一种PE-C克拉管管材接口及其制造方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及管材连接领域,更具体地,涉及一种PE-C克拉管管材接口及其制造方法。
背景技术
缠绕结构壁管材PE B/PE C管又叫做克拉管,是通过在模具上缠绕内层PE(聚乙烯),同时与包覆PE料在PP(聚丙烯)单壁波纹管外表面的肋管复合成型的管材。克拉管的两端分别是接口,接口分为承口或插口,中间是一定长度的管身。管道间的连接主要由依靠承口与插口配对承插实现。目前,克拉管在生产时,管身与承插口一体加工注塑成型,成型完毕后需把管材连模具一起冷却后再对承口、插口按所需的尺寸进行切削,完成后再脱模,整个加工步骤复杂,冷却定型时间长,生产效率低。由于成型工艺的限制,承插口为实壁,壁厚较薄,抗负载能力不够,在搬运、储存和施工过程中,容易变形和损坏。一体注塑成型后,承插口出现变形、损坏,就只能废弃更换整根克拉管。另外,一体注塑的克拉管只能在工厂中生产,无法满足施工现场临时特定长度管材的需要。
2011年5月18日公开的中国专利CN201836586U提供了一种新型的排水管材承插口。该新型的排水管材承插口涉及一种在聚乙烯塑钢缠绕排水管材上直接注塑承插口,它包含聚乙烯塑钢缠绕排水管材,承插口;承插口注塑于聚乙烯塑钢缠绕排水管材的一端,它的特征在于承插口与聚乙烯塑钢缠绕排水管材融为一体。这种一体注塑方式加工步骤复杂,只能在工厂内批量加工完成后运输至施工现场,运输途中承插口出现变形、损坏,只能废弃更换整根克拉管,造成了材料浪费。
发明内容
本发明为克服上述现有技术所述的一体注塑成型的管材接口不能灵活组合、更换的缺陷,提供一种PE-C克拉管管材接口及其制造方法。
本发明的技术方案如下:
本发明提供一种PE-C克拉管管材接口,包括接口本体、电热熔带;所述接口本体与管材连接的一端为接口的连接端,所述电热熔带铺设在连接端上。
优选地,所述电热熔带包括基带和电热丝,电热丝铺设在基带上。
优选地,所述电热熔带环绕铺设在连接端的内壁面上;通电焊接时可以使接口本体内壁面受热更均匀。
优选地,所述电热熔带厚度为3毫米,米电阻值为1.6-2.0欧姆;电热熔带过厚,会影响注塑质量,产生应力位。
优选地,所述电热丝沿基带长度方向铺设。
优选地,所述电热丝沿基带长度方向呈周期性几何波形排布;通电焊接时接口本体连接端受热面积更大,焊接更牢固。
优选地,所述电热丝两端设有接线头,接线头互不接触,且伸出接口本体外壁面;接线头互不接触避免发生短接,造成安全隐患;接线头伸出外壁面方便外接电焊设备。
本发明还提供一种PE-C克拉管管材接口的制造方法,包括以下步骤:
S1:制作电热熔带,具体方法为:裁剪合适长度的基带和电热丝,电热丝沿基带长度方向呈周期性几何波形铺设在基带上,电热丝两端设有接线头;
S2:将电热熔带放入压制设备中压制成环形;
S3:将压制成环形的电热熔带放置在接口本体的注塑模具中,注塑出管材接口。
优选地,所述电热熔带压制成环形时,电热丝的两个接线头互不接触;接线头互不接触避免发生短接,造成安全隐患。
优选地,在所述步骤S3之前,还包括准备工序:用焊条将压制成环形的电热熔带首尾两端连接;连接的目的是防止压制成环形的电热熔带回弹。
使用时,简单处理要使用的克拉管管材两端污垢,将管材接口套上管材两端,接线头连接电焊设备,通电进行焊接。焊接过程不受场地环境限制,可以按需求截取合适长度的管材,在施工现场进行焊接;并且避免了运输途中因管材接口变形、损坏而废弃整根克拉管的情况。
与现有技术相比,本发明技术方案的有益效果是:
本发明通过在管材接口预埋电热熔带的方式,实现了管材接口和管材自由组合、连接的目的。本发明焊接过程不受场地环境限制,可以按需求截取合适长度的管材,在施工现场进行焊接;当管材接口出现变形或损坏时,只需更换接口,避免浪费材料。
附图说明
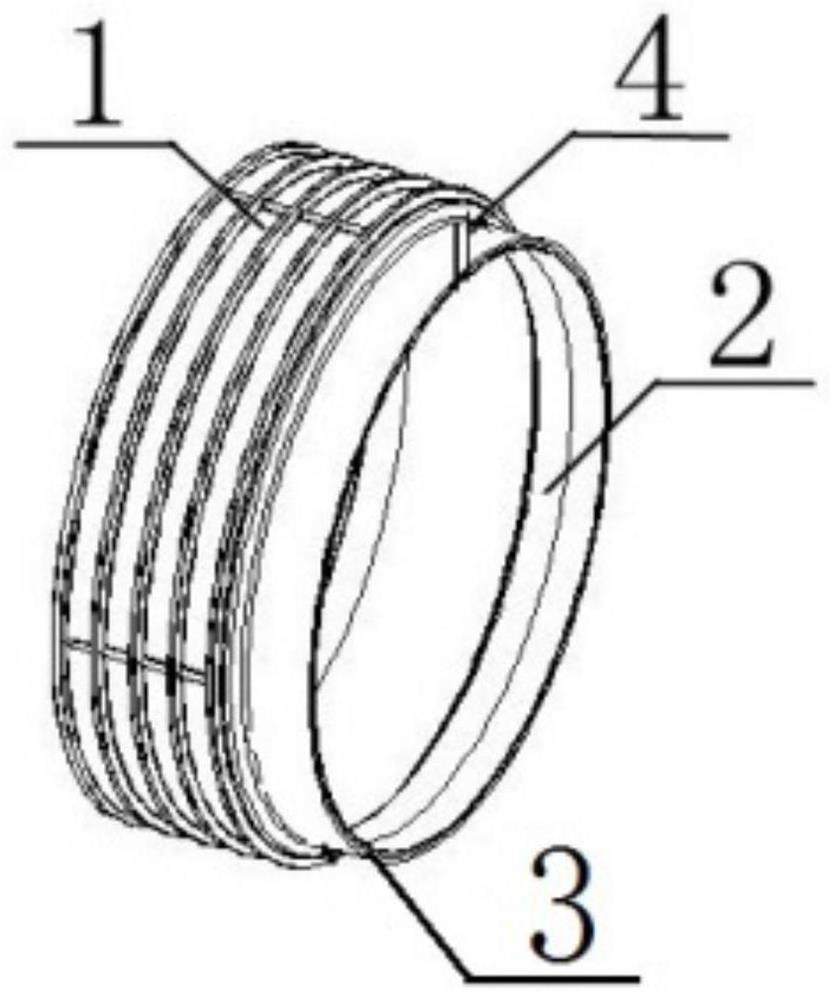
图1为实施例1所述管材接口示意图。
图2为实施例2所述环形电热熔带示意图。
图3为实施例2所述电热熔带示意图。
图4为实施例2所述步骤S2示意图。
图5为管材接口使用方法示意图。
图中:1-接口本体,2-电热熔带,3-连接端,4-接线头,5-基带,6-管材,7-电热丝。
具体实施方式
附图仅用于示例性说明,不能理解为对本专利的限制;
为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;
对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
下面结合附图和实施例对本发明的技术方案做进一步的说明。
实施例1
如图1所示,本实施例提供一种PE-C克拉管管材接口,包括接口本体1、电热熔带2;所述接口本体1与管材6连接的一端为接口的连接端3,所述电热熔带2铺设在连接端3上。
所述电热熔带2包括基带5和电热丝7,电热丝7铺设在基带5上。
所述电热熔带2环绕铺设在连接端3的内壁面上;通电焊接时可以使接口本体内壁面受热更均匀。
所述电热熔带2的厚度为3毫米,米电阻值为1.6-2.0欧姆;电热熔带过厚,会影响注塑质量,产生应力位。
所述电热丝7沿基带5长度方向呈周期性几何波形排布;通电焊接时连接端3受热面积更大,焊接更牢固;电热丝7呈周期性正弦波,余弦波,三角波,方波排布均可,在本实施例中,电热丝7呈周期性正弦波形排布。
所述电热丝7两端设有接线头4,所述接线头4互不接触,且伸出接口本体1外壁面;接线头4互不接触避免发生短接,造成安全隐患;接线头伸出外壁面方便外接电焊设备。
实施例2
本实施例提供一种PE-C克拉管管材接口的制造方法,包括以下步骤:
S1:制作电热熔带2,具体方法为:如图3所示,根据不同规格,裁剪合适长度的基带5和电热丝7,电热丝7沿基带5长度方向呈周期性几何波形铺设在基带5上,电热丝7两端设有接线头4;
电热丝7呈周期性正弦波,余弦波,三角波,方波排列均可;在本实施例中,电热丝7呈周期性正弦形波排布;
S2:如图4所示,将电热熔带2放入压制设备中压制成环形;
S3:将压制成环形的电热熔带2(如图2所示)放置在接口本体1的注塑模具中,注塑出管材接口。
所述电热熔带2压制成环形时,电热丝7的两个接线头4互不接触;接线头互不接触避免发生短接,造成安全隐患。
在所述步骤S3之前,还包括准备工序:用焊条将压制成环形的电热熔带2首尾两端连接;连接的目的是防止压制成环形的电热熔带2回弹。
如图5所示,使用时,简单处理要使用的克拉管管材两端污垢,将管材接口套上管材一端,接线头连接电焊设备,通电进行焊接。
本实施例可以满足多种情况,如:施工现场需要特定长度的管材,可以按需求截取合适长度的管材,按使用方法进行焊接;已焊接好的接口出现变形、破损的情况,可以将变形、破损的接口切去,更换一个新的接口。
另外,本实施例还具有以下优点:管材接口单独注塑,预先批量生产,可以减少生产克拉管时缠绕、切削、冷却接口的步骤,大幅度提高克拉管的生产效率;注塑成型的管材接口不需要经过切削过程,注塑成型产品尺寸稳定性好,尺寸精度更易控制。
相同或相似的标号对应相同或相似的部件;
附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制;
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 一种PE-C克拉管管材接口及其制造方法
- 一种石墨烯克拉管材及其制造方法