一种试圆刀匹配线切割装置及其应用
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及模切技术领域,具体涉及一种试圆刀匹配线切割装置及其应用。
背景技术
圆刀模切是常用的一种模切方式,在圆刀模切时,一个滚筒作为刀模,用于对料带进行模切;另一个滚筒作为支撑,用于对料带施加压力。圆刀模切是线接触,模切压力小,模切精度高,设备功率小,平稳性好,且可实现连续滚动模切,生产效率高。
在模切产品的检测过程,通常使用到试圆刀匹配线装置,即将待检测的模切产品经过匹配线装置切割出匹配线,通过匹配线的判断来评判模切产品的尺寸是否符合要求。现有匹配线模切在料带的形状为一个”米”型,在圆刀高速进给时,由于刀线过于密集,容易导致料带切穿,且料带高速运动的情况下(5m每秒以上),由于匹配线重合,操作员不能清楚看到匹配线,此外每一排产品都配一个匹配线,无法确定起点,无法立即判定是哪个工位出现异常。
发明内容
本发明的目的就是为了解决上述问题而提供一种试圆刀匹配线切割装置及其应用。
本发明的目的通过以下技术方案实现:
一种试圆刀匹配线切割装置,包括多组圆刀模切单元,每组圆刀模切单元均包括:基座、圆刀辊以及与所述圆刀辊相配合的支撑辊,所述圆刀辊与支撑辊安装于所述基座上,所述圆刀辊设于所述支撑辊的上部,所述圆刀辊表面设有刀锋,所述刀锋呈L型,所述刀锋在薄片产品上切出L型匹配线,前后相邻的圆刀辊上的刀锋在薄片产品上切出L型匹配线组合形成“十”字形。
进一步地,所述刀锋为雕刻在圆刀辊表面上的凸条,所述刀锋沿圆刀辊的轴向成对间隔设于所述圆刀辊表面。
进一步地,所述刀锋的宽度为0.5-1mm,所述刀锋的凸起高度为1-2mm。
进一步地,所述刀锋的间距与所述薄片产品的宽度相匹配。
进一步地,两个成对设置的刀锋为一组,起始端与最末端的圆刀辊上设置一组刀锋,中间的圆刀辊表面设置两组刀锋,其中一组刀锋与前一圆刀辊上的刀锋相配合,另一组刀锋与后一圆刀辊上的刀锋相配合。
进一步地,所述基座呈“凹”形,包括底板以及垂直设于所述底板两侧的支撑板,所述圆刀辊与支撑辊转动设于所述支撑板上。
进一步地,所述圆刀辊上方设有用于调节所述圆刀辊与所述支撑辊之间间距的压力调节辊。
进一步地,所述支撑辊下方设有用于对所述支撑辊定位的定位辊。
进一步地,该装置设有3-5组圆刀模切单元。
该装置用于检测薄片产品的模切尺寸是否符合要求,将薄片产品经该装置切出匹配线,若前后圆刀模切单元切出的L型匹配线形成完整的“十”字形,则判断薄片产品尺寸符合要求。
与现有技术相比,本装置对刀锋的形式以及匹配线的切割形状进行了重新设置,圆刀只切割半个十字,在后一步配合切合另外的半个十字,这样料带不容易被切穿,且每周设计一个匹配线,可锁定匹配偏移是在哪一周开始产生的,方便找出故障点,便于调试。由于十字线分开,作业员在5米每秒以上仍然能看清匹配线,每个工位各有一个匹配线,能迅速分辨异常位置,从而提高了匹配精度,减少不良提高加工效率。
附图说明
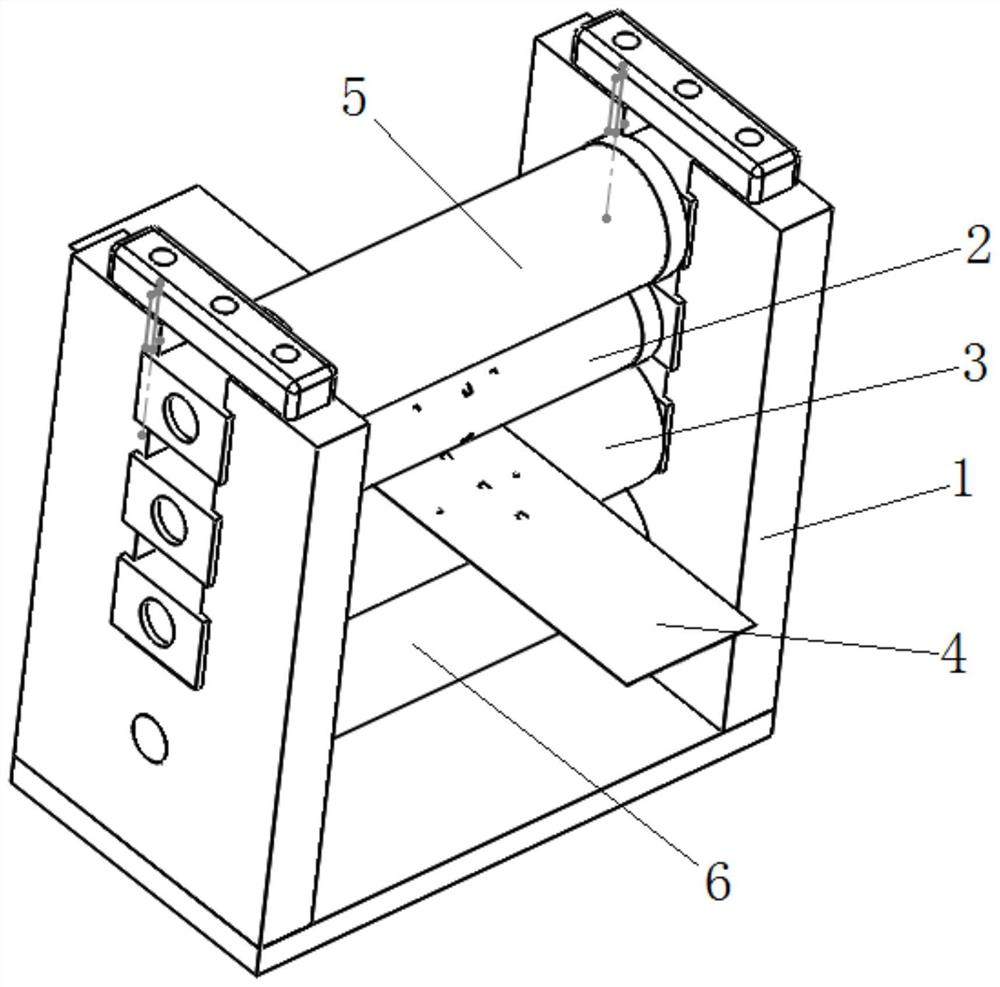
图1为本发明装置圆刀模切单元的结构示意图;
图2为本发明装置圆刀模切单元的局部结构示意图;
图3、4为圆刀模切单元在薄片产品上切割出匹配线的过程示意图;
图5为本实施例匹配线切割装置的剖视图;
图6为原有装置刀锋及匹配线的示意图;
图7为本发明装置刀锋及匹配线的示意图;
图中:基座1、圆刀辊2、支撑辊3、薄片产品4、压力调节辊5、定位辊6、刀锋7、薄片产品标记8。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
实施例
一种试圆刀匹配线切割装置,参照图1、2、5,包括多组圆刀模切单元,图1为其中一组圆刀模切单元的结构示意图,本实施例设置三组,图5为主视方向的剖视图。每组圆刀模切单元均包括:基座1、圆刀辊2以及与圆刀辊2相配合的支撑辊3,基座1呈“凹”形,包括底板以及垂直设于底板两侧的支撑板,圆刀辊2与支撑辊3转动设于支撑板上。
圆刀辊2设于支撑辊3的上部,圆刀辊2表面设有刀锋7,刀锋7呈L型,刀锋7在薄片产品4上切出L型匹配线,前后相邻的圆刀辊2上的刀锋7在薄片产品4上切出L型匹配线组合形成“十”字形。刀锋7为雕刻在圆刀辊2表面上的凸条,刀锋7沿圆刀辊2的轴向成对间隔设于圆刀辊2表面。两个成对设置的刀锋7为一组,起始端与最末端的圆刀辊2上设置一组刀锋7,中间的圆刀辊2表面设置两组刀锋7,其中一组刀锋7与前一圆刀辊2上的刀锋7相配合,另一组刀锋7与后一圆刀辊2上的刀锋7相配合。刀锋7的宽度为0.5-1mm,刀锋7的凸起高度为1-2mm,刀锋7的间距与薄片产品4的宽度相匹配。圆刀辊2上方设有用于调节圆刀辊2与支撑辊3之间间距的压力调节辊5,支撑辊3下方设有用于对支撑辊3定位的定位辊6。
该装置用于检测薄片产品4的模切尺寸是否符合要求,薄片产品标记8经上一个模切工序加工出来,将薄片产品4经该装置切出匹配线,如图3、4为该装置模切匹配线的过程示意图,参照图7,每个圆刀模切单元只切割半个十字,在后一个圆刀模切单元切割另半个十字,第一组圆刀做┐型的匹配线,第二组圆刀做2个└型的匹配线,一个与第一组圆刀匹配线配合,另一个用来与第三组圆刀配合,若前后圆刀模切单元切出L型匹配线能拼成完整的“十”字形,则判断薄片产品4尺寸符合要求。
图6为现有装置刀锋及匹配线的示意图,在料带的切割形状为一个”米”型,在圆刀高速进给时,由于刀线过于密集,容易导致料带切穿,且料带高速运动的情况下(5m每秒以上),由于匹配线重合,操作员不能清楚看到匹配线,此外每一排产品都配一个匹配线,无法确定起点,无法立即判定是哪个工位出现异常。
相比现有装置,本装置对刀锋的形式以及匹配线的切割形状进行了重新设置,每个圆刀只切割半个十字,在后一步配合切合另外的半个十字,这样料带不容易被切穿,且每周设计一个匹配线,可锁定匹配偏移是在哪一周开始产生的,方便找出故障点,便于调试。由于十字线分开,作业员在5米每秒以上仍然能看清匹配线,每个工位各有一个匹配线,能迅速分辨异常位置,从而提高了匹配精度,减少不良提高加工效率。
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
- 一种试圆刀匹配线切割装置及其应用
- 一种试圆刀匹配线切割装置