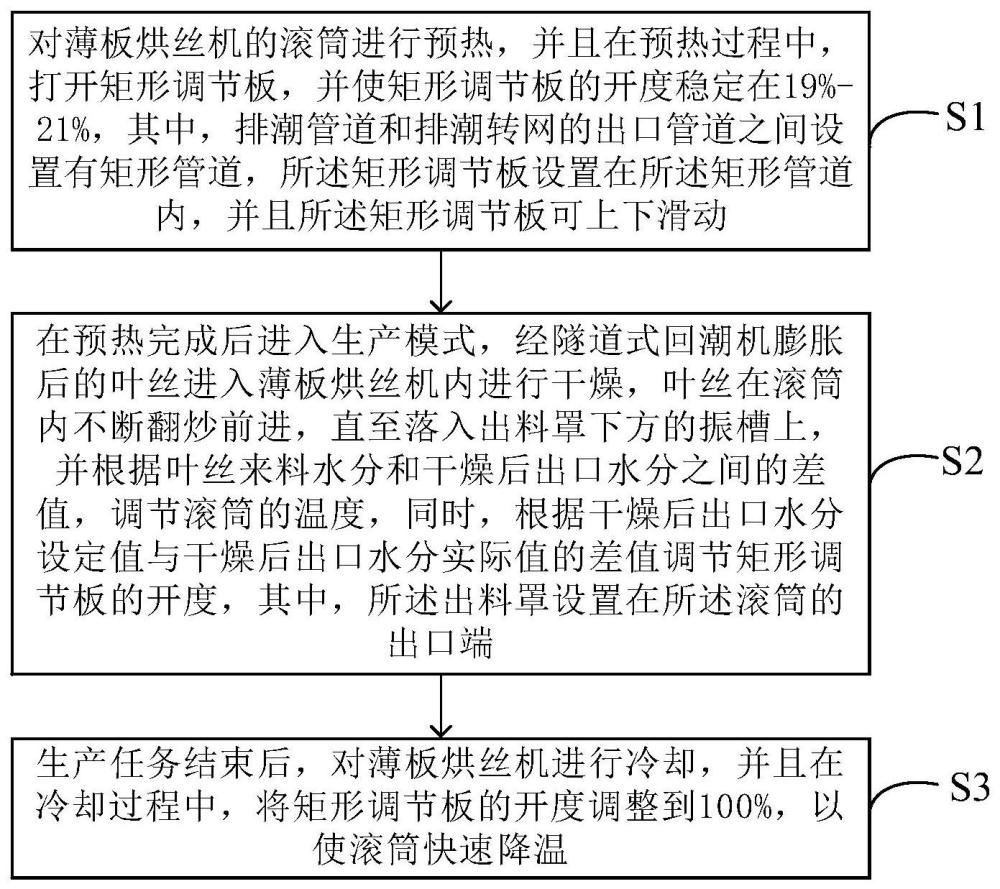
图1为本发明提供的薄板烘丝机排潮风门控制方法实施例的流程图;
图2为本发明提供的薄板烘丝机排潮风门控制装置实施例的结构示意图;
图3为图2沿方向D的剖视图;
图4为计算矩形调节板的移动量的原理示意图。
附图标记说明:1-排潮电机,2-排潮风机,3-第一管道,4-第一法兰,5-集潮箱,6-第二管道,7-外螺纹丝杆,8-蝶形弹簧,9-防护罩,10-有机玻璃板,11-蜗轮,12-蜗杆,13-摆动臂,14-蜗杆轴,15-拉簧,16-气缸,17-第一固定架,18-第二法兰,19-丝杆,20-可伸缩标尺,21-电动转换器,22-螺杆,23-分体压盖,24-密封室,25-滚动轴承,26-隔套,27-异型螺母,28-开口销,29-光轴,30-卡簧,31-推力球轴承,32-U型槽,33-光轴螺杆,34-铜套,35-矩形调节板,36-U型石墨槽,37-密封毛刷,38-调节螺杆,39-排潮转网,40-出料罩,41-滚筒,42-支架,43-矩形管道,44-法兰孔,45-第二固定架,47-活塞杆圆弧孔。
具体实施方式
现在将参照附图来详细描述本公开的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。本公开可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本公开透彻且完整,并且向本领域技术人员充分表达本公开的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、材料的组分、数字表达式和数值应被解释为仅仅是示例性的,而不是作为限制。
本公开中使用的“第一”、“第二”:以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
在本公开中,当描述到特定部件位于第一部件和第二部件之间时,在该特定部件与第一部件或第二部件之间可以存在居间部件,也可以不存在居间部件。当描述到特定部件连接其它部件时,该特定部件可以与所述其它部件直接连接而不具有居间部件,也可以不与所述其它部件直接连接而具有居间部件。
本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
如图1所示,本发明实施例提供了一种薄板烘丝机排潮风门控制方法,该方法是基于一种薄板烘丝机排潮风门控制装置来实现,如图2和图3所示,薄板烘丝机排潮风门控制装置包括:支架42,位于地面上,所述支架42上设置有滚筒41,所述滚筒41的出口端设置有出料罩40,所述出料罩40上部设置有排潮转网39;二层地面上依次设置有排潮风机2和集潮箱5,所述排潮风机2和所述集潮箱5通过第一管道3连接,所述集潮箱5的入口设置有第二管道6,所述第二管道6和所述排潮转网39的出口管道之间设置有矩形管道43;所述矩形管道43内部设置有可滑动的矩形调节板35,所述矩形调节板35上方垂直设置有丝杆19,所述矩形管道43上部一侧设置有电动转换器21,另一侧设置有第一固定架17,电动转换器21与矩形管道43螺钉连接,所述电动转换器21上部沿水平方向设置有可伸缩标尺20,所述可伸缩标尺20用于检测所述丝杆19的上下移动距离;所述丝杆19的顶端设置有蜗轮11,所述蜗轮11的末端设置有蜗杆轴14,所述蜗杆轴14外部设置有蜗杆12,并且所述蜗杆12与所述蜗杆轴14同轴,所述蜗杆轴14连接有摆动臂13,所述摆动臂13的顶端连接有气缸16,所述摆动臂13的下端连接有拉簧15,所述拉簧15的末端与所述第一固定架17连接。
如图1所示,本实施例提供的薄板烘丝机排潮风门控制方法在实际执行过程中,具体包括如下步骤:
步骤S1、对薄板烘丝机的滚筒41进行预热,并且在预热过程中,打开矩形调节板35,并使矩形调节板35的开度稳定在19%-21%(例如为20%),其中,排潮管道和排潮转网39的出口管道之间设置有矩形管道43,所述矩形调节板35设置在所述矩形管道43内,并且所述矩形调节板可上下滑动。
在本发明的薄板烘丝机排潮风门控制方法的一种实施方式中,所述步骤S1具体可以包括:
步骤S11、打开电脑屏幕显示烘丝机操作界面,点击预热启动。
步骤S12、驱动滚筒41以第一预设转速旋转,同时驱动排潮风机运转,以在排潮管道内形成负压,将叶丝在热交换过程中所产生的潮气和粉尘由排潮风机2抽吸到集潮箱5内,并通过布袋过滤排出室外。
具体地,按照PID参数,通过滚筒排潮电机驱动滚筒41以5r/min-7r/min(例如为6r/min)的转速旋转,同时排潮电机1以30Hz-40Hz(例如为35Hz)的频率带动排潮风机2运转,以在由第一管道3和第二管道6组成的排潮管道内形成负压,将叶丝在热交换过程中所产生的潮气和粉尘由排潮风机2抽吸到集潮箱5内,通过布袋过滤排出室外,其中,排潮风机2和所述集潮箱5通过所述第一管道3连接,所述第二管道6设置在所述集潮箱5的入口处,所述排潮转网39设置在所述出料罩40的上部。
进一步地,出料罩40与滚筒41法兰连接,通过减速机链传动驱动滚筒41旋转。如图2所示,排潮转网39安装在出料罩40内部,用于抽吸及过滤滚筒41内在叶丝干燥过程中所产生的潮气;通过支架42支撑滚筒41旋转运行。所述第一固定架17与所述矩形管道43焊接为一体;所述排潮转网39的出口管道上方设置有第二固定架45,所述气缸16位于所述第二固定架45上方,所述气缸16与所述第二固定架45通过螺栓固定。
更进一步地,所述排潮风机2一侧设置有排潮电机1,用于驱动所述排潮风机2旋转,并且所述排潮电机1与所述排潮风机2同轴连接,如图2所示,排潮电机1位于排潮风机2左侧;所述第一管道3通过第一法兰4分别与所述排潮风机2的入口和所述集潮箱5的出口连接,集潮箱5通过第一法兰4与第一管道3螺栓连接;所述矩形管道43两端分别通过第二法兰18与所述第二管道6和所述排潮转网39的出口管道连接,所述第二法兰18与所述第二管道6螺栓连接,如图1所示,第二管道6的管径大于第一管道3的管径;如图2所示,所述第二法兰18四周开设有若干法兰孔44,通过穿过所述法兰孔44的螺栓将所述第二管道6与所述矩形管道43连接。
进一步地,所述矩形调节板35上部设置有U型槽32,所述矩形调节板35和所述U型槽32的内孔中设置有铜套34,并且所述铜套34与所述矩形调节板35和所述U型槽32的内孔过盈配合;所述U型槽32与所述铜套34的圆孔内设置有光轴螺杆33,并且所述光轴螺杆33分别与所述U型槽32和所述铜套34过盈配合,可以提高运行稳定性,减少移动过程中的摩擦,延长使用寿命,同时便于拆卸和保养。矩形调节板35上开设有供光轴螺杆33穿过的圆孔,如图2的部分C的放大图所示,铜套34镶设在矩形调节板35上的中部圆孔内,U型槽32的圆孔内也镶有铜套34并且与矩形调节板35圆孔同轴;所述U型槽32的外侧设置有异型螺母27和外螺纹丝杆7,并且所述异型螺母27与所述外螺纹丝杆7通过螺纹旋合锁紧;所述异型螺母27的凹槽内设置有开口销28,所述开口销28穿过所述外螺纹丝杆7的丝杆圆孔与所述凹槽的槽口对应锁紧,异型螺母27的圆周方向等分有六个非贯穿的凹槽,开口销28穿过外螺纹丝杆7留有的圆孔与异型螺母27的凹槽槽口对应锁紧。光轴螺杆33的一端为外螺纹丝杆7,通过与异型螺母27旋合,将U型槽32与矩形调节板35锁紧,在具体实现中,当异型螺母27锁紧到位后,开口销28依次穿过异型螺母27的槽口和与外螺纹丝杆7同向圆孔后将其固定,防止异型螺母27松动。
更进一步地,所述光轴螺杆33的光轴上与所述U型槽32的开槽位置处设置有蝶形弹簧8,并且所述蝶形弹簧8的内圈位于所述光轴螺杆33的光轴上,以张紧U型槽32与矩形调节板35之间的距离。如图2的部分C的放大图所示,光轴螺杆33穿过U型槽32、矩形调节板35和铜套34的圆孔以及蝶形弹簧8的内圈,U型槽32与矩形调节板35之间的间隙由蝶形弹簧8进行补偿。U型槽32的两端内侧与矩形调节板35的接触位置,通过安装在光轴螺杆33上的蝶形弹簧8进行限位,能够防止矩形调节板35在提升或者下降过程中在左右方向上发生偏摆,造成卡滞现象,同时也防止矩形调节板35与U型槽32之间发生硬摩擦。
进一步地,所述U型槽32上部设置有密封室24,并且所述密封室24与所述U型槽32机加工为一体;所述密封室24内部沿垂直方向设置有光轴29,所述光轴29位于所述丝杆19下方,并与与丝杆19机加工为一体,并且光轴29与蜗轮11的内孔中的螺纹旋合;所述光轴29上套设有一对沿垂直方向间隔设置的滚动轴承25,并且所述滚动轴承25与所述光轴29过盈配合,U型槽32上部的密封室24为滚动轴承25提供安装位置也就是相当于轴承座,同时起到防尘密封润滑作用;两个所述滚动轴承25之间的所述光轴29上套设有隔套26,并且所述隔套26与所述光轴29间隙配合,通过隔套26将一对滚动轴承25隔离开,以减少在光轴29旋转过程中在两轴承内圈之间产生的摩擦阻力,滚动轴承25和隔套26的孔在密封室24内,并与光轴29过盈配合;下方的所述滚动轴承25下方设置有卡簧30,所述光轴29的下端侧壁开设有卡簧槽,所述卡簧30设置在所述卡簧槽内,用于限制光轴29的轴向窜动,防止光轴29在上升过程与轴承分离,同时也起到在旋转过程中拉动U型槽32的作用;所述光轴29的下方沿水平方向设置有两个推力球轴承31,并且所述推力球轴承31与所述光轴29滚动摩擦,光轴29的下端面作用在推力球轴承31的滚动体上,以减少光轴29旋转时的底部摩擦阻力,进而实现U型槽32的快速升降,从而自动调节矩形调节板35的开度。
更进一步地,所述密封室24上部设置有分体压盖23,所述分体压盖23上部在所述光轴29两侧设置有螺杆22,所述螺杆22与密封室24通过螺纹连接,以通过螺杆22将所述分体压盖23与所述密封室24密封连接。分体压盖23能起到防尘密封作用,分体压盖23由螺杆22进行锁紧。
进一步地,所述矩形调节板35与所述矩形管道43的接口处通过密封毛刷37进行密封,防止矩形管道43内的潮汽外溢;所述密封毛刷37具有凹槽支架,所述矩形管道43的上部设置有调节螺杆38,并且所述调节螺杆38与所述密封毛刷37的所述凹槽支架的内螺纹孔旋合,凹槽支架可以为密封毛刷37提供安装位置。
步骤S13、通过气缸16、摆动臂13、蜗杆轴14、蜗轮11、丝杆19和电动转换器21的配合,打开矩形调节板35,并根据矩形调节板35的实际开度和可伸缩标尺20对丝杆19上下移动距离的检测结果,使矩形调节板35的开度稳定在19%-21%(例如为20%)。
其中,所述丝杆19垂直设置在所述矩形调节板35上方,所述丝杆19的顶端设置有蜗轮11,所述蜗轮11的末端设置有蜗杆轴14,所述蜗杆轴14外部设置有蜗杆12,并且所述蜗杆12与所述蜗杆轴14同轴,所述蜗杆轴14连接有摆动臂13,所述摆动臂13的顶端连接有气缸16;所述电动转换器21设置在所述矩形管道43上部一侧,所述电动转换器21与矩形管道43螺钉连接,所述可伸缩标尺20沿水平方向设置在所述电动转换器21上部。
进一步地,如图2所示,可伸缩标尺20的左端安装在电动转换器21上,右端安装在丝杆19顶端,作为电动转换器21的执行部分,用于实时检测丝杆19的旋转运行状态,具体是检测蜗轮11的内螺纹与丝杆19旋合,拉动矩形调节板35在矩形管道43内的上下移动距离。电动转换器21作为可伸缩标尺20的信号动力源。矩形管道43提供便于安装矩形调节板35的空间。
更进一步地,所述蜗轮11的内圈为螺纹,并与所述丝杆19螺纹旋合,所述蜗轮11的外螺纹与所述蜗杆12啮合;所述蜗杆12与所述蜗杆轴14为分体式,并通过键连接;所述摆动臂13位于蜗杆轴14的端面方孔内,所述摆动臂13的方孔与所述蜗杆轴14通过键连接;所述气缸16的活塞杆与所述摆动臂13的圆孔通过销钉和锁片配合连接。在运行过程中,气缸16由压缩空气供给驱动活塞杆来拉动摆动臂13摆动一定角度,进而驱动蜗轮11转动,拉簧15的两端开口处连接摆动臂13的下孔和第一固定架17的圆孔内,防止外界因素对传动造成干扰。
具体地,矩形调节板35按照PID设定参数值通过电气转化器将压力为0.5Mpa的压缩空气输入到气缸16,以驱动气缸16的活塞杆拉动摆动臂13驱动蜗杆轴14与蜗轮11啮合,同时蜗轮11内部螺纹与丝杆19旋合,逐渐打开矩形调节板35,使矩形调节板35的开度达到总开度的20%,同时PID控制器将矩形调节板35的开度为总开度的20%的执行信号传递到电动转换器21,以驱动可伸缩标尺20检测所述丝杆19的上下移动距离,并将可伸缩标尺的检测结果与气缸16驱动矩形调节板35的执行信号传递给PLC控制器进行比对,当出现误差时PLC控制器将信号传递给PID控制器进一步修正调节,以确保矩形调节板35的开度执行精准到位。进一步地,所述拉簧15的两端分别位于所述摆动臂13和所述第一固定架17的圆孔内,通过拉簧15可以限制摆动臂13的自由度。同时拉簧15拉动摆动臂13的下端与第一固定架17固定,保持与气缸16的输出与输入力的平衡,防止蜗杆12与蜗轮11无序进给。
如有误差则通过气缸16的活塞杆推拉,带动丝杆19进行纠偏,具有自调节功能。可伸缩标尺20的调节反馈范围是矩形调节板35起始位置,解决了因烘丝机生产过程中排潮管道内处于负压状态,气体对排潮风门控制精度的影响。
进一步地,所述矩形管道43的两侧内壁上设置有U型石墨槽36,并且所述矩形调节板35可在所述U型石墨槽36中滑动,并且U型石墨槽36的内壁为石墨镶条,通过U型石墨槽36,便于上下调节矩形调节板35,并对矩形调节板35的摆动进行限位;所述排潮转网39与出料罩40通过轴承座固定;所述第二管道6通过位于所述第二管道6内部的法兰与所述集潮箱5密封连接。其中,矩形调节板35的安装位置为矩形管道43内,排潮调节风门为矩形调节板35,在具体实现中,将矩形调节板35插入U型石墨槽36内,能够实现矩形调节板35的上下运动,调节抽吸滚筒41内通过排潮转网39的潮汽量大小,实现烘丝机的出口水分控制。
现有技术中,调节排潮风量的执行机构为安装在圆形管道内的圆形风门,并且圆形风门通过螺钉作用在圆形管道内的沿竖直方向设置的杆件上,动力源为作用在杆件上的气动阀头,圆形管道内长期处于负压状态下,导致圆形风门存在摆动现象,调节过程有风阻存在,使得响应速度缓慢,动力源为气体,容易压缩受管道负压压力影响,会产生波动。以上多种原因导致圆形风门不能够及时将滚筒内的潮气排出室外。本申请采用安装在矩形管道43内的矩形调节板35代替圆形风门,并矩形管道43内侧沿宽度方向安装用于供矩形调节板35上下移动的U型石墨槽36,防止矩形管道43内的负压风对矩形调节板35的摆动产生影响,同时执行机构为气缸16驱动蜗轮11和蜗杆12传动具有自锁性,所以矩形调节板35不受管道负压气体影响,保证在矩形管道43内的开关量控制更加精准,使得烘丝机的滚筒41内的潮气能够得到及时准确排放,从而保证烘丝机出口水分稳定;提高烘后水分标偏和偏差合格率,同时叶丝弹性、卷曲度和填充值产品质量得到了大幅度提升,减少操作工频繁干预和调节水分控制的劳动强度。
进一步地,如图2所示,所述矩形管道43上部设置有防护罩9,并且所述防护罩9与所述矩形管道43通过螺钉连接;所述防护罩9两侧设置有有机玻璃板10,并且所述有机玻璃板10与防护罩9通过螺钉连接;所述蜗轮11、所述蜗杆12、所述摆动臂13、所述蜗杆轴14、所述拉簧15、所述第一固定架17和所述丝杆19位于所述防护罩9内部,所述蜗杆轴14一端与所述防护罩9通过轴承座固定。通过防护罩9将矩形调节板35的调节机构、传动机构密封在罩体内,两侧安装有机玻璃板10通过螺钉固定在钢板框架上,便于在运行时观察其状态,其余两侧为钢板固定。防护罩9的一侧(例如为左侧)开设有供可伸缩标尺20进行升降的长孔。
步骤S14、通过观察安装在烘丝机的出料罩40下部的密封软帘是否向出料罩40内部倾斜(例如具有10°的倾角),以确定滚筒41内是否处于负压状态,以防止滚筒41内的粉尘外喷。
步骤S15、通过饱和蒸汽对滚筒41提供热能。
具体地,饱和蒸汽通过两种方式对滚筒41提供热能,第一种方式是通过位于出料罩40端面的旋转接头将蒸汽送入旋转的滚筒41内,以对12块弧形板和12块抄料板加热,通过滚筒41旋转,完成与叶丝在滚筒41内热交换达到干燥目的,滚筒41内热交换完的蒸汽通过旋转接头排出室外;第二种方式是通过位于滚筒41下部的换热器对空气进行加热,形成工艺热风,分别从滚筒41的入口和出口送入滚筒41内,以对高温高湿叶丝在滚筒41内热交换后所产生的潮湿空气进行干燥。
步骤S2、在预热完成后进入生产模式,经隧道式回潮机膨胀后的叶丝进入薄板烘丝机内进行干燥,叶丝在滚筒41内不断翻炒前进,直至落入出料罩40下方的振槽上,并根据叶丝来料水分和干燥后出口水分之间的差值,调节滚筒41的温度,同时,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板35的开度,其中,所述出料罩40设置在所述滚筒41的出口端。
在本发明的薄板烘丝机排潮风门控制方法的一种实施方式中,所述步骤S2具体可以包括:
步骤S21、当滚筒41的筒壁温度达到130℃-140℃,同时热风温度达到108℃-112℃,屏幕显示预热过程完成后,PLC自动转为生产模式,薄板烘丝机的前端设备和后端设备在联动信号作用下顺序启动。
其中,筒壁温度和热风温度这两个条件是独立的、且需要同时满足要求的。
步骤S22、叶丝干燥,经隧道式回潮机膨胀、水分达到22%-25%的叶丝从左向右进入倾斜安装的薄板烘丝机内,由滚筒排潮电机通过位于滚筒41进料端的传动装置驱动滚筒41旋转,将滚筒41的转速由5r/min-7r/min(例如为6r/min)提高到10r/min-12r/min(例如为11r/min),滚筒41的筒壁温度保持在130℃-140℃、热风温度达到108℃-112℃,叶丝在滚筒41内不断翻炒前进直至落入出料罩40下方的振槽上,并且当叶丝通过滚筒41时,与加热的筒壁直接接触而不断升温,内部水分汽化而干燥;同时位于滚筒41的下部换热器将加热后空气,通过主工艺热风机运行,由滚筒41上部热风管道从滚筒41的入口端上部进入滚筒41与叶丝接触,对干燥过程产生的水汽和青杂气进行干燥,同时产生的废气通过排潮转网39过滤,排出滚筒41外部,达到干燥的目的;并通过对筒温、热风温度和排潮风量的调节,保证叶丝干燥后出口水分稳定,并且在筒温、热风温度和排潮风量的调节过程中,首先调节排潮风量,在通过调节排潮风量不能满足出口水分要求时,再考虑热风风量和筒温的调节,以保证出口水分控制在工艺要求范围内。
通过滚筒41的筒温和热风温度均可对烟丝进行干燥,同时矩形调节板35的开度大小决定了排潮风量,改变了烘丝机内的相对湿度,在叶丝干燥脱水控制过程中,筒温、热风温度以及排潮风量三者协调配合保证叶丝干燥后出口水分稳定,由于滚筒41的出料端距检测水分仪最近,通过调节矩形调节板35的开度,以调节排潮风量大小最直接、响应速度最快。当烘丝机排潮系统出现故障或者排潮风门调整不当,导致蒸发出水分不能排走,干燥温度提高,造成叶丝温度升高,最后出现烘丝机出料叶丝水分及温度过高现象。蒸发水分不能排走,只能从烘丝机出料口逸出,同时一部分蒸汽会集聚在出料罩40的内壁上和排潮转网39上结露,并与烟沫灰尘混合产生黑水,黑水流下进入干燥后的叶丝中,造成出口水分波动。因此,排潮系统的正确控制对烘丝机和设备正常工作非常重要。
本发明在一些实施方式中,在所述叶丝干燥过程中,滚筒41的筒温和热风温度的调节过程为:
步骤S221、叶丝吸收滚筒41内壁的由弧形板和抄料板所形成的温度为130℃-140℃筒温带所产生的热量,同时,叶丝随着滚筒41以3°倾角旋转,叶丝在滚筒41内的抄料板的作用下不断翻滚向前运动,完成热交换过程,使干燥后叶丝水分达到12.5%-13.5%。
步骤S222、经过滚筒41下部的换热器加热后的工艺气体温度为108℃-112℃,经热风管道分成两路,一路经滚筒41的入口端进入滚筒41内,与干燥过程所形成湿热空气进行热交换,并带走潮气;另一路对出料罩40内的排潮转网39周围的湿热空气进行加热升温,减少结露和冷凝水产生。
步骤S223、PID控制器根据来料水分和干燥后出口水分的差值计算叶丝脱水量,并根据叶丝脱水量自动调节滚筒41的温度和热风温度。
进一步地,本发明在一些实施方式中,在所述叶丝干燥过程中,排潮风量的调节过程为:通过气缸16、摆动臂13、蜗杆轴14、蜗轮11、丝杆19和电动转换器21的配合,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板35的开度,具体地,PID控制器计算干燥后出口水设定值与干燥后出口水分实际值的差值,得到水分调节偏差,并根据水分调节偏差通过PID调节电气转化器将满足压力要求的压缩空气输入至气缸16,以驱动气缸16的活塞杆拉动摆动臂13驱动蜗杆轴14与蜗轮11啮合,同时蜗轮11内部螺纹与丝杆19旋合,调节矩形调节板35的上下移动距离,以通过调节矩形调节板35的开度大小,调节排潮风量,进而调节薄板烘丝机内的相对湿度,进而调节干燥后出口水分与设定值接近,满足干燥后水分要求。本发明在一些实施方式中,矩形调节板35的开度范围为30%-40%。
步骤S3、生产任务结束后,对薄板烘丝机进行冷却,并且在冷却过程中,将矩形调节板35的开度调整到100%,以使滚筒41快速降温。
在本发明的薄板烘丝机排潮风门控制方法的一种实施方式中,所述步骤S3具体可以包括:
步骤S31、PLC控制器发出指令,筒壁供给蒸汽阀门关闭,换热器供给蒸汽阀门关闭,滚筒依据PID参数设置以5r/min-7r/min(例如为6r/min)速度继续运转。
步骤S32、矩形调节板35按照PID设定参数值通过电气转化器将压力为3Mpa的压缩空气输入至气缸16,以驱动气缸的活塞杆拉动摆动臂13驱动蜗杆轴14与蜗轮11啮合,同时蜗轮11内部螺纹与丝杆19旋合,逐渐打开矩形调节板35,将矩形调节板35的开度调整到100%,快速降低滚筒41的筒体温度。
步骤S33、筒壁蒸汽回水温度传感器检测到水温达到预设温度阈值(例如为60℃)时,将信号反馈给PLC控制器,PLC控制器发出指令使滚筒41停止运行。
进一步地,在薄板烘丝机的预热(步骤S1)、干燥(步骤S2)和冷却(步骤S3)过程中,矩形调节板35的移动量调整过程为:
如图4所示,根据摆动臂13在气缸16的活塞杆弧形孔47的边缘到蜗杆12的轴线距离r,通过以下公式计算摆动臂13在气缸16的活塞杆弧形孔47内沿水平方向的摆动范围为x时,蜗杆12所对应的旋转角度
其中,活塞杆弧形孔47设置在气缸16的靠近摆动臂13一侧的边缘。
本发明在一些实施方式中,r是57mm,公式(1)是在蜗杆12旋转很小角度时,假设r值不变时的近似计算。
其中,通过以下公式计算传动比i,i=Z2/Z1,其中,Z1表示蜗杆12的头数,Z2表示蜗轮11的齿数;
本发明在一些实施方式中,蜗杆12的头数Z1=4,蜗轮11的齿数Z2为24,则传动比i=6。
根据蜗轮11的旋转角度和丝杆19的螺距P,通过以下公式计算矩形调节板35的移动量S:
考虑到矩形调节板35重量因素以及调节过程能够实现微调功能,本发明在一些实施方式中,选用的丝杆19为型号为M30×3mm的细牙丝杆,其螺距P=3mm,此时,矩形调节板移动量S计算如下:
本发明在具体实现中,可以通过手动调整摆动臂13的位置,以改变x值,从而改变矩形调节板35的移动量,通过调节电气转换器压缩空气输出比例改变气缸活塞杆复位行程量X,即可调节矩形调节板35的移动量,能够实现矩形调节板35移动量的无级调整。将公式涉及到相应参数输入到PLC控制器,即可通过PLC控制器计算调节矩形调节板35的开度。需要说明的是,本发明对传动比、丝杆19、r的尺寸不作具体限定。
通过气缸16驱动活塞杆,向前拉动或者向后推动摆动臂13,使摆动臂13摆动,摆动臂13带动蜗杆轴14驱动蜗杆12与蜗轮11旋合,同时蜗轮11的内孔螺纹与丝杆19旋合,进而拉动U型石墨槽36带动矩形调节板35移动,从而实现烘丝机出口水分的自动调节功能。PID控制器集成有电气的采集信号、发出指令、检测反馈功能,PID控制器依据干燥后出口水设定值(SP)与实际值(PV)之间的差值反馈给PID控制器,以使PID控制器控制电动转换器21与机械(蜗轮11与蜗杆12具有自锁性优点),气缸16动作拉动蜗杆12与蜗轮11啮合传动,带动丝杆19旋转,高度融合作为矩形调节板35的调节动力源,稳定可靠。
改善前后的叶丝干燥质量指标分别见表1和表2,由表1和表2可以看出,采用本发明的方案,可以减小出口水分的波动范围,提高烘后水分标偏和偏差合格率,使得叶丝弹性、卷曲度和填充值产品质量得到了大幅度提升,增加其填充能力,同时提高叶丝整丝率,降低叶丝造碎,减少操作工频繁干预和调节水分控制的劳动强度。
表1改善叶丝(筒式)干燥质量指标要求
表2改善后叶丝(筒式)干燥质量指标要求
烟丝填充值是卷烟烟丝质量的重要指标之一,对烟支物理指标如硬度、烟支密度分布有较为直接、重要影响,是卷烟工业企业品质管控的关键指标之一。所以烘后叶丝弹性、卷曲度以及水分波动大小对填充值影响最为直接。
具体填充值检测方法(烟支的硬度和密度,水分影响影响弹性、卷曲度):从样品中随机取一份,用电子天平称取10g置于填充仪测量筒,按(DD60A)填充测定仪操作规程启动仪器进行检验,重复上述步骤,共5次,平均值为检验结果,改造后的填充值检验结果见表3。
表3改造后的填充值检验结果
改造之前受烘后叶丝水分波动影响,叶丝填充值最好为4.1cm
标准偏差是一种量度叶丝干燥水分曲线分布的分散程度标准,反映了一组叶丝干燥水分离散程度的大小。用以衡量叶丝干燥水分值偏离算数平均值的程度。通常状态下,叶丝干燥水分标准偏差越小,这些值偏离平均值越少,反之亦然,同时样本内各数据差异越小,也就意味着样本叶丝干燥水分曲线越集中控制越稳定,而反过来,标准偏差越大,样本内各数据差异越大,数据分布也就越大,即该样本叶丝干燥水分曲线越松散。
标准偏差的计算公式为:
式中,σ表示标准偏差;n表示样本数量;x
表4改造后的水分标准偏差
改造前叶丝干燥出口水分受排潮风门波动影响标准偏差值都在0.07以上,改造后排潮管道内矩形调节板调控更加精准,叶丝干燥水分趋于稳定曲线接近于设定值。
本发明实施例提供的薄板烘丝机排潮风门控制方法,在预热阶段,打开矩形调节板,并使其开度稳定在19%-21%;在干燥阶段,叶丝在滚筒内不断翻炒前进,直至落入出料罩下方的振槽上,并根据叶丝来料水分和干燥后出口水分之间的差值,调节滚筒的温度,同时,根据干燥后出口水分设定值与干燥后出口水分实际值的差值调节矩形调节板的开度;在冷却阶段,将矩形调节板的开度调整到100%,以使滚筒快速降温,能够实现矩形调节板移动量的无级调整,保证滚筒内潮气平衡,以迅速满足出口水分达到设定值的要求;通过气缸、摆动臂、蜗杆轴、蜗轮、丝杆和电动转换器的配合,打开矩形调节板,并根据矩形调节板的实际开度和可伸缩标尺对丝杆上下移动距离的检测结果,调节矩形调节板的开度,实现烘丝机出口水分的自动调节功能;电气与机械高度融合作为矩形调节板的调节动力源,执行机构由圆形翻板改变为矩形调节板,矩形调节板不受负压气体影响,保证在矩形管道内的开关量控制更加精准,使得烘丝机滚筒内潮气能够得到及时准确排放,从而保证烘丝机出口水分稳定;提高烘后水分标偏和偏差合格率,同时叶丝弹性、卷曲度和填充值产品质量得到了大幅度提升,减少操作工频繁干预和调节水分控制的劳动强度。
至此,已经详细描述了本公开的各实施例。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改或者对部分技术特征进行等同替换。本公开的范围由所附权利要求来限定。