一种复合隔热墙砖及其制备方法
文献发布时间:2024-01-17 01:27:33
技术领域
本申请涉及建筑材料技术领域,尤其涉及一种复合隔热墙砖及其制备方法。
背景技术
现在的很多小区、工厂、林场、酒店等一些场合,都需要有一些站岗的岗亭,比如保安站岗亭,属于一个办公休息的小房子。但是这种岗亭一般面积较小,夏天热,冬天冷,有些厂商为了方便拆除、降低成本,使用临时搭建的铁板房或夹心水泥板材来作为岗亭。这种建筑岗亭的隔热保温性能较差,并不利于进行长时间的工作。为了保障工作环境的安全舒适性能,在建筑墙体材料上实行节能环保的政策,现已成为我国的一项基本发展策略。
目前,我国建筑用的隔热保温板材种类很多,但是实际上真正起到隔热效果的板材并不多,且隔热效果也并不完美。很多隔热板材也多是应用在建筑墙体内部,在墙体构建结束后,一般为了美观,还要再使用其他瓷砖进行装饰装修。因此,急需开发一款新型的隔热砖,来满足实际生活需要。
发明内容
本申请的目的在于提供一种复合隔热墙砖及其制备方法,通过制备得到体积密度低的隔热轻质砖,再复合一层大理石薄板,使得复合隔热墙砖具有优异的隔热性能,还轻巧、美观、不吸污。
为实现以上目的,本申请的技术方案如下:
本申请提供一种复合隔热墙砖,包括大理石薄板和隔热轻质砖,所述复合隔热墙砖以所述大理石薄板为装饰层,以隔热轻质砖为基材。
优选地,所述大理石薄板的厚度为1.5mm-2.0mm。
优选地,所述隔热轻质砖的原料按重量份数计算,包括:球土8份-15份,强塑土35份-38份,高岭土5份-18份,铝砂10份-13份,膨润土7份-10份,铝矾土8份-12份,石英石粉10份-12份,钠砂6份-8份,高白钠石粉2份-5份,钾钠砂6份-8份,碳化硅0.6份-0.8份。
优选地,所述大理石薄板的原料包括防紫外线软性树脂、无机填料、促进剂、固化剂。
进一步优选地,所述大理石薄板还包括以下条件中的至少一种:
a.所述防紫外线软性树脂包括丙烯酸树脂;
b.所述无机填料包括氢氧化铝粉、超白石英粉、大理石粉、白云石粉、方解石粉、碳酸钙粉中的至少一种;
c.所述促进剂包括异辛酸钴、环烷酸钴中的至少一种;
d.所述固化剂包括过氧化甲乙酮、过氧化苯甲酸叔丁酯中的至少一种;
e.所述防紫外线软性树脂与所述无机填料的质量比为1:(1.25-1.75);
f.所述促进剂的质量为所述防紫外线软性树脂的质量的3‰-8‰;
g.所述固化剂的质量为所述防紫外线软性树脂、所述无机填料和所述促进剂的总质量的1%-2%;
h.所述大理石薄板的原料还包括色料。
优选地,所述隔热轻质砖的体积密度为0.25g/cm
本申请还提供了上述复合隔热墙砖的制备方法,包括:
将所述隔热轻质砖的原料混合制成浆料,再进行喷雾干燥,得到颗粒粉料;
将所述颗粒粉料堆积在耐火盒中,进行烧制,得到所述隔热轻质砖;
将所述隔热轻质砖放在未完全固化的所述大理石薄板上,继续固化,得到所述复合隔热墙砖。
优选地,所述制备方法包括以下条件中的至少一个:
i.所述喷雾干燥之前,还包括:将所述浆料过筛网;
j.所述喷雾干燥之后,所述颗粒粉料的粒径尺寸为20目-30目;
k.所述堆积之前,还包括:将20目的所述颗粒粉料和30目的所述颗粒粉料混合均匀;
l.所述烧制的温度为1160℃-1190℃,时间为65min-75min;
m.所述继续固化的时间为30-40min。
进一步优选地,所述大理石薄板的原料包括防紫外线软性树脂、无机填料、促进剂、固化剂时,所述大理石薄板的制备过程包括:
制备模具;
将所述无机填料、所述固化剂依次加入所述防紫外线软性树脂和所述促进剂的混合物中,得到人造浆料;
将所述人造浆料倒入所述模具中,进行固化。
进一步优选地,还满足以下条件中的至少一个:
n.所述大理石薄板的原料还包括色料时,包括:将所述色料调制为色浆,先刷在模具表面,再将所述人造浆料倒入所述模具中;
o.所述模具的制备方法包括:在标准平面模板表面打磨上蜡后,喷一层2mm-3mm厚的不饱和聚酯胶衣;待所述不饱和聚酯胶衣干透后,在所述胶衣表面刷玻璃钢树脂、贴纤维棉、再刷玻璃钢树脂,待所述玻璃钢树脂固化后,将含石英粉的树脂混合物刷在所述玻璃钢树脂的表面,经过完全固化之后,脱模,得到所述模具。
本申请的有益效果:
本申请的复合隔热墙砖中,通过选用不同的原料,使得隔热轻质砖的体积密度降低,进而使得隔热墙砖方便轻巧;同时为了防备轻质砖容易藏污、吸污、装饰单一的缺陷,在隔热轻质砖的表面复合大理石薄板,使得复合隔热墙砖极具有优异的隔热性能,美观、不吸污,使其更容易受到消费者的认可。
与使用模具和压机来压制得到砖坯的制备方法不同,本申请的制备方法中通过将颗粒粉料堆积烧制,得到隔热轻质砖,大大减少了隔热轻质砖的制备工序、降低了生产成本,而且制成的隔热轻质砖可以根据不同的尺寸需求,切割加工为不同的规格。将隔热轻质砖与大理石薄板进行复合时,并不需要使用胶黏剂进行粘贴,而是通过利用大理石板需要固化的特性,将隔热轻质砖与大理石薄板进行固化贴合,这样更能提高复合隔热墙砖的机械强度,避免了墙砖使用过程中随着胶黏剂粘结效果降低而导致的大理石薄板脱落情况。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对本申请范围的限定。
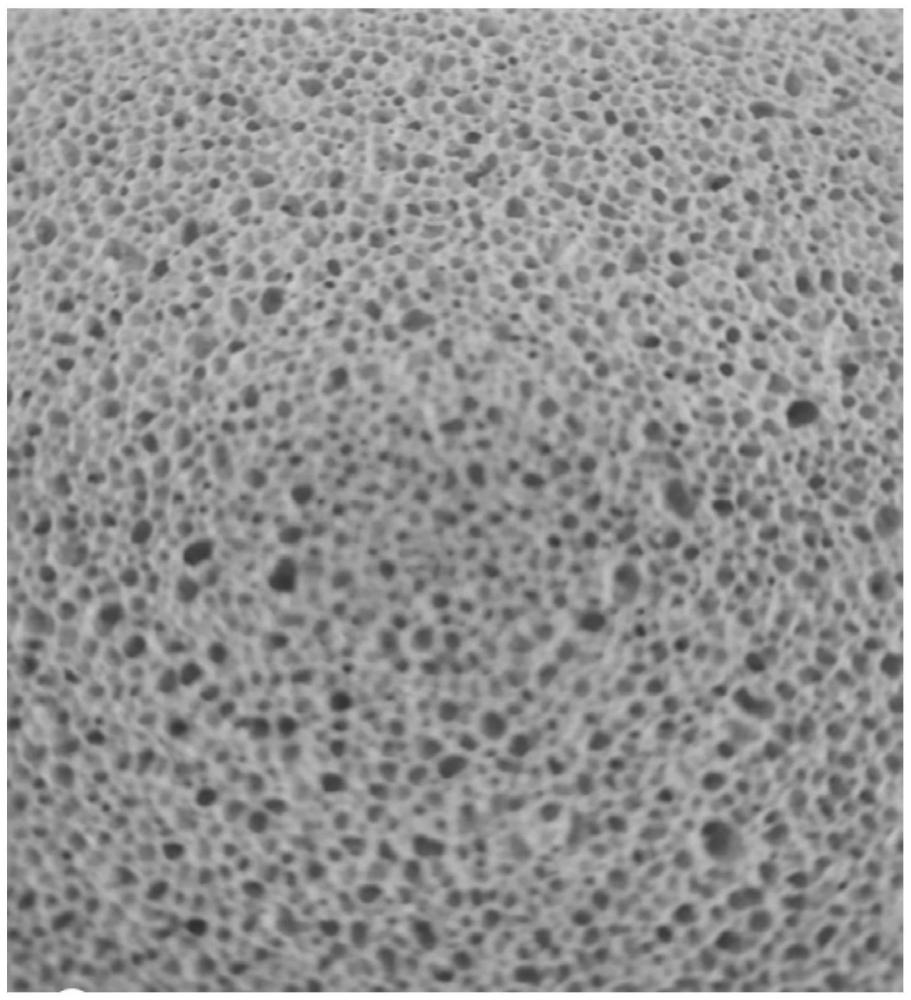
图1为实施例1制备的隔热轻质砖的外观图。
具体实施方式
如本文所用之术语:
“由……制备”与“包含”同义。本文中所用的术语“包含”、“包括”、“具有”、“含有”或其任何其它变形,意在覆盖非排它性的包括。例如,包含所列要素的组合物、步骤、方法、制品或装置不必仅限于那些要素,而是可以包括未明确列出的其它要素或此种组合物、步骤、方法、制品或装置所固有的要素。连接词“由……组成”排除任何未指出的要素、步骤或组分。
当量、浓度、或者其它值或参数以范围、优选范围、或一系列上限优选值和下限优选值限定的范围表示时,这应当被理解为具体公开了由任何范围上限或优选值与任何范围下限或优选值的任一配对所形成的所有范围,而不论该范围是否单独公开了。例如,当公开了范围“1~5”时,所描述的范围应被解释为包括范围“1~4”、“1~3”、“1~2”、“1~2和4~5”、“1~3和5”等。当数值范围在本文中被描述时,除非另外说明,否则该范围意图包括其端值和在该范围内的所有整数和分数。
在这些实施例中,除非另有指明,所述的份和百分比均按质量计。
“质量份”指表示多个组分的质量比例关系的基本计量单位,1份可表示任意的单位质量,如可以表示为1g,也可表示2.689g等。假如我们说A组分的质量份为a份,B组分的质量份为b份,则表示A组分的质量和B组分的质量之比a:b。或者,表示A组分的质量为aK,B组分的质量为bK(K为任意数,表示倍数因子)。不可误解的是,与质量份数不同的是,所有组分的质量份之和并不受限于100份之限制。
“和/或”用于表示所说明的情况的一者或两者均可能发生,例如,A和/或B包括(A和B)和(A或B)。
本申请提供一种复合隔热墙砖,包括大理石薄板和隔热轻质砖,所述复合隔热墙砖以所述大理石薄板为装饰层,以隔热轻质砖为基材。
在一种优选的实施方式中,隔热轻质砖的原料按重量份数计算,包括:球土8份-15份,例如可以是8份、9份、10份、11份、12份、13份、14份、15份或者是8份-15份之间的任意值;强塑土35份-38份,例如可以是35份、36份、37份、38份或者是35份-38份之间的任意值;高岭土5份-18份,例如可以是5份、8份、10份、12份、15份、18份或者是5份-18份之间的任意值;铝砂10份-13份,例如可以是10份、11份、12份、13份或者是10份-13份之间的任意值;膨润土7份-10份,例如可以是7份、8份、9份、10份或者是7份-10份之间的任意值;铝矾土8份-12份,例如可以是8份、9份、10份、11份、12份或者是8份-12份之间的任意值;石英石粉10份-12份,例如可以是10份、11份、12份或者是10份-12份之间的任意值;钠砂6份-8份,例如可以是6份、7份、8份或者是6份-8份之间的任意值;高白钠石粉2份-5份,例如可以是2份、3份、4份、5份或者是2份-5份之间的任意值;钾钠砂6份-8份,例如可以是6份、7份、8份或者是6份-8份之间的任意值;碳化硅0.6份-0.8份,例如可以是0.6份、0.7份、0.8份或者是0.6份-0.8份之间的任意值。
在一种优选的实施方式中,大理石薄板的厚度为1.5mm-2.0mm,例如可以是1.5mm、1.6mm、1.7mm、1.8mm、1.9mm、2.0mm或者是1.5mm-2.0mm之间的任意值。
进一步地,所述大理石薄板包括人造大理石薄板。
在一种优选的实施方式中,所述大理石薄板的原料包括防紫外线软性树脂、无机填料、促进剂、固化剂。
更进一步地,所述大理石薄板的原料还包括色料,所述色料的颜色多种多样,可以是红色、黄色、黑色、紫色或者蓝色。
在一些实施方式中,所述防紫外线软性树脂包括丙烯酸树脂。
在一些实施方式中,所述无机填料包括氢氧化铝粉、超白石英粉、大理石粉、白云石粉、方解石粉、碳酸钙粉中的至少一种。
在一些实施方式中,所述促进剂包括异辛酸钴、环烷酸钴中的至少一种。
在一些实施方式中,所述固化剂包括过氧化甲乙酮、过氧化苯甲酸叔丁酯中的至少一种。
具体的,在制备人造大理石薄板时,常常添加蓝水作为促进剂,白水作为固化剂。
在一些实施方式中,所述防紫外线软性树脂与所述无机填料的质量比为1:(1.25-1.75),例如可以是1:1.25、1:1.5、1:1.75或者是1:(1.25-1.75)之间的任意值。
在一些实施方式中,所述促进剂的质量为所述防紫外线软性树脂的质量的3‰-8‰,例如可以是3‰、4‰、5‰、6‰、7‰、8‰或者是3‰-8‰之间的任意值。
在一些实施方式中,所述固化剂的质量为所述防紫外线软性树脂、所述无机填料和所述促进剂的总质量的1%-2%。
具体的,在制备人造大理石薄板时,可以使用型号为Acrnai 4F的巴斯夫软性丙烯酸树脂,在其中加入蓝水促进剂‰-8‰,搅拌均匀后,再加入氢氧化铝粉,其中优选软性树脂:氢氧化铝粉质量比为1:1.5的配比进行搅拌,得到氢氧化铝浆料。然后将超白石英粉同氢氧化铝粉的配比一样,制备为超白石英粉浆料。氢氧化铝粉和树脂固化后一般是半透明色,超白石英粉固化后则是不透光的,所以将氢氧化铝浆料、超白石英粉浆料以及色料根据图案纹理的发色,进行不同比例的调配,在浆料混合均匀后再加1%-2%的白水固化剂搅拌均匀,即可送入模具中进行固化。
在一种优选的实施方式中,本申请制备的隔热轻质砖的体积密度为0.25g/cm
本申请还提供了上述复合隔热墙砖的制备方法,包括:
S1、将隔热轻质砖的原料混合制成浆料,再进行喷雾干燥,得到颗粒粉料;
S2、将所述颗粒粉料堆积在耐火盒中,进行烧制,得到所述隔热轻质砖;
S3、将所述隔热轻质砖放在未完全固化的所述大理石薄板上,继续固化,得到所述复合隔热墙砖。
在一种优选的实施方式中,S1的喷雾干燥之前,还包括:将所述浆料过筛网。具体地,过250目的筛网。
在一种优选的实施方式中,S1在进行喷雾干燥之后,所述颗粒粉料的粒径尺寸为20目-30目。具体的,可以将颗粒粉料分为20目和30目两种不同尺寸的物料进行使用。
在一种优选的实施方式中,在S2中进行堆积之前,还包括:将20目的所述颗粒粉料和30目的所述颗粒粉料混合均匀。其中,20目颗粒粉料的质量占比为80%左右,30目颗粒粉料的质量占比为20%左右。
在一种优选的实施方式中,S2的烧制的温度为1160℃-1190℃,例如可以是1160℃、1170℃、1180℃、1190℃或者是1160℃-1190℃之间的任意值,时间为65min-75min,例如可以是65min、70min、75min或者是65-75min之间的任意值。
在一种优选的实施方式中,S3中继续固化的时间为30min-40min。
在一种优选的实施方式中,当大理石板薄板的原料包括防紫外线软性树脂、无机填料、促进剂、固化剂时,所述大理石薄板的制备过程包括:(1)制备模具;(2)将所述无机填料、所述固化剂依次加入所述防紫外线软性树脂和所述促进剂的混合物中,得到人造浆料;(3)将所述人造浆料倒入所述模具中,进行固化。
进一步地,所述大理石板薄板的原料还包括色料时,还包括:将所述色料调制为色浆,先刷在模具表面,再将所述人造浆料倒入所述模具中。
在一些实施方式中,所述模具的制备方法包括:在标准平面模板表面打磨上蜡后,喷一层2mm-3mm厚的不饱和聚酯胶衣;待所述胶衣干透后,在所述胶衣表面依次刷玻璃钢树脂、贴纤维棉、刷所述玻璃钢树脂,待所述玻璃钢树脂固化后,将含石英粉的树脂混合物刷在所述玻璃钢树脂表面,经过完全固化之后,脱模,得到所述模具。
具体的,在干透的胶衣表面用排刷,刷上一层玻璃钢树脂,待玻璃钢树脂固化后,在玻璃钢树脂表面贴上一层纤维棉,再用排刷把玻璃钢树脂刷在纤维棉表面,用排刷拍打纤维棉粘牢固,等待玻璃钢树脂完全固化,再使用普通的树脂和石英粉的混合浆料均匀涂刷在表面,固化12min左右,即可进行脱模。模具完工后,就可以在模具上浇注得到人造大理石薄板。
下面将结合具体实施例对本申请的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本申请,而不应视为限制本申请的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
实施例1
本实施例提供一种复合隔热墙砖,包括大理石薄板和隔热轻质砖,其中大理石薄板为装饰层,隔热轻质砖为基材。
该复合隔热墙砖的制备方法包括:
(1)隔热轻质砖的制备:选用球土8份,强塑土35份,高岭土5份,铝砂10份,膨润土7份,铝矾土8份,石粉8份,钠砂6份,高白钠石粉2份,钾钠砂6份,碳化硅0.6份;讲这些原料混合后进行球磨,制成泥浆,再过筛网250目,送入喷雾塔中,喷成颗粒尺寸为20目的颗粒占比80%份,30目的颗粒占比20%;将这些颗粒粉料混合均匀后堆积在窑炉制备好的耐火板盒子中,送入窑炉进行烧制,烧制温度为1180℃,时间为70min;将冷却后的隔热轻质砖进行切割加工,制成750*1500mm,600*1800mm,600*600mm不同规格的成品砖待用。
(2)大理石薄板的制备:
模具的制备工艺:在平面模板表面上用打磨机打一层石蜡,清理灰尘后,喷上一层2mm厚的不饱和聚酯胶衣,待胶衣干透后,在胶衣表面上用排刷,刷上一层玻璃钢树脂,固化后,在玻璃钢树脂表面贴上一层纤维棉,再用排刷把玻璃钢树脂刷在纤维棉表面上用排刷拍打纤维棉粘牢固,等待玻璃钢树脂完全固化后,再用普通树脂和石英粉以1:1的比例搅拌均匀后,刷在玻璃钢树脂表面,经过12min之后就可以脱模,得到模具;
大理石浆料的制备工艺:将5‰的蓝水加入10份的软性丙烯酸树脂中,搅拌均匀后再加入15份的氢氧化铝粉,搅拌均匀,并净化2min,得到氢氧化铝浆料;同样在加入蓝水的软性丙烯酸树脂中以相同配方比例加入超白石英粉,搅拌均匀后净化,得到超白石英粉浆料;将两种浆料按照1:1的配比混合均匀后,再加入2%的白水,继续搅拌均匀之后,即可得到大理石浆料。
将混合均匀的大理石浆料倒入制备的模具中进行固化,待模具中的人造大理石还未完全固化时,将不同规格的隔热轻质砖放在未完全固化的人造大理石表面,继续固化40min后,脱模,得到复合隔热墙砖。
实施例2
本实施例同实施例1,所不同的是在制备隔热轻质砖时,选用的原料为球土15份,强塑土38份,高岭土18份,铝砂13份,膨润土10份,铝矾土12份,石粉12份,钠砂8份,高白钠石粉5份,钾钠砂8份,碳化硅0.8份。
实施例3
本实施例同实施例1,所不同的是在制备隔热轻质砖时,选用的原料为球土10份,强塑土36份,高岭土10份,铝砂10份,膨润土8份,铝矾土10份,石粉10份,钠砂7份,高白钠石粉2份,钾钠砂7份,碳化硅0.8份。
对比例1
本对比例同实施例1,所不同的是在人造大理石完全固化之后,将隔热轻质砖和人造大理石薄板使用强力胶黏剂进行粘贴,制得复合隔热墙砖。
本申请实施例1中制备得到的隔热轻质砖如图1所示,从图中可以看到有很多发泡的气孔存在,为墙砖提供了隔热保温性能。
本申请还测试了实施例1-3中制备的隔热轻质砖的性能,主要是通过将大块的砖裁切为100*100mm的小尺寸样品进行测试,测试结果如表1所示。
表1实施例1-3制备的隔热轻质砖的性能
本申请还针对实施例1和对比例1制备的复合隔热墙砖,进行了隔热轻质砖和大理石薄板之间的拉拔测试,同样针对的是100*100mm的小尺寸样品,测试结果分别是:实施例1在5.98MPa的拉拔强度下将隔热轻质砖从人造大理石薄板上分离开,实施例2为6.71MPa,实施例3为7.23MPa。而且进一步观察的隔热轻质砖的分离面,明显可以看到发泡气孔的孔隙中存在有固化后的人造大理石,这就表明本申请制备得到的复合隔热墙砖通过利用隔热轻质砖中的发泡气孔与人造大理石薄板进行固化连接,大大提高了两种不同材质之间的粘结效果,使得复合效果更好,复合隔热墙砖的使用年限更长。
最后应说明的是:以上各实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述各实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的范围。
此外,本领域的技术人员能够理解,尽管在此的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本申请的范围之内并且形成不同的实施例。例如,上述所要求保护的实施例的任意之一都可以以任意的组合方式来使用。公开于该背景技术部分的信息仅仅旨在加深对本申请的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。