用于利用工业印刷机跟踪生产线生产率的系统和方法
文献发布时间:2023-06-19 09:29:07
背景技术
诸如连续喷墨印刷机之类的工业印刷机被用在生产线印刷中,以利用与产品相关的信息标记产品或产品包装。这些印刷机是具有许多组件的复杂设备。例如,一些组件充入称为补给流体的油墨混合物,并且其他组件应用电场以便控制补给流体的液滴移动,从而在产品或产品包装上形成期望的图案。
如针对特定智能工业印刷机系统的世界知识产权组织(WIPO)公布WO 2016/057465中所述,这些印刷机可以包括各种传感器,以监视与印刷机的一个或多个组件相关联的传感器值。例如,印刷头处的传感器可以用于监视印刷头处的温度或监视印刷头组件的温度。温度超过所期望的印刷头温度可能导致溶剂过度消耗,这直接影响油墨的粘度。为此,可以在印刷机的油墨供应处提供传感器来监视油墨的粘度。此外,可以提供油墨水平感测构件来监视油墨供应罐或油墨补给罐中剩余的油墨水平。附加地,印刷机控制器可以被配置为基于由传感器生成的传感器值来生成告警或警告。此外,针对一些印刷机生成用户接口数据或事件数据。例如,用户接口数据可以包括印刷启用/印刷禁用数据,所述印刷启用/印刷禁用数据可以包括印刷机被操作者启用并且然后后续被禁用的日期和时间、或者一个或多个印刷头清洁操作的日期和时间。一些工业印刷机使用的其他数据包括用户设定参数的值,所述用户设定参数诸如生产线速度、图像高度和宽度、承印物距印刷头的距离以及实际印刷头温度。
发明内容
这里注意到,诸如WIPO公布WO 2016/057465中所述的智能工业印刷机可以充当生产线生产率的指示器。如本文所使用的,生产线意味着在物品制造、包装或运输期间的任何一系列活动,包括制造过程中的组装线和快速包装消费品(FMCPG)环境。例如,可以操作这样的印刷机,使得来自这样的印刷机的数据可以用于确定生产线的总体装备效率(OEE)。OEE将制造过程的各种子组成部分——可用性、性能和质量考虑在内。在将各种因素考虑在内之后,结果表达为百分比。因此,提供了用于利用工业印刷机跟踪生产线生产率的技术。该方法在不挑战配置和设置的情况下利用用户已经安装的装备,以获得到生产线操作中的透明度,这使得能够增大生产吞吐量并降低操作成本。
在第一组实施例中,一种方法包括获得初始化数据,所述初始化数据指示在设施处的生产线上使用的代表性工业印刷机和要由生产线输出的产品。所述方法还包括获得目标数据,所述目标数据指示目标启动时间和产品的目标数量以及用于生产目标数量的产品的目标持续时间。所述方法进一步包括操作代表性工业印刷机来以规律时间间隔报告(例如发送报告消息,其包括)产品的印刷操作计数。仍进一步,所述方法包括存储生产线数据,所述生产线数据指示印刷操作计数和时间间隔。又进一步,所述方法包括,在先决条件下,基于印刷操作计数和目标数据确定指示生产线生产率的生产线报告,并且在显示设备上呈现线报告。先决条件是包括以下各项的群组中的一个或多个:在目标启动时间之后目标持续时间的流逝;在产品的第一印刷操作之后目标持续时间的流逝;生产线上轮班工人的改变;一天中的时间;以及预定事件的发生。
在第一组的一些实施例中,所述方法仍进一步包括呈现用户接口,所述用户接口被配置为接收指示以下各项中至少一个的事件代码:填充器停工;印刷机停工;等待产品;等待原材料;规划维护;以及质量保证保持。在这些实施例中,预定事件的发生包括接收事件代码的报告。
在第一组的一些实施例中,基于工业印刷机中与产生印刷操作计数不同的一个或多个传感器自动产生事件代码,其中事件代码指示与代表性印刷机或生产线上的不同印刷机中至少一个的生产停工期相关联的印刷机条件或事件,并且存储生产线数据包括存储自动产生的事件代码。
在第一组的一些实施例中,所述方法仍进一步包括呈现被配置为接收标注输入数据的用户接口,所述标注输入数据指示在计划停工期标注与非计划停工期标注之间所观察停工期的标注的改变。
在第一组的一些实施例中,所述方法仍进一步包括呈现检查用户接口,所述检查用户接口被配置为基于检查员提供的手动输入接收检查数据,并将所述检查数据存储在计算机可读介质上。
在第一组的一些实施例中,所述方法进一步包括通过通信线路从并不是工业印刷机一部分的单独传感器接收指示生产线上产品计数的单独数据。存储生产线数据进一步包括基于来自单独传感器的单独数据存储补充数据。
在第一组的一些实施例中,处理器包括处理器群组中的一个或多个,所述处理器群组包括:代表性工业印刷机上的处理器;局限于设施的网络上的处理器;和设施之外的远程服务器上的处理器。
在第二组实施例中,一种系统包括设施处的生产线;处理器;显示设备;以及被配置为在生产线上标注包装的工业印刷机。工业印刷机与处理器通信。所述系统还包括至少一个存储器,所述至少一个存储器包括一个或多个指令序列,所述至少一个存储器和所述一个或多个指令序列被配置为利用所述至少一个处理器引起所述系统至少执行以下内容。所述系统操作代表性工业印刷机以多个时间间隔报告产品的印刷操作计数。在先决条件下,所述系统至少部分基于印刷操作计数来确定指示生产线生产率的线报告。所述系统在显示设备上呈现所述线报告。
在其他组实施例中,一种计算机可读介质或装置被配置为执行上面方法的一个或多个步骤。
简单地通过说明许多特定的实施例和实现(包括针对实行本发明设想的最佳模式),本发明的仍其他方面、特征和优点从以下详细描述中是容易清楚的。本发明还能够有其他以及不同的实施例,并且其若干个细节可以在各种明显的方面中进行修改,所有这些都不脱离本发明的精神和范围。因此,附图和描述在本质上要被看待为说明性的而非限制性的。
附图说明
在附图的各图中,作为举例而非作为限制说明了本发明,并且在附图中同样的参考标号指代相似的元件,并且其中:
图1A是图示了根据实施例的具有工业印刷机的示例生产线的框图;
图1B是图示了根据实施例的工业印刷机中的示例组件和传感器的框图;
图1C是图示了根据实施例的用于工业印刷机的远程服务的示例系统的框图;
图2是图示了根据实施例的用于存储来自工业印刷机的数据以供在确定生产线生产率中使用的示例数据结构的框图;
图3是图示了根据实施例的用于基于工业印刷机确定生产线生产率的处理器中的示例方法的流程图;
图4A和图4B是图示了根据实施例的用于在生产线上配置工业印刷机的示例用户接口的框图;
图5是图示了根据实施例的用于报告生产线生产率的示例用户接口(称为仪表板)的框图;
图6A至图6C是图示了根据实施例的用于报告生产线生产率的面板的示例内容的图表;
图7A至图7B是图示了根据实施例的用于报告生产线生产率的示例屏幕的框图;
图8是图示了根据实施例的用于报告生产线在延长的时间段内的生产率的面板的示例内容的图表;
图9A至图9C是图示了根据实施例的用于报告生产线的停工期的示例屏幕的框图;
图10是图示了可以在其上实现本发明实施例的计算机系统的框图;
图11图示了可以在其上实现本发明实施例的芯片组;
图12是图示了根据实施例的用于通信的移动终端(例如,手机)的示例组件的图,所述移动终端能够在图1A的系统中操作;以及
图13A和图13B是图示了根据实施例的用于报告产品检查的示例屏幕的框图。
具体实施方式
描述了用于生产线生产测量的工业印刷机的远程操作的方法和装置。在以下描述中,出于解释的目的,阐述了许多具体细节,以便提供对本发明的透彻理解。然而,对于本领域的技术人员而言将清楚,可以在没有这些具体细节的情况下实践本发明。在其他实例中,众所周知的结构和设备以框图形式示出,以免不必要地模糊本发明。
尽管阐述宽范围的数值范围和参数是近似,但是在具体的非限制性示例中阐述的数值是尽可能精确地报告的。然而,在本撰写时,任何数值都固有地包含一定的误差,所述误差必然是由在其相应测试测量中存在的标准偏差所致的。此外,除非从上下文中另有清楚说明,否则本文呈现的数值具有由最低有效数位给出的所意指精度。因此,值1.1意指从1.05到1.15的值。术语“大约”用于指示以给定值为中心的更宽范围,并且除非从上下文中另有清楚说明,否则意指最低有效数位周围的更宽范围,诸如“大约1.1”意指从1.0到1.2的范围。如果最低有效数位不清楚,则术语“大约”意指因子二,例如,“大约X”意指从0.5X至2X范围中的值,例如,大约100意指从50至200范围中的值。此外,本文公开的所有范围要理解为涵盖归入其中的任何和所有子范围。例如,仅正参数的“小于10”的范围可以包括最小值零和最大值10之间(并且包括最小值零和最大值10)的任何和所有子范围,即,具有等于或大于零的最小值和等于或小于10的最大值的任何和所有子范围,例如,1至4。
下面在由一个实体(例如,工业印刷机的制造商、转售商或零售商)为许多其他实体(例如不同的公司)提供的服务的上下文中描述了本发明的一些实施例,所述其他实体每个是工业印刷机的客户和用户并且远离服务提供商。然而,本发明不限于该上下文。例如,在一些实施例中,一个实体在一个或多个设施处拥有许多印刷机,并且由使用印刷机的同一实体从具有许多印刷机的一个设施内的服务中心提供服务;或者,由使用印刷机的同一实体跨若干个分离的设施提供服务,每个设施具有一个或多个工业印刷机。在一些实施例中,一个实体为许多其他实体提供服务中心,所述其他实体每个具有其自己的服务中心,所述服务中心例如备有备用零件或备用印刷机、或一名或多名有知识的技术人员、或某种组合。在各种实施例中,图示了喷墨印刷机;但是所述方法不限于喷墨印刷机。在其他实施例中,使用其他智能工业印刷或标记装备,诸如用于激光蚀刻、激光充墨的装备。
1.概览
图1A是图示了根据实施例的具有工业印刷机的示例生产线190的框图。工业印刷机包括喷墨印刷机110a和由物品110b和省略号指示的其它印刷机或标记装备,统称为工业印刷机110。未标注的包装192进入生产线并接收内容194。在密封时,工业印刷机110a将喷墨118引导到包装上,所述包装作为堆叠或画板或动态标注的密封包装198的其他集合离开生产线。在其他实施例中,步骤以不同的顺序执行,例如,在加载进内容194之前,包装192由印刷机110标注;或者,直接标注内容194并省略包装192。在其他实施例中,印刷机110a标注包装,并且不同的印刷机110b标注内容,或者由省略号指示的其他印刷机标记内容194的其他组成部分、或多个包装的画板、或者某种组合。如果印刷机110失灵,或者应用的标注不正确,则生产线190就会停下,直到实现修复,这降低生产线190的生产率。此外,如果标注不正确,则必须丢弃一个或多个经标注的包装198,这添加损失并进一步损害生产线190所位于的设施的生产率。如果生产线或其组件停下,则印刷机110上的传感器检测到缺少用于印刷的承印物;并且,印刷机110不执行印刷操作。
如图1A中针对印刷机110a所示出的,印刷头滚筒114指向包装;并且由供应线112从印刷机110的主体馈送,印刷机110的主体中容纳一个或多个油墨或补给储存器。印刷机具有控制面板(诸如图形用户接口、GUI、控制面板116)来从用户接收命令。在一些实施例中,GUI 116的全部或部分在单独的移动终端(诸如平板计算机或智能电话)上实现,如图12中所描绘的。一些印刷机(诸如来自伊利诺伊州伍德戴尔的Videojet Technologies公司的1510型号连续供墨印刷机)包括一个或多个处理器,其被配置为执行一个或多个软件或固件控制的过程。这样的处理器通常是芯片组的部分,如下面参考图11更详细地描述的。
在图示的实施例中,印刷机110a被配置为执行印刷机服务客户端过程120,该印刷机服务客户端过程120允许基于经由有线或无线通信线路171与处理系统170上的远程处理器交换的数据来控制印刷机110,如参考以下一些图更详细地描述的。通常,远程处理器是如参考图11所述的另一个芯片组,或者如下面参考图10更详细地描述的计算机或计算机系统。远程处理系统170包括生产线生产率模块172,该生产线生产率模块172被配置为执行下面参考图3更详细地描述的生产线生产率方法的一个或多个步骤。该模块包括下面参考图2更详细地描述的生产线数据结构173。
在一些实施例中,也经由线路171与处理系统170通信的单独传感器178还进行指示由生产线190——无论是在与印刷机110a相同的生产线上还是在不同的生产线上——生产的物品的计数的测量。
图1B是图示了根据实施例的工业印刷机110中的示例组件和传感器的框图。印刷机110包括印刷机组件161、印刷机组件162和由省略号指示的其他组件(下文中统称为印刷机组件160)。每个印刷机组件160具有相关联的零个或多个传感器(下文中统称为传感器165),每个传感器被配置为测量与印刷机组件相关联的物理现象。如所图示的,除由省略号指示的其他事物外,印刷机组件161还具有相关联的传感器163a、传感器163b;并且,除由省略号指示的其他事物外,印刷机组件162还具有相关联的传感器164a、传感器164b。例如,在一些实施例中,喷嘴组件具有温度传感器、喷射速度传感器、压力传感器、调制电压传感器、调制电流传感器和调制频率传感器。用于连续供墨印刷机的其它示例印刷机组件和相关联的传感器是可能的。
例如,可以存在用于印刷头、油墨系统、耗材和电子器件中的各种组件的各种传感器。这些传感器提供关于与对应组件相关的参数的信息。源自来自各种组件的各种传感器的组合信息提供关于印刷机中各种系统状态的空前大量的信息,以允许远程用户诊断和预测印刷机的潜在问题,诸如故障、警告或失灵。包括传感器(诸如光电池或机械臂或滚轮,或某种组合)以检测其上应用标注的承印物或沿(例如,用于拉伸产品,如线缆或管道的)承印物的距离。在没有检测到承印物或沿承印物的距离的情况下,印刷机将不执行印刷操作。
印刷头可以包括喷嘴,喷嘴具有:传感器参数,诸如调制电压设定点、调制电流、频率、温度、喷射速度设定点、实际速度、目标压力、温度补偿目标压力和实际压力;相位传感器参数,包括所选相位、相位改变率、轮廓和相位阈值;EHT参数,诸如电压、电流、跳闸值和跳闸的百分比;檐槽参数,诸如堆积、自上次清洁以来的时间、警告水平设置以及檐槽中油墨的存在;印刷头加热器参数,诸如设定温度、实际温度和驱动;印刷头盖参数,诸如状态(开或关)和自上次移除以来的时间;各种印刷头阀的状态(打开、关闭和打开或关闭时间);喷嘴参数,诸如喷嘴大小、目标速度、序列号、制造日期、液滴频率、印刷计数、运行时长和偏转液滴。这些之中,印刷计数在各种实施例中用于至少部分地监视生产线生产率。
油墨系统可以包括:传感器参数,诸如油墨泵参数(诸如压力、速度、电流和泵运行时长);油墨储存器参数,诸如油墨类型、油墨到期日期、流体水平(ml和/或百分比)、剩余印刷时长和油墨罐温度;补给储存器参数,诸如补给类型、到期日期、补给真空、流体水平(ml和/或百分比)、剩余印刷时间和补给罐温度;粘度计参数,诸如目标清空时间、实际清空时间、密度、粘度和填充时间;油墨质量参数,诸如油墨导电性;冷凝器参数,诸如状态(开或关)、温度和排气阀(开或关);过滤器/阻尼器模块参数,诸如油墨过滤器压力降、序列号、制造日期、运行时长和更换日期;服务模块参数,诸如冲洗泵速度、冲洗泵电流、序列号、制造日期、运行时长、更换日期和针对各种服务模块阀的信息(打开、关闭和打开或关闭时间);墨盒参数,诸如油墨类型、推荐的补给类型、序列号、制造日期、到期日期、盒大小、流体水平、运行经过时间、盒更换时间、盒插入次数、(一个或多个)粘度系数、流体密度、调制算法数量和冷启动算法数量;补给盒参数,诸如补给类型、序列号、制造日期、到期日期、盒大小、流体水平、运行经过时间、盒更换时间和插入次数。
其他印刷机参数包括:空气过滤器参数,诸如上次更换日期、运行时长和更换日期;印刷机机柜内的烟雾/气体传感器;印刷机内或用于周围环境测量的湿度传感器;主控制板参数,诸如时间和日期、电子器件温度、HV电压、HV电流以及电子器件内各种其他电源的电压。
这些组件或传感器中任何一个中的失灵可能导致生产线190中停止或减速。在一些实施例中,导致生产线停工期的这样的故障被记录为停工期标注。数据从传感器165被传递到控制过程180、诸如在工业印刷机110的处理器上运行的控制软件程序,如虚线所指示的。图示的过程180呈现用于接收用户输入182的图形用户接口GUI 186,用户输入182包括用户设定参数的值、或印刷机操作(诸如快速清洁操作)的选择、或者某种组合。用户设定参数的值存储在用户设置数据结构184中。
基于传感器数据或用户选择的印刷机操作、或用户设置184、或者某种组合,如果适当的话,控制过程180被配置为发出(例如,组件没有在工作或没有在恰当工作的)故障;或者,如果适当的话,发出(例如,传感器指示测量值正接近对应组件的正常范围之外的值的)警告。故障或警告被显示在诸如GUI 186的用户接口中。除其他事物外,示例故障和警告还包括表1中列出那些中的一些或全部。
表1. 工业印刷机的示例故障和警告事件
故障和警告是由控制过程180确定的两种事件。由控制过程180确定的其他事件包括通过用户输入182输入的用户操作,以及诸如印刷周期、时间戳、检查和其他操作之类的机器操作,如表2中所列出的。
表2.工业印刷机的示例其他事件
由控制过程180使用和维护的其他变量的值被称为环境变量。除了其他事物外,示例环境变量还包括硬件、固件和软件版本,如表3中所列出的。
表3.工业印刷机的示例环境变量
用户设定参数的值也由控制过程180使用和维护。表4中列出了示例用户设定参数。
表4.工业印刷机的示例用户设定参数
对于包括可能数以千计的多个工业印刷机的网络,可以看到可以获得大量的数据,包括上面提到的传感器数据、参数数据、故障和警告事件、其他事件以及环境数据。所有这些数据组合可以被认为是历史数据。基于该历史数据,计算机系统或处理器可以确定数据之间的关联,诸如环境条件和故障数据之间的关联。例如,可以确定,对于高温环境中的印刷机,泵电机更有可能过热,并且具有更短的服务寿命。这些关联可以用于确定要在印刷机上执行的动作。
传感器数据可以用于(潜在地与历史数据组合)预测潜在失灵或其他故障。在下面表5中示出了示例。例如,如果泵的速度正在随着时间而改变,它可能指示泵正在磨损,并将在某个点失灵。作为另一个示例,跨过滤器增加的压力降指示可能需要对过滤器进行维护。通过在各种操作和环境条件下编译来自现场中数百或数千个印刷机的历史数据,在传感器数据和潜在故障之间进行关联,使得可以维护正常运行时间。例如,可以知道,在跨过滤器的压力降达到某个值之后,印刷机将在下周内90%的时间经历失灵。因此,可建议的是,在失灵发生之前对过滤器执行预防性维护。作为另一个示例,对于烟雾/气体传感器,可以确定如果印刷机机柜中的气体含量(例如溶剂,诸如MEK)超过预定值,这指示印刷机中多半可能存在溶剂泄漏,并且需要执行维护。可以看出,可以从传感器数据中推导出各种这样的关联,并将其用于提供各种警告或要采取的动作。当然,漏印的数量在一些实施例中可以用来指示整个生产线的生产率。
表5.工业印刷机的示例预测故障
与最佳实践操作数据相比,该系统还可以用于监视印刷机的操作。最佳实践操作数据涉及用于操作和/或维护印刷机的预定过程。最佳实践操作数据可以从设计数据、来自多个印刷机或来自其他源的历史数据确定。例如,可能已知的是,在印刷机已经停工多于24小时之后,最好在印刷开始之前提供清洁印刷头的部分的“清洁启动”。如果用户取而代之执行快速启动,则该动作将不符合最佳实践数据。作为另一个示例,如果印刷机归因于高电压跳闸而失灵,最佳实践可能是移除印刷头盖,用溶剂清洁偏转板,并允许零件在返回运行模式之前干燥。如果用户做不同的事情,则其将不符合最佳实践。处理器使用参数数据、传感器数据和最佳实践数据来确定印刷机操作与最佳实践数据的符合度。作为另一个示例,已知的是,如果执行太多清洁启动,印刷机将会把许多溶剂传递到混合罐中,这将稀释油墨,从而改变其粘度并潜在地对印刷机的操作(诸如印刷质量)有负面影响。因此,如果用户执行太多清洁启动,这将不符合最佳实践数据。使用来自各种印刷机的历史数据,可以从传感器数据确定例如何为最佳实践操作。在一些实施例中,最佳实践是依据在特定时间间隔中要印刷的物品的目标数量来定义的,并且可以将实际性能与这样的目标性能进行比较。
根据一些实施例,印刷机110包括印刷机服务客户端过程120,诸如在工业印刷机110的处理器上运行的控制软件程序。客户端过程被配置为与运行在不同设备(诸如处理系统170)上的服务器过程交换数据,并提供对由控制过程180接收的数据的访问,并且还向控制过程180发出指令,发出指令例如通过改变用户设置数据结构184中的值来进行或者通过发出控制过程对其响应的命令(诸如由用户通过GUI 186发出的命令或者用于控制过程180的应用编程接口(API)的命令)来进行。
用于单独的过程间交互的客户端-服务器模型在本领域中是众所周知的。根据客户端-服务器模型,客户端过程向服务器过程发送包括请求的消息,并且服务器过程通过提供服务来响应。服务器过程还可以向客户端过程返回具有响应的消息。客户端过程和服务器过程通常在不同计算机设备(称为主机)上执行,并使用用于网络通信的一个或多个协议经由网络进行通信。术语“服务器”常规地用于指代提供服务的过程,或者该过程在其上操作的主机计算机。类似地,术语“客户端”常规地用于指代进行请求的过程,或者该过程在其上操作的主机计算机。如本文使用的,除非从上下文中另有清楚说明,否则术语“客户端”和“服务器”指代过程而不是主机计算机。此外,出于包括可靠性、可伸缩性和冗余性的原因,但不限于那些原因,服务器执行的过程可以被分解为在多个主机(有时称为层)上运行的多个过程。
用于工业印刷机的远程服务系统包括至少一个工业印刷机110,该工业印刷机110在例如通过局域网或广域网或某种组合与客户端120通信的单独主机上具有印刷机服务客户端过程120和印刷机服务服务器过程。服务器被配置为至少使用传感器测量和用户设定参数值来确定印刷机的至少一组服务相关问题中的任何一个,并确定针对服务问题的补救动作并发起补救动作,发起补救动作例如通过派遣具有正确更换组件的服务技术人员来进行或通过发出要由印刷机执行的命令来进行,或通过改变数据结构184中的一个或多个用户设定参数值来进行,或某种组合来进行。在各种实施例中,该服务器被修改为包括生产线生产率模块172,以使用与生产线生产率相关的信息,如下面参考图2和图3更详细地描述的。
如果服务器过程在与工业印刷机不同的位置处,则一个或多个显著优点产生。例如,印刷机服务提供商可以通过向服务提供商的维护团队或技术支持自动通知异常状况并供应相关信息以解决问题,来减少使用印刷机的客户的生产线设施的停工期。服务提供商人员可以连接到印刷机并监视印刷机,以评估问题,并远程提供校正动作,或者派遣具有正确零件的受通知服务技术人员在第一时间将它修好。实时性能显示呈现(下文也称为“仪表板”)提供关于印刷机的关键数据,这可以有助于服务提供商查明用户设定参数值中的改进区域(设置这些参数的值的过程在本文也称为“编码过程”)。
因此,在一些实施例中,系统包括多个处理器、被配置为向生产线上的包装应用油墨或以其他方式标记包装的工业印刷机、被配置为支持该多个处理器间的数据通信的通信网络、以及包括一个或多个指令序列的至少一个存储器。该至少一个存储器和该一个或多个指令序列被配置为利用至少一个处理器引起该系统获得传感器数据,该传感器数据指示由被配置为测量与工业印刷机的一个或多个组件相关的物理现象的对应传感器输出的值。
在一些实施例中,多个处理器位于对应的多个不同位置处的多个设施处;并且,工业印刷机在多个设施中的特定设施处。图1C是图示了根据实施例的用于工业印刷机的远程服务的示例系统100的框图。系统100包括站点105a处的至少一个工业印刷机110a(诸如特定公司的一个设施),以及至少一个印刷机服务服务器(例如,站点主机132上的印刷机服务站点服务器122,或者不同设施处的远程服务中心108处的提供商主机142上的印刷机服务中央服务器126),以及至少一个通信网络(例如,站点网络134、或广域网180、或服务中心网络144、或某种组合)。在一些实施例中,该系统在一个或多个站点处包括一个或多个单独传感器178,诸如并不是印刷机110一部分的数字光学传感器或数字相机。在一些实施例中,服务操作者或组装轮班操作者使用主机(诸如站点主机132或提供商主机142)上的输入设备、或单独的终端(诸如通过站点网络134连接到站点主机132的站点终端136,或通过服务中心网络144连接到提供商主机142的中央终端146)上的输入设备,来对服务器进行交互和控制。在一些实施例中,服务操作者所使用的终端是下面参考图12描述的移动终端150(诸如智能电话),其通过广域网18或与一个或多个其他网络(诸如站点网络134或服务中心网络144)相组合而连接到服务器主机。
根据所图示的实施例,该系统在一个或多个网络、例如如图1C中所描绘的站点网络134、服务中心网络144和广域网180上实现。网络包括因特网,其被配置为使用因特网协议(IP)和多种应用层协议中的任何一种在终端间交换数据分组,所述应用层协议包括用于在万维网客户端(称为Web浏览器,或简称为浏览器)和万维网服务器之间发送万维网页的超文本传输协议(HTTP)。连接到网络的是在主机上操作的若干个过程,包括印刷机110a上的印刷机服务客户端120和主机132上的印刷机服务站点服务器122以及主机142上的印刷机服务中央服务器126。在一些实施例中,终端136、146和150使用Web浏览器通过交换HTTP数据分组来连接到服务器122或126,以传递仪表板和其他网页屏幕的GUI,并将操作者响应(如果有的话)传递到仪表板和其他屏幕的GUI。在各种实施例中,印刷机服务站点服务器122或印刷机服务中央服务器126或两者包括生产线生产率模块172。
在一些实施例中,站点105a包括零个或多个其他工业印刷机110b,并且印刷机服务服务器(例如,服务器122或服务器126)使用一个或多个数据库(例如,分别地或某种组合地使用印刷机服务站点数据库124,或印刷机服务中央数据库128),以存储从印刷机110a和110b以及零个或多个单独传感器178接收的数据。在各种实施例中,生产线数据结构173中没有任何一个、其中的一些或全部被包括在单独的数据库124和128中的任一个或两者中。在一些实施例中,系统100在其他站点105b处包括零个或多个其他设施,并且印刷机服务中央服务器126被配置为服务来自所有站点105a和105b的印刷机。
尽管出于说明的目的,过程、装备和数据结构在图中1B和图1C中被描绘为以特定布置的整体块,但在其他实施例中,一个或多个过程或数据结构或其部分以不同的方式布置在相同或不同的主机上、在一个或多个数据库中、或者被省略,或者一个或多个不同的过程或数据结构被包括在相同或不同的主机上。
图2是图示了根据实施例的用于存储来自工业印刷机和零个或多个单独传感器178的数据以供在确定生产线生产率中使用的示例数据结构200的框图。生产线数据结构200是由生产线生产率模块172填充、维护和使用的生产线数据结构173的实施例。生产线数据结构200包括一个或多个生产线记录,除了由省略号指示的其他事物之外,还诸如有生产线记录210a和记录210b(下文中统称为生产线记录210)。每个生产线记录210包括保持数据的一个或多个字段,该数据指示由一个生产线对于一次生产运行生产的一个产品,如记录210a中描绘的字段所指示的。尽管出于说明的目的,记录210a中的字段在图2中被描绘为以特定顺序的整体块,但在其他实施例中,一个或多个字段或其部分以不同的顺序布置在平面文件或列表或表格中、在零个或多个数据库中、在一个或多个不同的存储器中、在一个或多个不同的计算机主机上、或者被组合、或者被省略,或者添加一个或多个附加字段,或者以某种方式组合改变数据结构。
线标识符(ID)字段211保持指示特定生产线的唯一标识符的数据,该特定生产线包括一个或多个输送带或其他移动平台,以及一个或多个其他生产线组件。线描述字段213保持描述该线的数据,例如设施中的位置、昵称、该线上的组件列表(包括一个或多个产品零件分配器、由人类或机器人组装者操控的一个或多个零件组装站、一个或多个容器分配器、一个或多个流体分配端口、一个或多个包装组件、零个或多个整理机、填充器、封口机、装箱机、码垛机、剔除抓取器、贴标机、vison系统、输送机、缓冲器、累积台、收缩包装器以及用于给零件或包装贴标注的一个或多个工业印刷机)或其他描述性信息。
印刷机ID字段215保持指示生产线上的一个或多个印刷机中的一个工业印刷机的数据,该印刷机用于表示整个生产线的操作。这样的工业印刷机被称为代表性印刷机。可以被编程为报告(例如发送报告消息,其包括)时间间隔中的印刷操作计数的任何工业印刷机或标记装备(本文也称为智能工业印刷机,或为方便简称为“智能印刷机”)可以用作代表性印刷机,这除了其他事物外还包括喷墨印刷机、激光充墨滚筒和墨粉印刷机、或激光蚀刻标记器、热喷墨印刷机、热传递涂层印刷机、按需滴定印刷机、直接热标注制造机、或某种组合。在一些实施例(其中并不是印刷机组件一部分的一个或多个单独传感器178仍然报告生产线计数或其他生产率数据)中,字段215包括唯一地指示一个或多个单独传感器178的数据。
字段221至229定义字段211中指示的生产线上运行的一次生产。库存单位(SKU)是公司为了库存目的和内部操作而指派给产品的编号。SKU字段221保持指示SKU编号或指示生产线在生产运行中要生产的特定产品的其他编号的数据。目标数量字段223保持指示在一次生产运行期间要生产的产品数量的数据。目标持续时间字段225保持指示其中生产线要输出目标数量的产品的生产运行的持续时间的数据。在一些实施例中,目标持续时间字段225保持指示目标启动时间或目标结束时间的数据,目标启动时间或目标结束时间具有持续时间或者这两者代替持续时间。产品图像字段227保持指示与SKU字段221中的编号相关联的产品图像的数据。包括这样的图像是有利的,因为这样的图像比字段221中的抽象标识符更容易被人类操作者理解,从而易于确保生产线正在恰当地操作。切换时间字段228保持指示在其期间生产线没在操作的时间量的数据,使得组件可以被修改以从先前在字段211中标识的生产线上生产的不同产品改变到字段221中标识的产品。其他规划停工期字段229保持指示在生产运行期间对一个或多个生产线组件(包括一个或多个工业印刷机)的任何计划维护的数据。例如,生产线可以被停止,直到馈送流体分配器的罐被换出以得到更多的相同流体,或者印刷机油墨供应被恢复。该事件及针对其发生的相关联持续时间由字段229中的数据指示。启动时间字段231保持指示生产运行启动的时间的数据,如果该时间未包括在字段225中的话。
除了由省略号指示的其他事物之外,字段233至字段253b还保持指示至少部分由智能印刷机所确定的生产线在生产运行期间的实际性能的数据。时间间隔字段233保持指示在生产运行期间由代表性印刷机印刷的物品数量被报告给处理器的时间间隔的数据,所述处理器将把数据存储到数据结构200中。除了由省略号指示的其他事物之外,间隔数量字段241a、241b(下文中统称为间隔数量字段241)还保持指示自启动时间字段231中的时间起(由时间间隔字段233给出的持续时间)的时间间隔的数量的数据。除了由省略号指示的其他事物之外,还与每个间隔数量字段241a、241b相关联的除了由省略号指示的其他事物之外还分别是产品计数字段243a、243b。除了由省略号指示的其他事物之外,产品计数字段243a、243b(下文中统称为产品计数字段243)还保持指示由单独传感器178印刷或检测的产品数量的数据。在一些实施例中,计数是自启动时间字段231中的时间起印刷或检测到的产品的数量,并且最近间隔中印刷的数量是与紧接在前的产品计数字段中的计数之差。在一些实施例中,计数仅指示在与字段241中的相关联间隔数量相关联的时间间隔期间印刷或检测的产品数量的增量。
在一些实施例中,操作智能印刷机或其他生产线组件来报告一个或多个事件(例如,发送一个或多个事件的事件报告消息)。当这样的事件在生产运行期间发生时,除了由省略号指示的其他事物之外,还将事件时间戳字段251a、251b(统称为事件时间戳字段251)存储在生产线记录210中。除了由省略号指示的其他事物之外,还与每个事件时间戳字段251a、251b相关联的除了由省略号指示的其他事物之外还分别是事件字段253a、2453b。除了由省略号指示的其他事物之外,产品事件字段253a、253b(下文中统称为事件字段253)还保持指示印刷机处的事件或生产线的其他评注的数据。
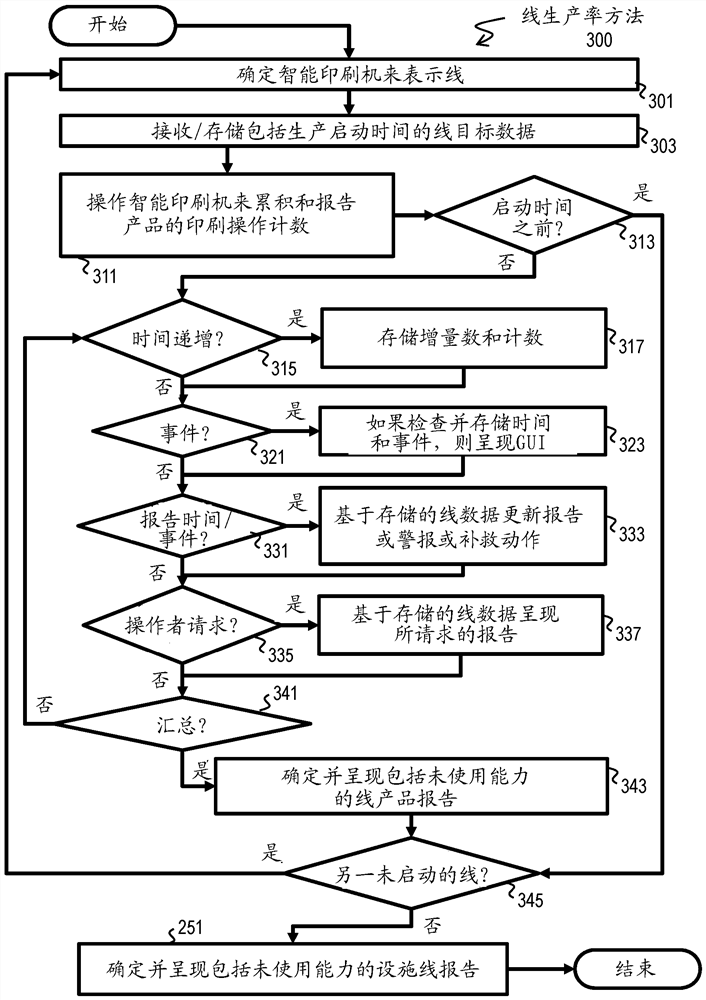
图3是图示了根据实施例的用于基于工业印刷机确定生产线生产率的处理器中的示例方法300的流程图。生产线生产率方法300由生产线生产率模块172执行。尽管出于说明的目的,步骤在图3中被描绘为以特定顺序的整体步骤,但在其他实施例中,一个或多个步骤或其部分以不同的顺序、或者在时间上重叠、串行或并行执行,或者被省略,或者添加一个或多个附加步骤,或者以某种方式组合改变该方法。
在步骤301中,特定生产线上的一个智能工业印刷机被指定为用于该生产线上当前生产运行的代表性印刷机。在一些实施例中,如果代表性印刷机在生产运行期间失灵,则附加的印刷机被指定并排序为备份代表性印刷机。可以使用任何方法来或是主动提供或是响应于查询消息、或者基于某种算法,而确定如此指定哪个印刷机以及哪些印刷机充当备份,包括接收手动输入、从本地或远程数据文件或数据库中检索、或者接收消息中的信息,在所述算法中,印刷机按先进特征或生产线上的上游或下游最远位置进行排序。一旦被选择,生产线标识符和描述与代表性印刷机一起存储在生产线数据结构200中的记录210的字段211、213和215中。例如,在一些实施例中,代表性印刷机由生产线操作者使用图形用户接口(诸如图4A中描绘的具有活动区域的屏幕)来选择。
图4A和图4B是图示了根据实施例的用于在生产线上配置工业印刷机的示例用户接口的框图。因此,图4A是图示了根据实施例的系统100中的终端(诸如站点终端136、中央终端142和移动终端150)的显示设备上的示例屏幕的图。该屏幕包括允许用户输入数据以操作系统的一个或多个活动区域。如众所周知的,活动区域是显示器的一部分,用户可以使用定点设备(诸如光标和光标移动设备或触摸屏)来指向该部分,以引起包括显示器的设备发起动作。除其他事物之外,活动区域的众所周知的形式是具有或没有相关联的键盘的独立按钮、单选按钮、检查列表、下拉菜单、滚动列表和文本框。尽管出于说明的目的,区域、活动区域、窗口和工具栏在图4A和4B中被描绘为特定屏幕上以特定布置的整体块,但在其他实施例中,一个或多个屏幕、窗口或活动区域或其部分以不同的顺序布置、具有不同的类型,或者其中的一个或多个被省略,或者包括附加区域,或者以某种方式组合改变用户接口。
图4A描绘了用于选择代表性印刷机的示例输入屏幕401。输入屏幕401包括屏幕导航区域410,该屏幕导航区域410包括若干个活动区域,针对每个输入屏幕有操作者可以导航到的一个活动区域,包括用于选择生产线设置输入屏幕的活动区域411。当选择该活动区域时,显示面板420。面板420包括站点选择活动区域421(诸如下拉菜单),以选择一个或多个站点中的一个站点,在该站点中操作者可以确定每个生产线的补给。一旦选择了站点,面板420提供指示该站点处的一个或多个生产线中的每一个的子区域,以及用于为该站点添加新生产线的活动区域423。每个生产线子区域包括线名称活动区域431、441,其中可以录入线标识符、诸如线名称。每个线标识符对于区域421中指示的站点是唯一的。每个生产线子区域还包括编辑线活动区域433、443,以允许操作者添加、移动或移除生产线的组件。每个生产线子区域还包括用于以其沿着线出现的顺序(如由区域431中命名的线的居间箭头所指示的)的组件435a、435b、435c、435d(统称为线组件435)的一行生产线活动区域;和以其沿着线的出现顺序(如区域441中命名的线的居间箭头所指示的)的线组件445a、445b、445c(统称为线组件445)。线组件435、445具有可以用于确定生产线生产率的传感器,并且包括这样的组件435c和445b作为相机来充当单独传感器178,以及这样的组件435a、435b、435d、445a和445c作为智能印刷机。通过选择表示一个组件的活动区域,该组件可以被指定为用于生产线的代表性组件。与先前的方法不同,智能印刷机可以被指定为代表性组件,本文称为代表性印刷机。
返回到图3的方法300,在步骤303中,关于生产运行的数据被接收并存储在用于生产线数据结构200的生产运行的记录210中。在各种实施例中,生产运行数据包括指示诸如生产启动时间和产品的目标数量之类的生产线目标数据的数据,例如两个或更多个字段221至225以及零个或多个字段227至229的数据。可以使用任何方法来或是主动提供或是响应于查询消息而获得该数据,包括接收手动输入、从本地或远程数据文件或数据库中检索、或者接收消息中的信息。
图4B描绘了用于描述生产运行的示例输入屏幕405。输入屏幕405包括若干个活动区域。活动区域455允许生产线操作者在生产运行期间指示要生产的产品或者以其他方式命名生产运行。活动区域461和463允许生产线操作者分别针对生产运行指定启动时间和结束时间;或者在其他实施例中,针对生产运行的启动时间和持续时间。在图示的实施例中,活动区域465允许生产线操作者选择全天事件来代替启动时间和持续时间。在图示的实施例中,屏幕包括活动区域471以录入生产运行的描述。在一些实施例中,该活动区域471用于指示在生产运行期间要生产的产品的目标数量。在其他实施例中,包括未示出的活动区域,以允许生产线操作者指定在生产运行期间要生产的产品的目标数量。活动区域473允许生产线操作者指示哪个生产线要用于产品,例如,选择图4A的面板420中描述的生产线之一。在图示的实施例中,屏幕405包括活动区域475,用于指示生产运行期间一次或多次轮班的人员数量或姓名。活动区域481允许操作者保存生产运行数据,在此期间,至少一些信息被存储在数据结构200的记录210中。活动区域483允许操作者退出屏幕而不保存任何改变。活动区域485允许操作者从存储的数据中删除生产运行,诸如删除生产线数据结构200中的记录210。
返回到图3的方法300,在步骤311中,操作代表性印刷机来累积和报告(例如,发送消息报告,其包括)生产运行的印刷操作计数(本文也称为“印刷计数”)。例如,向印刷机发送一系列命令,具有:要印刷的消息(与生产运行的产品相关联);启动以新标注印刷的时间(例如,基于录入活动区域461中的数据);将印刷计数归零的指令;设置印刷计数报告间隔的指令。在一些实施例中,印刷计数报告间隔默认为一个值,诸如在从大约5分钟到大约30分钟的范围中的值,并且优选地为大约15分钟的值。在一些实施例中,印刷计数不归零,而是留下从任何起始值累积。因为印刷计数可以在零时间处被记录,所以相对于零时间处的印刷计数的印刷计数提供了当前生产运行期间的印刷操作数量。
在步骤313中,确定当前时间是否在生产运行的启动时间之前,如果是,则控制转到步骤345以确定是否存在另一未启动的生产线。如果不存在尚未启动生产运行的剩余生产线,则在步骤251中生成针对站点处的所有生产线的报告(例如,报告文档)并呈现该报告。然后过程结束。如果存在还尚未启动生产运行的任何生产线,则控制转回到步骤301至311,并随后准备下一个生产线进行启动或重新访问已经设置但尚未启动的生产线。最终,在步骤313期间,找到针对其达到生产运行启动时间的生产线,并且控制转到步骤315。
在步骤315中,确定是否从如步骤311中所描述那样配置的代表性印刷机接收到时间增量报告消息。如果是,则控制转到步骤317,以基于用于当前生产运行的记录210中的下一对字段241和243中的报告,存储包括增量数和印刷计数的生产线数据。如果印刷机没有重置其印刷计数,则第一报告表示启动时间(增量数=0),并且计数表示启动生产运行之前的初始计数。如果印刷机在生产运行启动时确实重置其印刷计数,则在一些实施例中,第一报告表示启动时间之后的增量(增量数=1),并且计数表示该第一时间增量期间的计数。如果印刷机没有在每个时间增量之后重置其印刷计数,则计数表示累计计数,并且增量期间的计数是与前一次时间增量的累计计数之差。
在一些实施例中,步骤317包括通过通信线路从并不是工业印刷机110一部分的单独传感器178接收指示生产线上产品计数的单独数据。存储生产线数据于是包括基于来自单独传感器的单独数据存储补充数据。此外,单独传感器充当用于自动剔除跟踪的剔除计数器。在一些实施例中,单独传感器是连接到本地无线网络的光电眼。
在步骤321中,确定是否从如步骤311中所描述那样配置的代表性印刷机或从被配置为发送事件报告消息的任何其他生产线组件接收到事件报告消息。如果是,则控制转到步骤323,以在用于当前生产运行的记录210中的下一对字段251和253中存储接收报告消息的时间的时间戳(或事件报告消息中包括的时间戳)和针对事件的代码或事件的描述。在一些实施例中,该事件对生产线生产率无关紧要,并且不针对该特定事件记录时间戳和事件代码或描述。
在一些实施例中,该事件与生产线停止或减速(本文统称为生产线停工期)相关联。例如,在一些实施例中,当印刷计数或单独传感器178指示产品沿着生产线190的移动速率显著降低时,发出事件。在这些实施例中的一些中,停工期与例如如记录在图2中所描绘的线数据结构的字段228或字段229中的计划停工期相关联。如果是,则在步骤323中,该事件被记录为计划停工期。如果不与字段228或229中的数据相关联,则该事件在步骤323期间被标注为非计划停工期。
在一些实施例中,当事件被标注为计划或非计划停工期时,在步骤323期间,允许用户重新标注停工期。因此,在一些实施例中,步骤33包括呈现被配置为接收标注输入数据的用户接口,该标注输入数据指示在计划停工期标注和非计划停工期标注之间所观察到的停工期的标注的改变。
在一些实施例中,当检测到事件为停工期时,步骤323包括让用户提供针对停工期的原因,称为事件代码,诸如下面参考图9A更详细地描述的。在这些实施例中,步骤323包括呈现被配置为接收针对停工期的原因的用户接口。
在一些实施例中,当检测到事件为停工期时,步骤323包括让智能印刷机提供针对停工期的原因。在这样的实施例中,基于工业印刷机110中与产生印刷操作计数不同的一个或多个传感器,自动产生事件代码。事件代码指示与生产线上代表性印刷机或不同印刷机中的至少一个的生产停工期相关联的印刷机状况或事件。存储生产线数据包括存储在步骤323期间自动产生的事件代码。
在一些实施例中,当检查员准备检查生产线上的产品时,由检查员手中的诸如平板计算机或智能电话之类的设备发出事件报告消息。在一些实施例中,事件是检查,并且不需要与生产线生产数据直接相关。在一些实施例中,通过GUI接收检查数据并记录结果。因此,在一些实施例中,步骤323包括呈现被配置为基于检查员提供的手动输入接收检查数据的检查用户接口,并将检查数据存储在计算机可读介质上。
在步骤331中,确定事件报告消息是否要被报告给生产线操作者,或者当前时间是否是更新生产线状态报告(诸如对生产线操作者可见的仪表板屏幕,并且在下面更详细地描述)的时间。如果是,则在步骤333中,将该事件报告给生产线操作者(例如,在给生产线操作者所拥有的本地或远程终端的消息中)、或者更新生产线状态报告、或者进行这两者。在任一情况下,所请求的报告被准备并呈现在对生产线操作者可访问的显示设备上。
在步骤335中,确定是否从本地或远程终端处的操作者接收到针对关于生产线生产率的某种报告的请求,所述报告诸如关于总输出的报告、关于生产速率的报告、关于与目标偏离的报告、或预测到生产运行结束时的生产率的报告、或某种组合。如果是,控制转到步骤337以准备所请求的报告,并将其呈现在对生产线操作者可访问的显示设备上。下面参考图5提供了用于显示这样的报告的格式;并且,示例部分中提供了另外的示例。
在步骤341中,确定是否满足汇总报告条件。可以使用任何汇总报告条件,除其他事物外还诸如有轮班结束、等于目标启动时间之后目标持续时间的时间流逝(例如,在字段463中录入的目标结束时间)、等于第一产品被印刷之后目标持续时间的时间流逝、或者等于产品的目标数量的印刷计数,或者任何组合。如果不是,则控制转回步骤315,并随后继续累积间隔计数和事件。
如果在步骤341中确定满足汇总条件,则控制转到步骤343。在步骤343中,生成汇总报告,并呈现在对于生产线操作者可访问的显示设备上。在各种实施例中呈现各种参数的值,诸如相对于目标的性能,或与各种因素的性能关联,所述因素除其他事物外还诸如有生产线、轮班、产品、包装、生产线组件或生产线的未使用能力,或停工期的总要素和构成要素,或某种组合。控制然后转到步骤345,以配置或监视任何尚未启动的线。
图5是图示了根据实施例的用于报告生产线生产率的示例用户接口500(称为仪表板)的框图。这样的报告可以如在步骤343中那样按每生产线执行,或者如在步骤251中那样针对多个生产线或多个设施执行。仪表板500包括日期范围活动区域503,其可以用于录入用于检验生产线生产率的数据范围。仪表板500还包括站点ID活动区域501,其可以用于选择针对其可以合并生产线生产率数据的任何一个或多个站点。仪表板500包括除了由省略号指示的其他事物之外的一个或多个汇总面板510,以及除了由省略号指示的其他事物之外的一个或多个图形面板520。
每个汇总面板510给出一个或多个生产率度量的当前值或平均值。例如,除了由省略号指示的零个或多个其他事物之外,每个面板510还包括线ID区域511、线状态区域513、绘图类型区域515和更多信息区域517。线ID区域511提供指示生产线或生产运行或某种组合的数据。状态区域513呈现汇总当前或最新生产运行状态的一个或多个参数的值。绘图类型区域515是允许用户选择要在图形面板520中呈现的图形类型的活动区域。下面参考图6A至图9C在示例部分中描述了示例图形。
更多信息区域517是活动区域。当被用户选择时,分别用针对落在活动区域503和501中指示的日期范围和站点内的一次或更多次生产运行的相关信息(除了其他信息之外还诸如有生产运行描述、代表性印刷机、线组件)的列表、或者图形、或者某种组合来替换面板510。
因此,仪表板为远离印刷机的终端处的用户提供确定一个或多个生产线和生产运行中的每个的相对状态的手段。在一些实施例中,仪表板还提供活动区域,因此远离印刷机的终端处的用户可以发出命令或建议要在印刷机处执行的操作。仪表板500允许用户在用户定义的时间段内查看生产线的实际性能;了解目标是否适当,是肯定的还是否定的;针对目标随着时间跟踪一个或多个生产线上的OEE性能。生产线和时间帧的分组是用户可选择的。用户可以使用活动区域下钻查询特定时间段以得到更多细节。该系统提供对以下类型数据的访问:吞吐量对比目标;OEE;装备状态;停工期事件;即将到来的计划;和可配置的告警。用户可以选择在多个级别查看信息,包括:工厂;生产线(例如,包装线);产品;和个体装备。可以在不同的时间帧内提供数据:实时性能;轮班预计;以及历史趋势。
因此,图3图示了包括获得初始化数据的示例方法300,该初始化数据指示在设施处的生产线上使用的代表性工业印刷机和要由生产线输出的产品。方法300还包括获得指示目标启动时间和产品的目标数量以及用于生产目标数量的产品的目标持续时间的目标数据。该方法进一步包括操作代表性工业印刷机以规律时间间隔报告产品的印刷操作计数。仍进一步,该方法包括存储生产线数据,该生产线数据指示印刷操作计数和时间间隔。又进一步,该方法包括,在先决条件下,基于印刷操作计数和目标数据确定指示生产线生产率的生产线报告,并且在显示设备上呈现该生产线报告。先决条件是包括以下各项的群组中的一个或多个:在目标启动时间之后目标持续时间的流逝;在产品的第一印刷操作之后目标持续时间的流逝;生产线上轮班工人的改变;一天中的时间;以及预定事件。
2.示例实施例
图6A至图6C是图示了根据实施例的用于报告生产线生产率的面板520的示例内容的图表。图6A是条形图,其描绘了针对仪表板500区域503和501中分别指定的时间间隔和站点,生产线上按一周中的各天生产的产品的示例总数。横轴指示一周中的一天,并且纵轴指示生产的产品数量。该图表指示每天包装的物品数量对比该线的目标。条形基于字段231中的启动时间、字段241中的间隔数量和字段243中的产品计数,指示那些天中生产运行的累积计数。水平线615基于字段223中的数据指示产品的目标数量。
图6B是条形图,其描绘了针对在仪表板500区域503和501中分别指定的时间间隔和站点的示例OEE。横轴指示针对在仪表板500区域503和501中分别指定的时间间隔和站点,以小时零起始的小时编号。纵轴指示总体装备效率(OEE)。小时编号2示出了良好的性能,其具有由线625指示并且以对角线方式画阴影的处于或超过95%的OEE水平。小时编号1示出了由线626指示的处于或超过90%但少于95%的平均OEE水平,并用点状画阴影。小时编号0、3和4示出了由线626指示的处于或超过85%但少于90%的边际OEE水平,并用虚线画阴影。
图6C是条形图,其描绘了针对在仪表板500区域503和501中分别指定的时间间隔和站点,按类别的示例实际吞吐量和到目标的差距。横轴指示以零起始的小时编号。纵轴指示与1000单位每小时的目标生产速率之差。每个条形635的最低区段635指示在该小时期间实际生产的单位数量。每个条形的下一区段636指示除了规划停工期之外可能已经生产的单位数量。当产品计数没有在递增时,可以从线数据结构的记录210中的字段228和229、连同一个或多个事件字段253中指示的事件和字段251中的相关联时间戳来推断规划停工期。每个条形的下一区段637指示除了非规划停工期之外可能已经生产的单位数量。当产品计数没有在递增时,可以从一个或多个事件字段253中指示的事件和字段251中的相关联时间戳来推断非规划停工期。每个条形的顶部区段638指示当生产线没有停工时可能已经生产(但是却没有生产)的单位数量。这些单位表示所损失的使生产线生产率更大的机会。
图7A至图7B是图示了根据实施例的用于报告生产线生产率的示例屏幕的框图。图7A是针对在仪表板500区域503和501中分别指定的时间间隔和站点的工厂概览图。在区域421中指示站点。该图提供了若干个生产线、生产线状态、它们当前正在运行的SKU以及朝向目标数据的所有相关进度。对于站点处的每个生产线,该图提供了生产线区域710。每个生产线区域710包括:用于生产运行的区域711中的产品图像;区域712,其呈现指示生产线的标识符的文本;区域713,其呈现指示当前状态(例如,以目标效率操作达3小时,或以边际效率运行达15分钟,或停工达25分钟等)的文本;区域714,其以如下间隔标注时间轴,所述间隔分别基于(例如,等于)线数据结构200中的记录210中的字段231和233中的启动时间和时间间隔;平行于时间轴伸展的条形,其具有表示不同状态间隔的不同颜色(例如,处于或接近目标效率伸展的颜色725,处于边际效率或之下伸展的颜色726,以及针对停工期的颜色727);区域715,其呈现指示最后一小时中的计数、自启动时间起的总计数和自启动时间起的目标计数的文本;区域716,其呈现指示OEE效率、当前轮班期间目标计数的目标时间后的时间、以及当前轮班期间目标计数后的计数的文本;区域717,其呈现用指向下、水平或向上的箭头指示相对于目标的趋势的图;以及呈现饼图的区域718,该饼图指示相对于目标速率生产的产品部分以及归因于规划停工期而错过的产品部分和归因于非规划停工期而错过的产品部分。
图7B是一图表,其追踪针对在仪表板500区域503和501中分别指定的时间间隔和站点的作为时间函数的实际生产对比规划生产。独立轴732指示时间,并且从属轴734指示要达到目标生产还要生产的产品。轨迹737指示作为时间函数的实际计数;并且,轨迹736指示作为时间函数的目标计数。规划停工期在刚好在虚线指示的当前时间733之前的时间是明显的。在当前时间过后,轨迹指示如果生产线以目标速率继续进行的预计计数,该目标速率由目标数量除以目标持续时间给出,目标数量和目标持续时间分别在线数据结构200中针对当前生产运行的记录210中的字段223和225中。该预计可以用于确定目标结束时间处的计数(在该计数处轨迹736碰到独立轴),或目标计数的结束时间(在该结束时间处轨迹737碰到独立轴)。
图8是图示了根据实施例的用于报告生产线在延长的时间段内的生产率的面板的示例内容的图表。图8是一条形图,其描绘了针对在仪表板500区域503和501中分别指定的比图6B中更长的时间间隔和站点的示例OEE。横轴指示5周中每周的周编号,纵轴指示以百分比计的OEE。由对角线阴影指示具有超过85%OEE的周1、3和5。由点状阴影指示具有超过80%OEE的周2。由虚线阴影指示具有70%之下OEE的周4。
在一些实施例中,用户基于生产运行记录中记录的任何事件来配置停工期代码,如下面例如参考图9A所述的。然后,可以通过可以连接到系统的任何设备访问代码,并在线路上输入或者从时间戳和具有零计数或最小计数的间隔数量推导出持续时间。作为结果,用户可以按每时间段的量查看停工期,或通过代码累计地查看停工期。图9A至图9C是图示了根据实施例的用于报告生产线的停工期的示例屏幕的框图。
图9A是用于为不同事件或事件组合定义不同代码的示例用户接口。由用户例如在步骤323期间例如使用网页或其他GUI通过电话、平板计算机或PC录入停工期代码。当机器已经被确定为停止时,系统允许该录入(在某个可配置的时间段期间没有计数)。这允许用户对数据进行分类;因此,获得对如何改进生产线上的操作更深入的见解。OEE不基于该分类而改变;因为OEE仅取决于非规划停工期的总计。因此,例如,当填充器(其将产品放入包装中)停止时,智能印刷机后续停止印刷,检测到没有印刷,例如经由网页针对要录入的代码向用户呈现请求。用户录入或创建用于填充器停工的代码。如果用户未能录入代码,则将停工期捕获为未分类的非规划停工期。在该示例中,代码1指示填充器停工;代码2指示作为导致印刷机停工的任何智能印刷机事件结果的印刷机停工;代码3指示输送机停工,如通过没有产品在代表性印刷机或指向输送构件的运动检测器前出现来推断该输送机停工;代码4指示等待原材料,诸如填充罐体的液体;代码5指示如从字段228和229中的数据推断的用于规划维护的停工;并且,代码6指示如由记录在字段253中的事件确定的质量保证保持。
在一些实施例中,在步骤323期间提供该接口,并且该接口包括重新标注活动区域912或自动填充的活动区域914或两者。用户可以使用重新标注活动区域912来将停工期从计划的改变为非计划的,或者反过来。在自动填充的活动区域914中,例如利用图标呈现数据,该数据指示作为显示主题的特定停工期的事件代码已经基于在与当前停工期事件相关联的事件时间处由智能印刷机110自动生成的错误代码或条件被自动填充。
在各种实施例中,一个或多个代码以其他自动化或自动化辅助方式确定。这些自动化或自动化辅助实施例的优点是在如下情况下获得停工期代码:在该情况中,因为操作者正专注于使生产线返回操作,操作者可能以其他方式跳过提供对提示的手动响应。例如,在一些实施例中,生产线生产率模块172被绑定到主控制器或生产线的一个或多个组件中的每一个上的可编程逻辑控制器(PLC)中,该绑定例如通过监视这样的PLC将它们的当前状态放置在其上的通信总线来进行。在一些实施例中,通信设备(未示出)与生产线的组件共同定位。当操作者关注到该组件时,操作者也可以例如使用一个或多个按钮或活动区域来操作通信设备,响应于此,预定停工期代码被传送到生产线生产率模块172。
图9B是一条形图,其指示针对在仪表板500区域503和501中分别指定的时间间隔和站点的对停工期有贡献的代码。在图示的实施例中,时间间隔是一周,并且横轴指示一周中的一天。纵轴指示归于每个代码的小时数。条形的顶部指示总停工期,并且归因于每个代码的部分由一种颜色表示。具有第一颜色的每个条形的最低区段指示代码1,并且具有颜色2至6的每个条形的接续较高区段指示代码2至6。
图9C是移除了中心的饼图,从而形成环形或圆形图表,其指示针对在仪表板500区域503和501中分别指定的时间间隔和站点的对总停工期有贡献的代码。代码1至6在顺时针方向上为环贡献部分,分别占总停工期的17%、7%、19%、27%、20%和10%。这类信息表明,补救动作最好针对最大的贡献者,诸如用于等待原材料的代码4。
图13A和图13C是图示了根据实施例的用于报告产品检查的示例屏幕的框图。图13A是一框图,其图示了用于配置一组无限制检查的示例截屏。图13B是图示了用于接收提醒并在互联网使能的设备(诸如台式机或智能电话)上完成检查的示例截屏的框图。在这些屏幕处接收到的输入被存储为电子记录,稍后可以搜索该电子记录并产生检查汇总报告。
图13A图示了一屏幕,该屏幕允许创建将替换当前可能使用的纸质表单的检查表单。系统为该特定“检查组”表单提供名称,并提供将在该表单上检查的类别。除了实例化电子表单之外,用户还可以进行来自该屏幕的以下各项中的一个或多个:1)将该检查组指派给特定的线或产品(甚至是确实具有智能印刷机的线);2)利用相关联的通知创建用于执行该检查的节奏;或者,3)输入参考数据,诸如“16oz.+ 0.5oz”(未描绘)。
图13B图示了一屏幕,该屏幕呈现了用户将查看并用于完成检查的完成表单。检查员将仔细检查表单上的每个项目并提供任何输入,所述输入将指示值或“通过/失败”的判断。附加地,检查员可以进行以下各项中的一个或多个:1)查看配置的参考数据,该数据可以是值(见上文)或图像(例如,正确的标注放置);2)提供将最常用于提供关于失败检查的更多信息的评注;或者,3)附上图像例如以捕获不正确的标注放置。
因此,如这些示例所图示的,该系统使得人们能够自动化包装线设置,提取基于关键性能的数据,并将该数据转化为可行动的见解。因此,该系统提供用于例如通过标识停工期原因而增加生产线生产率的手段,补救动作最佳地针对所述原因。这通过以下各项而是可能的:(a)无缝网络和远程服务器连接性(例如,云连接性),这使能实现在单个屏幕上对整个包装和其他生产线操作的可见性;(b)数据可视化促进管理见解,这使能实现数据驱动的动作;以及(c)为前线团队成员配备实时数据,从而解锁围绕日常性能的所有权、自豪感和参与度。该系统使得能够知道人在何处,知道人将去到何处,以及知道人如何去那里(因此其不会再次发生或对其重复)。该系统提供了包装线和其他生产线性能的实时可视化,对生产率的前瞻性预计,以及对改进的ID区域和最佳实践的历史趋势分析。
3.计算硬件概览
图10是图示了可以在其上实现本发明实施例的计算机系统1000的框图。计算机系统1000包括诸如总线1010的通信机制,用于在计算机系统1000的其他内部和外部组件之间传递信息。信息被表示为可测量现象的物理信号,通常是电压,但是在其他实施例中包括诸如磁、电磁、压力、化学、分子原子和量子相互作用的现象。例如,北磁场和南磁场、或者零电压和非零电压表示二进制数位(位)的两种状态(0,1)。其他现象可以表示更高基数的数位。测量之前多个同时量子状态的叠加表示量子位(qubit)。一个或多个数位的序列构成数字数据,该数字数据用于表示数或字符的代码。在一些实施例中,称为模拟数据的信息由特定范围内的可测量值的接近连续体来表示。计算机系统1000或其部分构成用于执行本文描述的一种或多种方法的一个或多个步骤的构件。
二进制数位序列构成数字数据,该数字数据用于表示数或字符的代码。总线1010包括许多并行的信息导线,使得信息在耦合到总线1010的设备间快速传递。用于处理信息的一个或多个处理器1002与总线1010耦合。处理器1002对信息执行一组操作。该组操作包括从总线1010中带来信息以及将信息置于总线1010上。该组操作通常还包括比较两个或更多个信息单元,使信息单元的位置移位,以及诸如通过加法或乘法组合两个或更多个信息单元。要由处理器1002执行的操作序列构成计算机指令。
计算机系统1000还包括耦合到总线1010的存储器1004。诸如随机存取存储器(RAM)或其他动态存储设备之类的存储器1004存储包括计算机指令的信息。动态存储器允许计算机系统1000改变存储在其中的信息。RAM允许存储在称为存储器地址的位置处的信息单元独立于相邻地址处的信息被存储和检索。处理器1002还使用存储器1004来存储计算机指令执行期间的临时值。计算机系统1000还包括耦合到总线1010的只读存储器(ROM)1006或其他静态存储设备,用于存储静态信息,包括计算机系统1000不改变的指令。也耦合到总线1010的是非易失性(持久)存储设备1008(诸如磁盘或光盘),用于存储包括指令的信息,即使当计算机系统1000关闭或以其他方式断电时,该信息也存留。
包括指令的信息从外部输入设备1012提供给总线1010以供处理器使用,外部输入设备1012诸如是包含由人类用户操作的字母数字键的键盘、或传感器。传感器检测其附近的状况,并将那些检测变换成与用于表示计算机系统1000中的信息的信号兼容的信号。耦合到总线1010的主要用于与人类交互的其他外部设备包括:用于呈现图像的显示设备1014,诸如阴极射线管(CRT)或液晶显示器(LCD);以及用于控制显示器1014上呈现的小光标图像的位置并发出与显示器1014上呈现的图形要素相关联的命令的定点设备1016,诸如鼠标或轨迹球或光标方向键。
在所图示的实施例中,诸如专用集成电路(IC)1020的专用硬件耦合到总线1010。专用硬件被配置为执行处理器1002没有为专用目的足够快地执行的操作。专用IC的示例包括用于为显示器1014生成图像的图形加速卡、用于加密和解密通过网络发送的消息的密码板、语音识别以及到特殊外部设备的接口,所述特殊外部设备诸如重复执行在硬件中更高效地实现的某个复杂操作序列的机器人臂和医疗扫描装备。
计算机系统1000还包括耦合到总线1010的通信接口1070的一个或多个实例。通信接口1070提供与各种外部设备的双向通信耦合,所述外部设备用它们自己的处理器操作,诸如印刷机、扫描仪和外部盘。一般而言,耦合是利用网络链路1078的,该网络链路1078连接到各种具有其自己的处理器的外部设备所连接到的本地网络1080。例如,通信接口1070可以是个人计算机上的并行端口或串行端口或通用串行总线(USB)端口。在一些实施例中,通信接口1070是集成服务数字网(ISDN)卡或数字订户线路(DSL)卡、或者提供到对应类型的电话线的信息通信连接的电话调制解调器。在一些实施例中,通信接口1070是线缆调制解调器,其将总线1010上的信号转换成用于通过同轴线缆的通信连接的信号,或者转换成用于通过光纤线缆的通信连接的光学信号。作为另一个示例,通信接口1070可以是局域网(LAN)卡,以提供到诸如以太网之类的兼容LAN的数据通信连接。也可以实现无线链路。载波(诸如声波和电磁波,包括无线电、光学和红外波)在没有电线或线缆的情况下通过空间行进。信号包括载波的幅度、频率、相位、极化或其他物理属性的人为变化。对于无线链路,通信接口1070发送和接收电、声或电磁信号,包括承载信息流(诸如数字数据)的红外和光学信号。
术语计算机可读介质在本文用于指代参与向处理器1002提供信息的任何介质,所述信息包括用于执行的指令。这样的介质可以采取许多种形式,包括但不限于非易失性介质、易失性介质和传输介质。非易失性介质包括例如光盘或磁盘,诸如存储设备1008。易失性介质包括例如动态存储器1004。传输介质包括例如同轴线缆、铜线、光纤线缆、以及在没有电线或线缆的情况下通过空间行进的波(诸如声波和电磁波,包括无线电、光学和红外波)。术语计算机可读存储介质在本文用于指代除传输介质之外的参与向处理器1002提供信息的任何介质。
计算机可读介质的常见形式包括例如软盘、柔性盘、硬盘、磁带或任何其他磁介质、致密盘ROM(CD-ROM)、数字视频盘(DVD)或任何其他光学介质、穿孔卡、纸带或具有孔图案的任何其他物理介质、RAM、可编程ROM(PROM)、可擦除PROM(EPROM)、闪速-EPROM或任何其他存储器芯片或盒、载波或者计算机可以从中进行读取的任何其他介质。术语非暂时性计算机可读存储介质在本文用于指代除载波和其他信号之外参与向处理器1002提供信息的任何介质。
编码在一个或多个有形介质中的逻辑包括计算机可读存储介质和专用硬件(诸如ASIC 1020)上的处理器指令中的一个或两者。
网络链路1078通常通过一个或多个网络向使用或处理信息的其他设备提供信息通信。例如,网络链路1078可以通过本地网络1080提供到主机计算机1082或到由因特网服务提供商(ISP)操作的装备1084的连接。ISP装备1084继而通过现在通常被称为因特网1090的网络的公共全球分组交换通信网络提供数据通信服务。连接到因特网的称为服务器1092的计算机响应于通过因特网接收的信息提供服务。例如,服务器1092提供表示用于在显示器1014处呈现的视频数据的信息。
本发明涉及使用计算机系统1000以用于实现本文描述的技术。根据本发明的一个实施例,那些技术由计算机系统1000响应于处理器1002执行包含在存储器1004中的一个或多个指令的一个或多个序列来执行。这样的指令(也称为软件和程序代码)可以从另一个计算机可读介质(诸如存储设备1008)读入存储器1004中。包含在存储器1004中的指令序列的执行引起处理器1002执行本文描述的方法步骤。在替代实施例中,诸如专用集成电路1020之类的硬件可以取代软件或者与软件相组合地使用以实现本发明。因此,本发明的实施例不限于硬件和软件的任何特定组合。
通过通信接口1070在网络链路1078和其他网络上传输的信号承载去往和来自计算机系统1000的信息。计算机系统1000除其他事物外还可以通过网络1080、1090,通过网络链路1078和通信接口1070发送和接收包括程序代码的信息。在使用因特网1090的示例中,服务器1092通过因特网1090、ISP装备1084、本地网络1080和通信接口1070传输由从计算机1000发送的消息所请求的用于特定应用的程序代码。接收到的代码可以在其被接收时由处理器1002执行,或者可以存储在存储设备1008或其他非易失性存储装置中以供稍后执行,或者两者兼有。以该方式,计算机系统1000可以获得以载波上信号的形式的应用程序代码。
在将指令或数据或两者的一个或多个序列运送到处理器1002以供执行中,可以牵涉到各种形式的计算机可读介质。例如,指令和数据初始可以被承载在诸如主机1082之类的远程计算机的磁盘上。远程计算机将指令和数据加载到其动态存储器中,并使用调制解调器通过电话线发送指令和数据。计算机系统1000本地的调制解调器接收电话线上的指令和数据,并使用红外发射器将指令和数据转换成充当网络链路1078的红外载波上的信号。充当通信接口1070的红外检测器接收红外信号中承载的指令和数据,并将表示指令和数据的信息置于总线1010上。总线1010将信息运送到存储器1004,处理器1002利用与指令一起发送的一些数据从存储器1004中检索并执行指令。在处理器1002执行之前或之后,在存储器1004中接收的指令和数据可以可选地存储在存储设备1008上。
图11图示了可以在其上实现本发明实施例的芯片组1100。芯片组1100被编程为执行本文描述的方法的一个或多个步骤,并且包括例如参考图10描述的并入一个或多个物理封装(例如,芯片)中的处理器和存储器组件。作为举例,物理封装包括结构组装件(例如,基板)上的一种或多种材料、组件和/或电线的布置以提供一个或多个特性,诸如物理强度、大小守恒和/或电相互作用的限制。设想到在某些实施例中,芯片组可以在单个芯片中实现。芯片组1100或其部分构成用于执行本文描述的方法的一个或多个步骤的构件。
在一个实施例中,芯片组1100包括诸如总线1101的通信机制,用于在芯片组1100的组件间传递信息。处理器1103具有到总线1101的连接性,以执行指令并处理存储在例如存储器1105中的信息。处理器1103可以包括一个或多个处理核心,其中每个核心被配置为独立执行。多核处理器使能实现单个物理封装内进行多重处理。多核处理器的示例包括两个、四个、八个或更多数量的处理核心。替代地或附加地,处理器1103可以包括经由总线1101串联配置的一个或多个微处理器,以使能实现指令的独立执行、流水线化和多线程化。处理器1103还可以伴随有一个或多个专门化组件来执行某些处理功能和任务,诸如一个或多个数字信号处理器(DSP)1107,或者一个或多个专用集成电路(ASIC)1109。DSP 1107通常被配置为独立于处理器1103实时处理现实世界的信号(例如,声音)。类似地,ASIC 1109可以被配置为执行不容易由通用处理器执行的专门化功能。辅助执行本文描述的发明功能的其他专门化组件包括一个或多个现场可编程门阵列(FPGA)(未示出)、一个或多个控制器(未示出)、或者一个或多个其他专用计算机芯片。
处理器1103和伴随的组件经由总线1101而具有到存储器1105的连接性。存储器1105包括动态存储器(例如,RAM、磁盘、可写光盘等)和静态存储器(例如,ROM、CD-ROM等)两者,以用于存储可执行指令,所述指令在被执行时执行本文描述的方法的一个或多个步骤。存储器1105还存储与本文描述的方法的一个或多个步骤的执行相关联或通过所述执行生成的数据。
图12是根据实施例的用于通信的移动终端(例如,手机)的示例性组件的图,所述移动终端能够在图1的系统中操作。在一些实施例中,移动终端1201或其部分构成用于执行本文描述的一个或多个步骤的构件。一般地,无线电接收器通常依据前端和后端特性来定义。接收器的前端涵盖所有射频(RF)电路,而后端涵盖所有基带处理电路。如在本申请中所使用的,术语“电路”指代以下两者:(1)纯硬件实现(诸如仅在模拟和/或数字电路中的实现),和(2)电路和软件(和/或固件)的组合(诸如,如果适用于特定上下文,则指代(一个或多个)处理器的组合,包括(一个或多个)数字信号处理器、软件和(一个或多个)存储器,它们一起工作以引起诸如移动电话或服务器之类的装置执行各种功能)。该“电路”定义适用于该术语在本申请中、包括在任何权利要求中的所有用途。作为另外的示例,如在本申请中所使用的,并且如果适用于特定上下文,则术语“电路”将也覆盖仅仅处理器(或多个处理器)及其(或它们的)伴随软件/或固件的实现。如果适用于特定上下文,则术语“电路”将还覆盖例如移动电话中的基带集成电路或应用处理器集成电路,或者蜂窝网络设备或其他网络设备中的类似集成电路。
电话的相关内部组件包括主控制单元(MCU) 1203、数字信号处理器(DSP) 1205和包括麦克风增益控制单元和扬声器增益控制单元的接收器/发射器单元。主显示单元1207向用户提供显示,以便支持执行或支持如本文所描述的步骤的各种应用和移动终端功能。显示器1207包括被配置为显示移动终端(例如,移动电话)的用户接口的至少部分的显示电路。附加地,显示器1207和显示电路被配置为促进对移动终端的至少一些功能的用户控制。音频功能电路1209包括麦克风1211和放大从麦克风1211输出的语音信号的麦克风放大器。从麦克风1211输出的经放大的语音信号被馈送到编码器/解码器(编解码器)1213。
无线电区段1215放大功率并转换频率,以便经由天线1217与包括在移动通信系统中的基站通信。功率放大器(PA)1219和发射器/调制电路操作性地响应于MCU 1203,其中来自PA 1219的输出耦合到双工器1221或循环器或天线开关,如本领域已知的。PA 1219还耦合到电池接口和功率控制单元1220。
在使用中,移动终端1201的用户对麦克风1211讲话,并且他或她的声音连同任何检测到的背景噪声一起被转换成模拟电压。模拟电压然后通过模数转换器(ADC)1223转换成数字信号。控制单元1203将数字信号路由到DSP 1205中以在其中进行处理,诸如语音编码、信道编码、加密和交织。在一个实施例中,未单独示出的单元使用蜂窝传输协议对经处理的声音信号进行编码,所述蜂窝传输协议诸如为全球演进增强数据速率(EDGE)、通用分组无线电服务(GPRS)、全球移动通信系统(GSM)、因特网协议多媒体子系统(IMS)、通用移动电信系统(UMTS)等,以及任何其他合适的无线介质,例如微波接入(WiMAX)、长期演进(LTE)网络、码分多址(CDMA)、宽带码分多址(WCDMA)、无线保真(WiFi)、卫星等等,或其任何组合。
编码信号然后被路由到均衡器1225,均衡器1225用于补偿在通过空中传输期间发生的任何频率相关的损伤(诸如相位和幅度失真)。在均衡位流之后,调制器1227将信号与RF接口1229中生成的RF信号组合。调制器1227通过频率或相位调制的方式生成正弦波。为了准备用于传输的信号,上变频器1231将从调制器1227输出的正弦波与合成器1233生成的另一个正弦波相组合,以实现期望的传输频率。该信号然后通过PA 1219发送,以将信号增加到适当的功率水平。在实际系统中,PA 1219充当可变增益放大器,其增益由DSP 1205根据从网络基站接收的信息来控制。该信号然后在双工器1221中被滤波,并可选地被发送到天线耦合器1235,以匹配阻抗,从而提供最大功率传递。最后,该信号经由天线1217被传输到本地基站。可以供应自动增益控制(AGC)来控制接收器最后级的增益。信号可以从那里转发到远程电话,该远程电话可以是另一个蜂窝电话、连接到公共交换电话网(PSTN)或其他电话网络的任何其他移动电话或陆地线路。
传输到移动终端1201的声音信号经由天线1217被接收,并由低噪声放大器(LNA)1237立即放大。下变频器1239降低载波频率,而解调器1241剥离RF,仅留下数字位流。该信号然后经过均衡器1225,并由DSP 1205处理。数模转换器(DAC) 1243转换该信号,并且所得输出通过扬声器1245传输给用户,所有这些都在主控制单元(MCU)1203的控制下,主控制单元1203可以被实现为中央处理单元(CPU)(未示出)。
MCU 1203从键盘1247接收包括输入信号的各种信号。与其他用户输入组件(例如,麦克风1211)组合的键盘1247和/或MCU 1203包括用于管理用户输入的用户接口电路。MCU1203运行用户接口软件,以促进对如本文所述的移动终端1201的至少一些功能的用户控制。MCU 1203还分别向显示器1207和语音输出切换控制器递送显示命令和切换命令。此外,MCU 1203与DSP 1205交换信息,并且可以访问可选地并入的SIM卡1249和存储器1251。此外,MCU 1203执行终端所需的各种控制功能。取决于实现,DSP 1205可以对声音信号执行多种常规数字处理功能中的任何一种。附加地,DSP 1205根据麦克风1211检测到的信号确定本地环境的背景噪声水平,并将麦克风1211的增益设置为被选择来补偿移动终端1201的用户的自然倾向的水平。
编解码器1213包括ADC 1223和DAC 1243。存储器1251存储包括呼叫传入音调数据的各种数据,并且能够存储其他数据,包括经由例如全球因特网接收的音乐数据。软件模块可以驻留在RAM存储器、闪速存储器、寄存器或本领域已知的任何其他形式的可写存储介质中。存储器设备1251可以是但不限于单个存储器、CD、DVD、ROM、RAM、EEPROM、光学存储装置、磁盘存储装置、闪速存储器存储装置或能够存储数字数据的任何其他非易失性存储介质。
可选地并入的SIM卡1249承载例如重要信息,诸如蜂窝电话号码、载波供应服务、订购细节和安全信息。SIM卡1249主要用于标识无线电网络上的移动终端1201。卡1249还包含用于存储个人电话号码注册表、文本消息和用户特定移动终端设置的存储器。
在一些实施例中,移动终端1201包括数字相机,该数字相机包括光学检测器阵列,诸如电荷耦合器件(CCD)阵列1265。该阵列的输出是图像数据,该图像数据被传递到MCU以供进一步处理或存储在存储器1351中或者两者兼有。在所图示的实施例中,光通过透镜1263撞击在光学阵列上,透镜1263诸如针孔透镜或由光学级玻璃或塑料材料制成的材料透镜。在所图示的实施例中,移动终端1201包括诸如LED的光源1261,以照亮主体以供例如CCD1265的光学阵列捕获。光源由电池接口和功率控制模块1220供电,并由MCU 1203基于存储或加载到MCU 1203中的指令来控制。
4.扩展、修改和替代物
在前述说明书中,已经参考本发明的具体实施例描述了本发明。然而,将清楚的是,在不脱离本发明的较宽广的精神和范围的情况下,可以对其进行各种修改和改变。因此,在说明性的而非限制性的意义上看待说明书和附图。贯穿该说明书和权利要求,除非上下文另有要求,否则词语“包括”及其变型、诸如“包含”和“包含有”将被理解为暗示包括所陈述的项目、元件或步骤、或者项目、元件或步骤的群组,但不排除任何其他项目、元件或步骤、或者项目、元件或步骤的群组。此外,不定冠词“一”或“一个”意在指示一个或多个由该冠词修饰的项目、元件或步骤。
- 用于利用工业印刷机跟踪生产线生产率的系统和方法
- 用于计算工业设备的生产率的系统和方法