一种中心针孔状胶合透镜加工方法
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及透镜加工技术领域,具体是一种中心针孔状胶合透镜加工方法。
背景技术
透镜是用透明物质制成的表面为球面一部分的光学元件,镜头是由几片透镜组成的,有塑胶透镜(plastic)和玻璃透镜(glass)两种,玻璃透镜比塑胶贵。通常摄像头用的镜头构造有:1P、2P、1G1P、1G2P、2G2P、4G等,透镜越多,成本越高。因此一个品质好的摄像头应该是采用玻璃镜头的,其成像效果要比塑胶镜头好,在天文、军事、交通、医学、艺术等领域发挥着重要作用;
光学透镜在生产过程中大多需要进行胶合,然而胶合要确保中心对应,目前的定位治具结构呆板,无法实现高精度中心胶合定位;
为此,发明人提供一种中心针孔状胶合透镜加工方法。
发明内容
本发明的目的在于提供一种中心针孔状胶合透镜加工方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
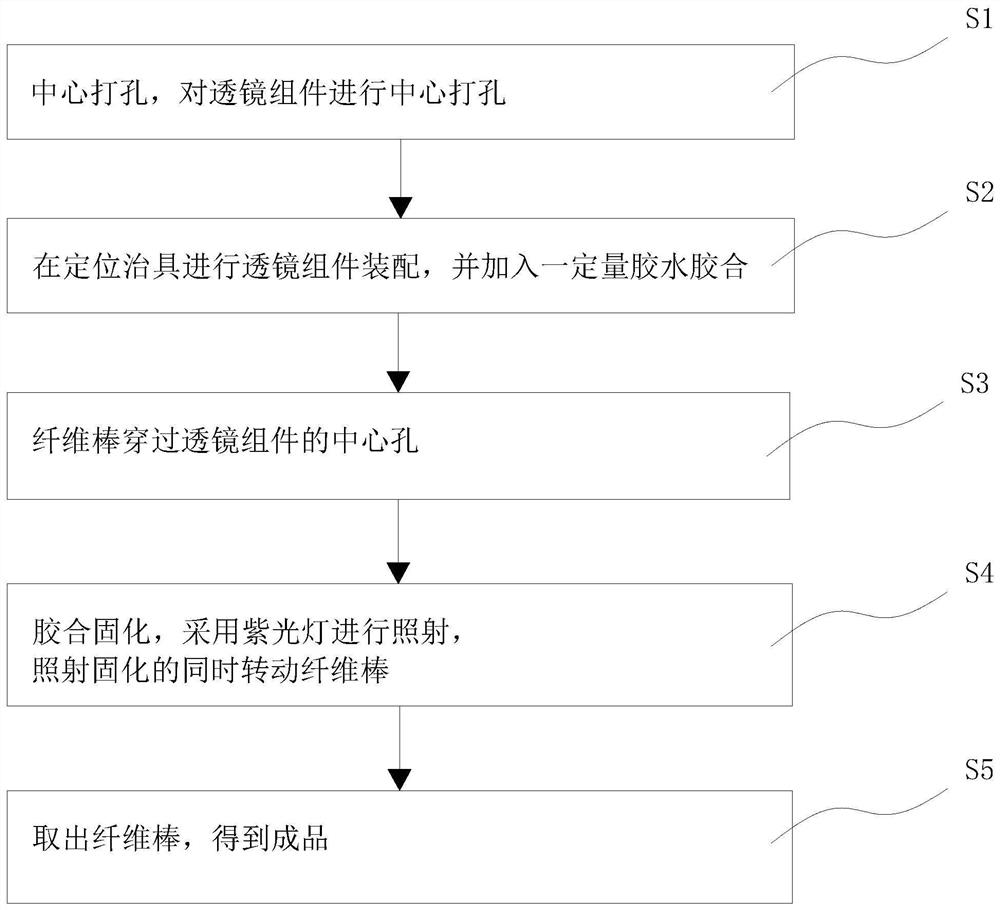
一种中心针孔状胶合透镜加工方法,包括如下步骤:
步骤一:中心打孔,对透镜组件进行中心打孔;
步骤二:在定位治具进行透镜组件装配,并加入一定量胶水胶合;
步骤三:纤维棒穿过透镜组件的中心孔;
步骤四:胶合固化,采用紫光灯进行照射,照射固化的同时转动纤维棒;
步骤五:取出纤维棒,得到成品;
作为本发明的进一步方案:所述步骤一前预先对透镜组件进行镀膜,并在透镜片上形成镀膜层。
作为本发明的进一步方案:所述步骤一,利用定位治具对透镜组件中的透镜进行依次外发激光中心打孔;
作为本发明的再进一步方案:所述步骤二前预先对透镜组件进行超声波清洗;
作为本发明的再进一步方案:所述步骤三中纤维棒的直径小于中心孔直径0.05mm-0.1mm。
作为本发明的再进一步方案:所述步骤四中采用紫光灯进行照射,10-20s。
作为本发明的再进一步方案:所述定位治具顶部设有上至少设置有一个用于胶合透镜组件定位的定位槽。
作为本发明的再进一步方案:所述透镜组件的外径R,所述定位治具的定位槽精度为R+0.02mm。
与现有技术相比,本发明具有以下几个方面的有益效果:
1、本发明提供一种中心针孔状胶合透镜加工方法,实现胶合透镜组件的中心穿孔定位,确保中心孔无堵塞,保证透镜组件中心孔成孔质量。
2、本发明进一步设计定位治具,配合纤维棒,并控制定位治具、纤维棒和穿孔精度,实现高精度中心孔成孔。
3、本发明在胶合固化过程中,边采用紫光灯进行照射固化,同时转动纤维棒,避免纤维棒粘接。
附图说明
图1为一种中心针孔状胶合透镜加工方法的流程图。
图2为一种中心针孔状胶合透镜加工方法中定位治具的结构示意图。
图中:1、定位治具;2、定位槽;3、下透镜片;4、上透镜片;5、光纤棒。
具体实施方式
下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1-2,一种中心针孔状胶合透镜加工方法,包括如下步骤:
S1:中心打孔,对透镜组件进行中心打孔;穿孔前预先对透镜组件进行镀膜,并在透镜片上形成镀膜层;中心打孔利用定位治具对透镜组件中的透镜进行依次外发激光中心打孔;
S2:在定位治具进行透镜组件装配,并加入一定量胶水胶合;胶合前预先对透镜组件进行超声波清洗;
S3:纤维棒穿过透镜组件的中心孔;选用的纤维棒的直径小于中心孔直径0.05mm-0.1mm。
S4:胶合固化,采用紫光灯进行照射,照射固化的同时转动纤维棒;优选的采用紫光灯进行照射,10-20s
S5:取出纤维棒,得到成品;
所述透镜组件的外径R,所述定位治具的定位槽精度为R+0.02mm。
本实施例中所述定位治具1顶部设有上设置有一个用于胶合透镜组件定位的定位槽2,所述胶合透镜组件由至少两透镜片组成;胶合透镜组件的透镜片在定位槽2中依次加工开设贯穿的中心孔,还包括用于胶合辅助成孔的光纤棒5,透镜片之间通过胶水粘接,光纤棒5插入胶合透镜组件的中心孔,待胶合透镜组件内胶水固化后取出形成贯穿的中心孔;所述胶合透镜组件由两透镜片组成,包括上透镜片4和下透镜片3;
本实施例中所述透镜片的外径为29.5mm,所述定位槽2的精度为29.5mm+0.02mm;所述透镜片的外径为29.5mm,透镜片的中心厚度为6.5mm;所述中心孔的直径0.45mm-0.5mm,光纤棒5的外径为0.4mm;所述两透镜片在胶合前预先进行镀膜,并在透镜片上形成镀膜层;所述定位治具本体1为中空壳体结构,所述定位治具本体1底部设有固定凸,所述固定凸为中空结构并与定位治具本体1连通;所述胶合透镜组件在定位槽2中通过激光穿孔;所述透镜片之间通过胶水粘接,胶合时把镜片用超声清洗干净,加入一定量胶水,然后两枚镜片粘合一起,确保胶层无内污无气泡;光纤棒5插入胶合透镜组件的中心孔,用调好功率的紫外灯珠照射初固化,边照射边用手转动光纤棒5,避免光纤棒5随胶水硬化,紫外灯珠照射时间为20秒,待胶合透镜组件内胶水固化后取出光纤棒5,形成贯穿的中心孔,确保中心孔无堵塞。
本发明的工作原理是:工作时,在透镜片外发激光穿孔,用定位治具定好中心,单枚透镜片依次穿孔;胶合时把镜片用超声清洗干净,加入适量胶水,然后透镜片粘合一起,确保胶层无内污无气泡,用选别好的光纤棒5穿过透镜片中心孔,用调好功率的紫外灯珠照射初固化,边照射边用手转动光纤棒5,避免光纤棒5随胶水硬化,然后取出光纤棒5,确保中心孔无堵塞。
上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。