支撑装置及过半径工件的安装方法
文献发布时间:2023-06-19 09:29:07
技术领域
本发明属于轨道车辆组装技术领域,更具体地说,是涉及一种支撑装置及采用了该支撑装置的过半径工件的安装方法。
背景技术
近年来,随着经济迅速发展,城市地面道路交通已经远远不能满足人们快节奏工作和生活的需要,全面各大城市纷纷建设地下轨道交通网,以缓解城区地面的交通压力。B型地铁车的运行速度在80~120km/h,车辆频繁启动、制动,就要求车辆的走行部分-转向架具有较高的安全性。
B型地铁转向架构架主要为横梁钢管和“鱼腹”结构侧梁连接而成的“H”型构架,使用前需要在横梁钢管上安装齿轮箱吊座,由于齿轮箱吊座与横梁钢管配合安装的圆弧为过半径结构(圆弧的弧度角大于π弧度),这种具有过半径结构圆弧的零部件(称为过半径工件)只能从横梁钢管的一端进入到横梁钢管上,并移动至安装位置,但是,在实际安装过程中,往往由于支撑装置的干涉,而造成该零部件无法安装到指定位置,增大了安装过程的难度。
发明内容
本发明的目的在于提供一种支撑装置及过半径工件的安装方法,以解决现有技术中存在的过半径工件安装至横梁钢管上难度较大的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种支撑装置,包括:
底座;
第一支撑块,固设于所述底座上,且一侧具有第一倾斜面;
第二支撑块,与所述第一支撑块相对设置,且与所述第一支撑块铰接,所述第二支撑块靠近所述第一支撑块的一侧具有第二倾斜面,所述第二倾斜面与所述第一倾斜面形成用于容放横梁钢管的V型结构;所述第二支撑块沿铰接轴转动避让过半径工件;
定位结构,位于所述铰接轴的下方,且一端穿过所述第一支撑块和所述第二支撑块用于限定所述第二支撑块的位置。
进一步地,所述第一倾斜面和所述第二倾斜面上均设有用于减小所述第一倾斜面和所述第二倾斜面与横梁钢管摩擦力的滚珠。
进一步地,所述定位结构为销轴,所述第一支撑块上位于所述铰接轴下方设有第一连接孔,所述第二支撑块上设有与所述第一连接孔相对应的第二连接孔,所述销轴穿过所述第一连接孔和所述第二连接孔限定所述第二支撑块的位置。
进一步地,所述定位结构的一端设有用于插拔所述定位结构的操作手柄。
本发明提供的支撑装置的有益效果在于:与现有技术相比,本发明支撑装置,使用第一倾斜面和第二倾斜面形成的V型结构和其他支撑件支撑起横梁钢管,并且底座设置在横梁钢管的一端,并驱动过半径工件从横梁钢管靠近该支撑装置的一端套至横梁钢管的外侧面上,然后驱动第二支撑块向下转动,使第二支撑块远离第一支撑块,达到让位过半径工件的效果,使过半径工件穿过底座和第一支撑块到达安装的指定位置,通过这种方式,在安装过半径工件时,可以通过简单地转动第二支撑块的操作,避让开过半径工件,使过半径工件可以安装到指定位置,降低了安装过半径工件的难度。
本发明的另一个目的在于提供一种过半径工件的安装方法,包括:
如权利要求1-4任一项所述的支撑装置;
至少两个位于所述支撑装置同一侧的V型块,并将横梁钢管放置于所述支撑装置和所述V型块上;
使用安装运输机夹持过半径工件,并将过半径工件从所述支撑装置的一端安装到横梁钢管上;
取下所述定位结构,并转动所述第二支撑块,将所述第二支撑块让位过半径工件;
所述安装运输机夹持过半径工件穿过所述支撑装置至安装位置;
转动所述第二支撑块回复至原位,使用所述定位结构固定连接所述第一支撑块和所述第二支撑块,并支撑横梁钢管。
进一步地,所述安装运输机包括:
导轨,设于所述支撑装置和所述V型块的一侧;
底盘,滑动设于所述导轨上;
限位装置,设于所述底盘上,用于夹持过半径工件;
所述底盘沿所述导轨滑动,将所述限位装置上的过半径工件从所述支撑装置的一端安装到横梁钢管上。
进一步地,所述导轨上设有用于与横梁钢管上的安装位置相对应的定位孔,所述底盘上设有通孔,所述底盘沿所述导轨移动至所述定位孔与所述通孔相对应时,使用定位销穿过所述通孔和所述定位孔固定所述底盘和所述导轨。
进一步地,在横梁钢管远离所述支撑装置的一端设置定位挡板,推动横梁钢管在所述支撑装置和所述V型块上滑动,使横梁钢管的一端顶在所述定位挡板上。
进一步地,推动横梁钢管采用推动装置,所述推动装置包括:
支撑架,上端设有用于与横梁钢管的轴线同轴的螺纹孔;
丝杆,螺纹连接与所述螺纹孔内,用于推动横梁钢管滑动;
转动所述丝杆,所述丝杆沿所述螺纹孔螺旋运动,并推动横梁钢管滑动。
进一步地,所述V型块的内壁上设有用于减小所述V型块与横梁钢管之间摩擦力的滚珠。
本发明提供的过半径工件的安装方法,采用了上述的支撑装置,有益效果在于:本发明支撑装置,首先设置一个支撑装置和两个V型块来共同支撑横梁钢管,两个V型块位于支撑装置的同一侧;使用安装运输机将过半径工件夹持住并运送至横梁钢管靠近支撑装置的一端,控制过半径工件从该一端安装到横梁钢管上;然后拔出定位结构,并向下转动第二支撑块,使第二支撑块远离第一支撑块让位于过半径工件,安装运输机继续控制过半径工件穿过第一支撑块和第二支撑块,并达到指定位置,然后转回第二支撑块至原位,并使用定位结构固定第二支撑块,使第一支撑块和第二支撑块共同支撑横梁钢管,再将过半径工件固定于横梁钢管上,这种安装方法,可以通过简单地转动第二支撑块的操作,避开过半径工件的安装路线,使过半径工件的安装难度大大降低。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
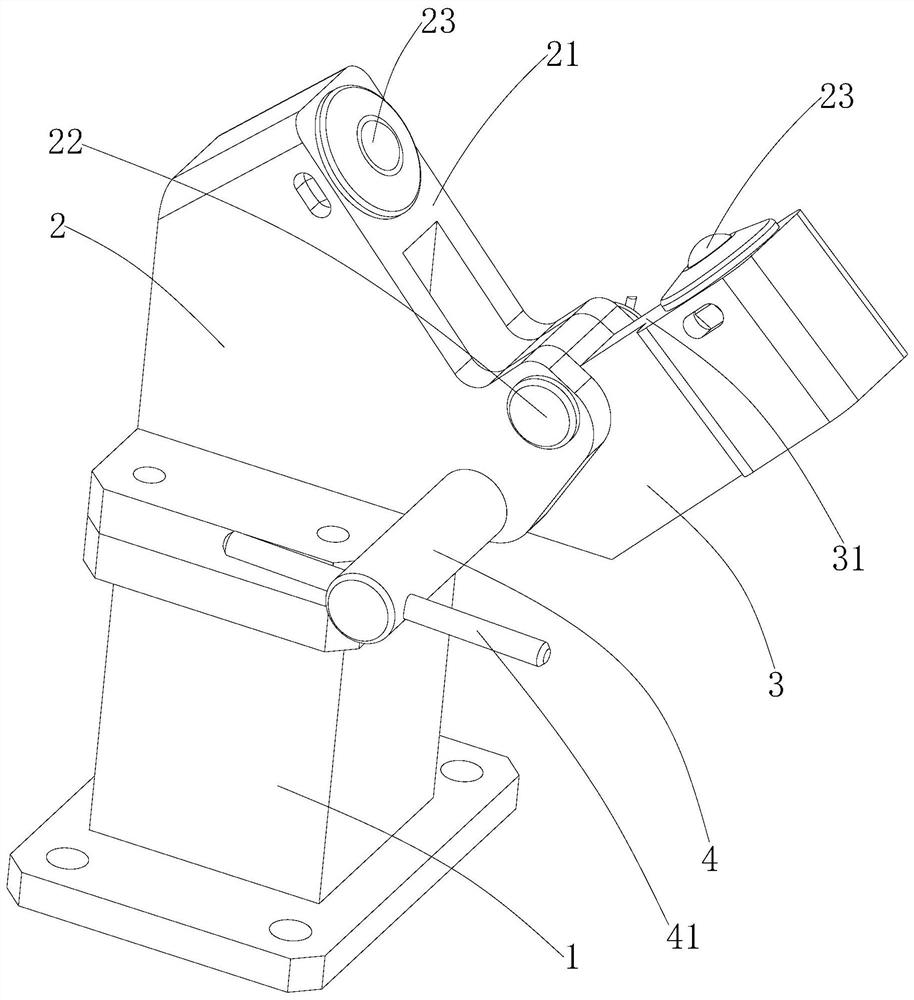
图1为本发明实施例提供的支撑装置的结构示意图;
图2为本发明实施例提供的支撑装置和V型块支撑横梁钢管的示意图;
图3为本发明实施例提供的支撑装置、安装运输机以及V型块的组合使用的结构示意图;
图4为本发明实施例提供的过半径工件的安装过程示意图;
图5为本发明实施例提供的V型块的结构示意图;
图6为本发明实施例提供的底盘在滑轨上移动的示意图;
图7为本发明实施例提供的安装运输机夹持过半径工件的示意图;
图8为本发明实施例提供的安装运输机的结构示意图。
其中,图中各附图标记:
1-底座;2-第一支撑块;21-第一倾斜面;22-铰接轴;23-滚珠;3-第二支撑块;31-第二倾斜面;4-定位结构;41-操作手柄;5-V型块;6-安装运输机;61-导轨;62-底盘;63-限位装置;64-定位销;65-底面支撑定位装置;66-横向顶紧装置;67-纵向顶紧装置;68-高度压紧装置;7-横梁钢管;8-过半径工件;9-推动装置;91-定位挡板;92-支撑架;93-丝杆。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
请参阅图1和图2,现对本发明提供的支撑装置进行说明。一种支撑装置,包括底座1、第一支撑块2、第二支撑块3以及定位结构4,第一支撑块2固设于底座1上,且一侧具有第一倾斜面21;第二支撑块3与第一支撑块2相对设置,且与第一支撑块2铰接,第二支撑块3靠近第一支撑块2的一侧具有第二倾斜面31,第二倾斜面31与第一倾斜面21形成用于容放横梁钢管7的V型结构;第二支撑块3沿铰接轴22转动避让过半径工件8;定位结构4位于铰接轴22的下方,且一端穿过第一支撑块2和第二支撑块3用于限定第二支撑块3的位置。
本发明提供的支撑装置,与现有技术相比,使用第一倾斜面21和第二倾斜面31形成的V型结构和其他支撑件支撑起横梁钢管7,并且底座1设置在横梁钢管7的一端,并驱动过半径工件8从横梁钢管7靠近该支撑装置的一端套至横梁钢管7的外侧面上,然后驱动第二支撑块3向下转动,使第二支撑块3远离第一支撑块2,达到让位过半径工件8的效果,使过半径工件8穿过底座1和第一支撑块2到达安装的指定位置,通过这种方式,在安装过半径工件8时,可以通过简单地转动第二支撑块3的操作,避让开过半径工件8,使过半径工件8可以安装到指定位置,降低了安装过半径工件8的难度。
其他支撑件可采用至少两个V型块5,即第一倾斜面21和第二倾斜面31形成的V型结构以及另外两个支撑件实现三点支撑横梁钢管7,将该支撑装置位于横梁钢管7的一端,可采用人工搬运、或者采用搬运机械(如吊机)等,搬运过半径工件8至横梁钢管7靠近支撑装置的一端,过半径工件8从这一端安装到横梁钢管7上,由于此时第一倾斜面21和第二倾斜面31形成的V型结构支撑着横梁钢管7,该支撑装置阻碍过半径工件8安装到指定位置,因此,松开定位结构4,转动第二支撑块3,避让开过半径工件8的安装路线,使过半径工件8可以穿过第一支撑块2和第二支撑块3并移动至指定位置;然后转回第二支撑块3,并使用定位结构4固定第二支撑块3,重新支撑横梁钢管7。安装时可直接采用三个该支撑装置支撑起横梁钢管7,这样安装多个过半径工件8至横梁钢管7上时,可以从横梁钢管7的两端分别进行安装,安装速度和效率更高。
请参阅图1,作为本发明提供的支撑装置的一种具体实施方式,第一倾斜面21和第二倾斜面31上均设有用于减小第一倾斜面21和第二倾斜面31与横梁钢管7摩擦力的滚珠23,设置滚珠23,使横梁钢管7放置到该支撑装置上后,进行位置调整时,可简单便捷地推动横梁钢管7在第一倾斜面21和第二倾斜面31上滑动,滚珠23滚动来减小横梁钢管7所受到的摩擦力。可在第一倾斜面21和第二倾斜面31上设置安装槽,采用万向滚珠23安装到安装槽内。
请参阅图1,作为本发明提供的支撑装置的一种具体实施方式,定位结构4为销轴,第一支撑块2上位于铰接轴22下方设有第一连接孔,第二支撑块3上设有与第一连接孔相对应的第二连接孔,销轴穿过第一连接孔和第二连接孔限定第二支撑块3的位置,第一倾斜面21和第二倾斜面31形成V型结构后,第一连接孔和第二连接孔相对应,并使用销轴穿过第一连接孔和第二连接孔,第一连接孔位于铰接轴22的下方,将销轴穿过第一连接孔和第二连接孔后,第二支撑块3无法再沿铰接轴22转动,达到固定第二支撑块3的目的。在需要转动第二支撑块3时,拔出销轴,然后向下转动第二支撑块3,使第二支撑块3避开过半径工件8的安装路径。这种采用销连接的方式,操作较为简单便捷。
请参阅图1,作为本发明提供的支撑装置的一种具体实施方式,定位结构4的一端设有用于插拔定位结构4的操作手柄41,设置操作手柄41,使工作人员,可直接手持操作手柄41拉出或者插入第一连接孔和第二连接孔,操作更简便。可设置操作手柄41沿背离第一支撑块2的方向延伸,工作人员站立于横梁钢管7的一侧,即可手持操作手柄41控制销轴的位置,工作人员可以远离过半径工件8和横梁钢管7一段距离,安全性较高。
请参阅图1至图8,现对本发明提供的过半径工件的安装方法进行说明。一种过半径工件的安装方法,过半径工件的安装方法包括:
任意一项上述的支撑装置和至少两个位于支撑装置同一侧的V型块5,并将横梁钢管7放置于支撑装置和V型块5上;
使用安装运输机6夹持过半径工件8,并将过半径工件8从支撑装置的一端安装到横梁钢管7上;
拔出定位结构4,并转动第二支撑块3,将第二支撑块3让位过半径工件8;
安装运输机6夹持过半径工件8穿过支撑装置至安装位置;
转动第二支撑块3回复至原位,使用定位结构4固定连接第一支撑块2和第二支撑块3,并支撑横梁钢管7。
本发明实施例提供的过半径工件的安装方法,采用了上述的支撑装置,与现有技术相比,首先设置一个支撑装置和两个V型块5来共同支撑横梁钢管7,两个V型块5位于支撑装置的同一侧;使用安装运输机6将过半径工件8夹持住并运送至横梁钢管7靠近支撑装置的一端,控制过半径工件8从该一端安装到横梁钢管7上;然后拔出定位结构4,并向下转动第二支撑块3,使第二支撑块3远离第一支撑块2让位于过半径工件8,安装运输机6继续控制过半径工件8穿过第一支撑块2和第二支撑块3,并达到指定位置,然后转回第二支撑块3至原位,并使用定位结构4固定第二支撑块3,使第一支撑块2和第二支撑块3共同支撑横梁钢管7,再将过半径工件8固定于横梁钢管7上,这种安装方法,可以通过简单地转动第二支撑块3的操作,避开过半径工件8的安装路线,使过半径工件8的安装难度大大降低。
请参阅图3、图4、图6至图8,作为本发明提供的过半径工件的安装方法的一种具体实施方式,安装运输机6包括导轨61、底盘62以及限位装置63,导轨61设于支撑装置和V型块5的一侧;底盘62滑动设于导轨61上;限位装置63设于底盘62上,用于夹持过半径工件8;底盘62沿导轨61滑动,将限位装置63上的过半径工件8从支撑装置的一端安装到横梁钢管7上,在支撑装置和V型块5的一侧铺设导轨61,并设置底盘62滑动于导轨61上,限位装置63固定在底盘62上,使用时,将过半径工件8固定在限位装置63上,并且过半径工件8上的过半径圆弧结构与横梁钢管7对应上,然后驱动底盘62和位于底盘62上的限位装置63、过半径工件8沿导轨61滑动,并将过半径工件8套装到横梁钢管7上,进而安装到指定位置。通过这种方式,工作人员可以更为省力,且精准地将过半径工件8安装至横梁钢管7上。导轨61的一端超出支撑装置,先将底盘62和限位装置63以及过半径工件8安装于导轨61的一端,便于滑动底盘62并运输过半径工件8安装至横梁钢管7上。
安装运输机6根据过半径工件8在后续横梁总组装时的基准原则提前对工件进行固定,从横向、纵向及高度方向对工件进行定位、压紧,此外,安装运输机6上加工一个孔用于后续横梁总体组装中的定位销64插孔。其次安装运输机6也相当于过半径工件8的托架,即过半径工件8在安装运输机6上固定好后,过半径工件8和安装运输机6相当于一个整体,这一整体在后续整个横梁总体过程中视为一个“模块”,在导轨61上移动滑入横梁钢管7并到达指定位置。
限位装置63包括设置在底盘62上的底面支撑定位装置65、横向顶紧装置66、纵向顶紧装置67、高度压紧装置68,底面支撑定位装置65为多个设于底盘62上的支撑件;横向顶紧装置66设于底面支撑定位装置65的一侧,包括支撑框架和与支撑框架螺旋连接的螺杆,螺杆的顶端设有压紧盘,旋动螺杆,使压紧盘压紧过半径工件8。纵向顶紧装置67与横向顶紧装置66结构相同,且压紧方向相垂直,位于底面支撑定位装置65一侧;高度压紧装置68与横向顶紧装置66结构相同,位于底面支撑定位装置65的上方,用于向下移动压紧过半径工件8;首先,将过半径工件8吊入安装运输机6内,放置在工装中的底面支撑定位装置65,将过半径工件8预摆正;其次,在安装运输机6中使用横向顶紧装置66及纵向顶紧装置67中将过半径工件8在横向及纵向的位置固定,高度压紧装置68在高度方向上进行定位。
请参阅图3、图4和图6,作为本发明提供的过半径工件的安装方法的一种具体实施方式,导轨61上设有用于与横梁钢管7上的安装位置相对应的定位孔,底盘62上设有通孔,底盘62沿导轨61移动至定位孔与通孔相对应时,使用定位销64穿过通孔和定位孔固定底盘62和导轨61,安装运输机6夹持过半径工件8到指定安装位置后,通孔和定位孔相对应,然后使用定位销64穿过通孔和定位孔,使安装运输机6定位于指定的安装位置一侧,便于将过半径工件8固定安装在横梁钢管7上。
请参阅图1和图2,作为本发明提供的过半径工件的安装方法的一种具体实施方式,在横梁钢管7远离支撑装置的一端设置定位挡板91,推动横梁钢管7在支撑装置和V型块5上滑动,使横梁钢管7的一端顶在定位挡板91上,设置定位挡板91,横梁钢管7安装到支撑装置和V型块5上后,推动横梁钢管7在支撑装置和V型块5上滑动,使横梁钢管7的一端抵接在定位挡板91上,达到限定横梁钢管7位置的目的,便于过半径工件8可以精确地安装到横梁钢管7的指定位置。定位挡板91位于横梁钢管7远离支撑装置的一端,防止干扰过半径工件8的套装至横梁钢管7上。
请参阅图2至图4,作为本发明提供的过半径工件的安装方法的一种具体实施方式,推动横梁钢管7采用推动装置9,推动装置9包括支撑架92、丝杆93,支撑架92上端设有用于与横梁钢管7的轴线同轴的螺纹孔;丝杆93螺纹连接与螺纹孔内,用于推动横梁钢管7滑动;转动丝杆93,丝杆93沿螺纹孔螺旋运动,并推动横梁钢管7滑动,在将定位挡板91设置在横梁钢管7远离支撑装置的一端后,工作人员将支撑架92搬运至在横梁钢管7靠近支撑装置的一端,支撑架92与定位挡板91对应,然后转动丝杆93,丝杆93沿螺纹孔做螺旋运动并推动横梁钢管7在支撑装置和V型块5滑动,直至横梁钢管7远离支撑装置的一端抵接在定位挡板91上,最后将支撑架92搬运走即可。支撑架92和丝杆93重量较轻,便于移动。
请参阅图2至图5,作为本发明提供的过半径工件的安装方法的一种具体实施方式,V型块5的内壁上设有用于减小V型块5与横梁钢管7之间摩擦力的滚珠23,在V型块5上设置滚珠23,使横梁钢管7放置到该V型块5上后,可以对横梁钢管7进行位置调整,由于滚珠23滚动可减小横梁钢管7所受到的摩擦力,因此简单推动横梁钢管7即可使横梁钢管7沿V型块5的侧壁滑动,可在V型块5上设置安装槽,采用万向滚珠23安装到安装槽内。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 支撑装置及过半径工件的安装方法
- 过半径工件的安装方法