铁路用车轴
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及车轴,更详细地涉及铁路车辆中使用的铁路用车轴。
背景技术
铁路用车轴中,铁路用车轮压入嵌合部。并且,在使用中,铁路用车轴支撑铁路车辆的重量。具体而言,以使得铁路用车轮的凸台部的孔径低于铁路用车轴的嵌合部的直径的方式,设置铁路用车轴的嵌合部处的拧紧余量。铁路用车轴,在铁路车辆通过曲线状的轨道(曲线通过)时,会受到铁路用车轮与轨道的接触带来的水平方向的力。即,曲线通过时,铁路用车轴会在铁路用车轮每次旋转时反复受到旋转弯曲应力。并且,曲线通过时该弯曲应力的振幅增大。
如上所述,铁路用车轴中,压入铁路用车轮的嵌合部相对于铁路用车轮的凸台部的孔具有接触表面压力。因此,铁路用车轮的嵌合部中,有时会因与铁路用车轮的接触,而反复发生细微的打滑。下文中,将因铁路用车轮的嵌合部和铁路用车轮的接触导致的细微的打滑称为微动。铁路用车轴的嵌合部中,已知有时会因微动而受到损伤(下文中,也称为“微动疲劳”)。
为了抑制这样的微动疲劳,有时对铁路用车轴的所述嵌合部实施高频淬火。嵌合部的表层中,经过了高频淬火的区域中硬度升高。因此,嵌合部的表层中,将通过高频淬火而硬度升高了的区域称为“硬化层”。硬化层中产生压缩残留应力。通过硬化层产生的压缩残留应力抑制微动导致的裂口。即,通过高频淬火形成的铁路用车轴的硬化层能够抑制铁路用车轴的微动疲劳。
日本特开平10-8202号公报(专利文献1)、日本特开平11-279696号公报(专利文献2)、日本特开2000-73140号公报(专利文献3)中公开了,实施高频淬火而抑制嵌合部中的微动疲劳的铁路用车轴。
专利文献1中公开的铁路用车轴以质量%计包含:C:0.3~0.48%,Si:0.05~1%,Mn:0.5~2%,Cr:0.5~1.5%,Mo:0.15~0.3%,Ni:0~2.4%。该车轴中,嵌合车轮的表面部中,维氏硬度为400以上的有效硬化层深度为1~4.5mm的范围内,其内部存在马氏体或贝氏体的区域。专利文献1中记载了:所述铁路用车轴具有较高的疲劳极限。
专利文献2中公开的铁路用车轴以质量%包含:C:0.3~0.48%,Si:0.05~1%,Mn:0.5~2%,Cr:0.5~1.5%,Mo:0.15~0.3%,和,Ni:0~2.4%。该铁路用车轴的嵌合部具有维氏硬度为400以上的硬化层,其内部具有回火马氏体或贝氏体的区域。该铁路用车轴中,硬化层的深度为5.0mm以上并且为嵌合部直径的10%以下。专利文献2中记载了:所述铁路用车轴具有较高的微动疲劳极限。
专利文献3中公开的铁路用车轴以质量%计包含:C:0.3~0.48%,Si:0.05~1%,Mn:0.5~2%,Cr:0~1.5%,Mo:0~0.3%,Ni:0~2.4%。该车轴的嵌合端部及其周边区域具有维氏硬度为400以上的硬化层。硬化层的厚度(K)相对于嵌合部直径(D)的(K/D)为0.005~0.05。硬化层的上侧部分含有0.02~2%的B。专利文献3中记载了:所述铁路用车轴具有优异的疲劳极限。
现有技术文献
专利文献
专利文献1:日本特开平10-8202号公报
专利文献2:日本特开平11-279696号公报
专利文献3:日本特开2000-73140号公报
发明内容
发明所解决的技术问题
专利文献1~3中公开的铁路用车轴的情况下,公开了实施高频淬火,抑制嵌合部的微动疲劳的技术。如上所述,在铁路用车轴的嵌合部实施高频淬火而形成硬化层的情况下,能够抑制嵌合部中的微动疲劳。此外,有时对配置在铁路用车轴的一对嵌合部之间的中央平行部也实施高频淬火。
此处,铁路用车轴的结构上,嵌合部的直径D
因此,以往的铁路用车轴中,为了将嵌合部的硬化层深度和中央平行部的硬化层深度设为相同水平,而使得嵌合部的直径D
此外,近年,铁路用车轴的轻量化的需求越来越高。在进行了轻量化的情况下,也优选保持疲劳极限。然而,所述专利文献1~3中,对于进行了轻量化的情况的铁路用车轴的疲劳极限未进行任何探讨。
本公开的目的在于,提供可轻量化并且具有优异的疲劳极限的铁路用车轴。
解决问题的技术手段
本公开提供的铁路用车轴具备:
一对嵌合部,其分别为具有直径D
中央平行部,其为配置在所述一对嵌合部之间并且具有比所述直径D
所述嵌合部包含:
内侧端,其在所述铁路用车轴的中心轴方向上,比所述嵌合部的中央位置更靠近所述中央平行部;
外侧端,其在所述铁路用车轴的中心轴方向上,比所述嵌合部的中央位置更远离所述中央平行部;
嵌合部硬化层,其形成在所述嵌合部的表层;以及
基材部,其相比于所述嵌合部硬化层更位于内部,
所述中央平行部包含:
中央平行部硬化层,其形成在所述中央平行部的表层;和
所述基材部,其相比于所述中央平行部硬化层更位于内部,
所述基材部的化学组成以质量%计包含:
C:0.22~0.29%,
Si:0.15~0.40%,
Mn:0.50~0.80%,
P:0.020%以下,
S:0.040%以下,
Cr:0.90~1.20%,
Mo:0.15~0.30%,
N:0.0200%以下,
O:0.0040%以下,
Ca:0~0.0010%,
Cu:0~0.30%,
Ni:0~0.30%,
Al:0~0.100%,
V:0~0.060%,
Ti:0~0.020%,
Nb:0~0.030%,
B:0~0.0050%,和,
作为剩余部分的Fe和杂质,
所述嵌合部的所述直径D
从所述嵌合部的所述内侧端朝向所述外侧端沿所述中心轴方向偏移5mm的位置处的嵌合部硬化层的深度C
所述嵌合部硬化层的深度C
发明效果
本公开提供的铁路用车轴可轻量化并且具有优异的疲劳极限。
附图说明
[图1]图1是本实施方式提供的铁路用车轴的侧视图。
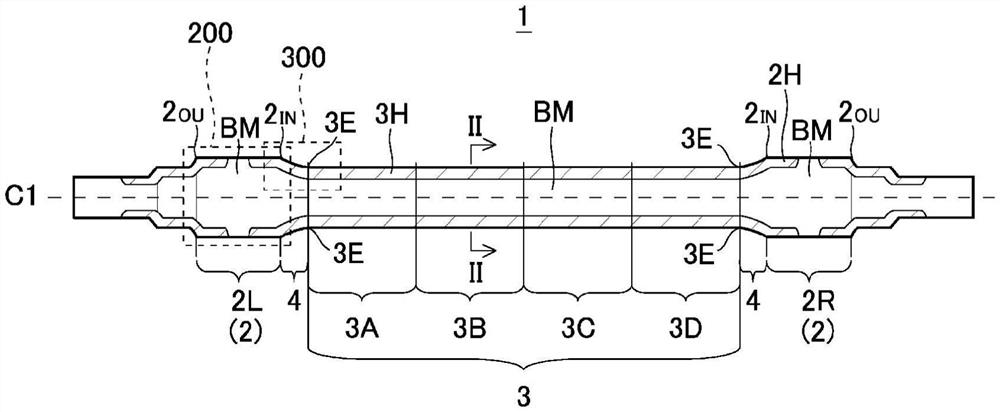
[图2]图2是本实施方式提供的铁路用车轴的截面图。
[图3]图3是图2的区域200的扩大截面图。
[图4]图4是图2的区域300的扩大截面图。
[图5]图5是图2的线段II-II处的截面图。
[图6]图6是与图1不同的本实施方式提供的铁路用车轴的侧视图。
[图7]图7是与图1和图6不同的本实施方式提供的铁路用车轴的侧视图。
[图8]图8是用于说明本实施方式的铁路用车轴的制造工序中使用了高频淬火装置的高频淬火方法的示意图。
[图9]图9是接着图8用于说明使用了高频淬火装置的高频淬火方法的示意图。
[图10]图10是本实施例中的粗制品的截面图。
[图11]图11是本实施例中的铁路用车轴的侧视图。
[图12]图12是本实施例中的铁路用车轴的疲劳试验装置的示意图。
本发明的具体实施方式
本发明人为了铁路用车轴的轻量化,对于降低中央平行部的直径D
提高直径比D
另一方面,降低中央平行部的直径D
本发明人首次对于嵌合部和中央平行部中具有疲劳极限的铁路用车轴的化学组成进行了探讨。其结果,本发明人认为:铁路用车轴中,相比于硬化层(嵌合部硬化层和中央平行部硬化层)更位于内部的基材部的化学组成,是以质量%计包含:C:0.22~0.29%,Si:0.15~0.40%,Mn:0.50~0.80%,P:0.020%以下,S:0.040%以下,Cr:0.90~1.20%,Mo:0.15~0.30%,N:0.0200%以下,O:0.0040%以下,Ca:0~0.0010%,Cu:0~0.30%,Ni:0~0.30%,Al:0~0.100%,V:0~0.060%,Ti:0~0.020%,Nb:0~0.030%,B:0~0.0050%,和,作为剩余部分的Fe和杂质的化学组成时,铁路用车轴可轻量化,同时可在嵌合部和中央平行部得到优异的疲劳强度。
接下来,本发明人对于相比于硬化层更位于内部的基材部的化学组成为上述的化学组成的铁路用车轴发生疲劳破坏的情况下的破坏位置进行了详细的调查探讨。其结果,发现了在嵌合部发生疲劳破坏的情况和在中央平行部发生疲劳破坏的情况。此外,发现嵌合部处的破坏起点和中央平行部处的破坏起点是不同的。
具体而言,嵌合部处的疲劳破坏是微动疲劳导致的。并且,破坏起点处于嵌合部的表面。另一方面,中央平行部处的疲劳破坏的破坏起点不处于表面,而发生在距表面特定深度的内部。即,中央平行部中的疲劳破坏不是微动疲劳导致的,而是弯曲疲劳导致的。
如上所述,以往的铁路用车轴中,嵌合部的硬化层和中央平行部的硬化层的深度为相同水平,或者,嵌合部的硬化层的深度比中央平行部的硬化层深度更深。即,嵌合部的硬化层深度C
基于以上的知识,本发明人对于铁路用车轴的嵌合部和中央平行部的直径比D
提高直径比D
降低硬化层深度比C
此外,嵌合部中的硬化层通过产生压缩残留应力而提高嵌合部中的疲劳极限(微动疲劳极限)。因此,将嵌合部中的硬化层深度C
基于上述知识而完成的本实施方式的铁路用车轴的主旨如下所述。
[1]一种铁路用车轴具备:
一对嵌合部,其分别为具有直径D
中央平行部,其为配置在所述一对嵌合部之间并且具有比所述直径D
所述嵌合部包含:
内侧端,其在所述铁路用车轴的中心轴方向上,比所述嵌合部的中央位置更靠近所述中央平行部;
外侧端,其在所述铁路用车轴的中心轴方向上,比所述嵌合部的中央位置更远离所述中央平行部;
嵌合部硬化层,其形成在所述嵌合部的表层;以及
基材部,其相比于所述嵌合部硬化层更位于内部,
所述中央平行部包含:
中央平行部硬化层,其形成在所述中央平行部的表层;和
所述基材部,其相比于所述中央平行部硬化层更位于内部,
所述基材部的化学组成以质量%计包含:
C:0.22~0.29%,
Si:0.15~0.40%,
Mn:0.50~0.80%,
P:0.020%以下,
S:0.040%以下,
Cr:0.90~1.20%,
Mo:0.15~0.30%,
N:0.0200%以下,
O:0.0040%以下,
Ca:0~0.0010%,
Cu:0~0.30%,
Ni:0~0.30%,
Al:0~0.100%,
V:0~0.060%,
Ti:0~0.020%,
Nb:0~0.030%,
B:0~0.0050%,和,
作为剩余部分的Fe和杂质,
所述嵌合部的所述直径D
从所述嵌合部的所述内侧端朝向所述外侧端沿所述中心轴方向偏移5mm的位置处的嵌合部硬化层的深度C
所述嵌合部硬化层的深度C
[2]、根据[1]所述的铁路用车轴,其中,
所述基材部的所述化学组成以质量%计包含:
Cu:0.01~0.30%,和,
Ni:0.01~0.30%中的1种以上元素。
[3]、根据[1]或[2]所述的铁路用车轴,其中,
所述基材部的所述化学组成以质量%计包含:
Al:0.005~0.100%。
[4]、根据[1]~[3]中任一项所述的铁路用车轴,其中,
所述基材部的所述化学组成以质量%计包含:
选自V:0.005~0.060%,
Ti:0.002~0.020%,和,
Nb:0.002~0.030%中的1种元素或2种以上元素。
[5]、根据[1]~[4]中任一项所述的铁路用车轴,其中,
所述基材部的所述化学组成以质量%计包含:
B:0.0003~0.0050%。
以下,对于本实施方式提供的铁路用车轴进行详细说明。
[铁路用车轴的构成]
图1是本实施方式提供的铁路用车轴的侧视图。参照图1,本实施方式的铁路用车轴1具备:一对嵌合部2A和2D、和中央平行部3。一对嵌合部2A和2D各自为具有直径D
嵌合部2A在图1中与中央平行部3的左端相连。嵌合部2D在图1中与中央平行部3的右端相连。之后的说明中,在统称嵌合部2A和2D的情况下,称为“嵌合部2”。各嵌合部2压入未图示的铁路用车轮。
中央平行部3配置在一对嵌合部2A和2D之间。图1中,中央平行部3的左端与配置在铁路用车轴1的左部的嵌合部2A相连。中央平行部3的右端与配置在铁路用车轴1的右部的嵌合部2D相连。中央平行部3为具有直径D
一对嵌合部2可以为实心或中空。同样,中央平行部3可以为实心或中空。中央平行部的直径D
一对嵌合部2各自包含内侧端2
图1中,铁路用车轴1还在中央平行部3的端部3E和嵌合部2的内侧端2
图2是包含图1表示的本实施方式的铁路用车轴1的中心轴C1的面的截面图。图3是图2中的区域200的扩大截面图。参照图2和图3,各嵌合部2(2A和2D)均包含:形成在表层的嵌合部硬化层2H和相比于嵌合部硬化层2H更位于内部的基材部BM。嵌合部硬化层2H形成在从嵌合部2的表面至给定的深度的范围的表层。
参照图2和图3,嵌合部硬化层2H可以不形成在嵌合部2的表面整体。图2和图3中,嵌合部硬化层2H在铁路用车轴1的中心轴C1方向上,形成在相比于嵌合部2的中央位置CE2更靠近外侧端2
图4是图2的区域300的扩大截面图。图5是图2的线段II-II处的截面图。参照图2、图4和图5,中央平行部3还包含形成在中央平行部3的表层的中央平行部硬化层3H、和相比于中央平行部硬化层3H更位于内部的基材部BM。中央平行部硬化层3H形成在从中央平行部3的表面至给定深度的范围的表层。中央平行部硬化层3H形成在中央平行部3的表面整体。中央平行部硬化层3H如下所述。
[对于嵌合部2和中央平行部3的基材部BM的化学组成]
一对嵌合部2的基材部BM的化学组成、和中央平行部3的基材部BM的化学组成,含有下述元素。此处,与铁路用车轴1的中心轴C1垂直的截面中,将连接铁路用车轴1的表面与中心轴C1的线段定义为半径R。此时,基材部BM的化学组成是指,嵌合部2的R/2位置、和中央平行部3的R/2位置处的化学组成。以下,涉及元素的%,只要没有特别说明,就是指质量%。
C:0.22~0.29%
碳(C)提高钢的硬度。C还提高通过高频淬火形成的硬化层的硬度。C含量不足0.22%时,即使在其他元素含量处于本实施方式的范围内的情况下,也会降低基材部BM和硬化层2H和3H的硬度。因此,有时嵌合部2中的硬化层2H的压缩残留应力降低。该情况下,无法得到铁路用车轴1的嵌合部2中的充分的疲劳极限。另一方面,在C含量超过0.29%时,即使在其他元素含量处于本实施方式的范围内的情况下,有时也会在高频淬火时产生烧裂。C含量超过0.29%时,有时还存在无法得到中央平行部3中的疲劳极限的情况。因此,C含量为0.22~0.29%。C含量的优选下限为0.23%,进一步优选为0.24%。C含量的优选上限为0.28%,进一步优选为0.27%。
Si:0.15~0.40%
硅(Si)使钢脱氧。Si还提高钢的回火软化电阻,提高中央平行部3中的疲劳极限。Si含量不足0.15%时,即使在其他元素含量处于本实施方式的范围内的情况下,也无法充分得到这些效果。另一方面,Si含量超过0.40%时,即使在其他元素含量处于本实施方式的范围内的情况下,有时也会在高频淬火时产生烧裂。因此,Si含量为0.15~0.40%。Si含量的优选下限为0.20%,进一步优选为0.23%,进一步优选为0.25%。Si含量的优选上限为0.37%,进一步优选为0.35%,进一步优选为0.33%。
Mn:0.50~0.80%
锰(Mn)提高钢的淬透性,增厚通过高频淬火形成的硬化层2H和3H。Mn含量不足0.50%时,即使在其他元素含量处于本实施方式的范围内的情况下,也存在中央平行部3的硬化层3H过薄的情况。该情况下,无法充分得到中央平行部3中的疲劳极限。另一方面,Mn含量超过0.80%时,即使在其他元素含量处于本实施方式的范围内的情况下,存在通过高频淬火而形成的硬化层2H和3H变得过厚的情况。该情况下,硬化层2H的压缩残留应力降低,无法充分得到嵌合部2中的疲劳极限。因此,Mn含量为0.50~0.80%。Mn含量的优选下限为0.55%,进一步优选为0.57%,进一步优选为0.60%,进一步优选为0.62%。Mn含量的优选上限为0.78%,进一步优选为0.75%,进一步优选为0.73%,进一步优选为0.70%。
P:0.020%以下
磷(P)为不可避免含有的杂质。即,P含量大于0%。P在晶界偏析而降低钢的疲劳极限。P含量超过0.020%时,即使在其他元素含量处于本实施方式的范围内的情况下,铁路用车轴1的疲劳强度也降低。因此,P含量为0.020%以下。P含量的优选上限为0.018%,进一步优选为0.016%,进一步优选为0.015%,进一步优选为0.014%。P含量优选尽可能较低。然而,P含量的极端降低,会导致制造成本大幅提高。因此,在考虑工业生产的情况下,P含量的优选下限为0.001%,进一步优选为0.002%。
S:0.040%以下
硫(S)是不可避免含有的杂质。即,S含量超过0%。S与Mn结合而生成MnS。MnS降低钢的疲劳强度。S含量超过0.040%时,即使在其他元素含量处于本实施方式的范围内的情况下,应力集中在MnS,使得中央平行部3的疲劳极限降低。因此,S含量为0.040%以下。S含量的优选上限为0.030%,进一步优选为0.020%,进一步优选为0.015%,进一步优选为0.010%。S含量优选尽可能较低。然而,S含量的极端降低会导致制造成本大幅提高。因此,在考虑工业生产的情况下,S含量的优选下限为0.001%,进一步优选为0.002%。
Cr:0.90~1.20%
铬(Cr)提高钢的淬透性,提高通过高频淬火形成的硬化层2H和3H的硬度。Cr含量不足0.90%时,存在中央平行部3的硬化层3H变得过薄的情况。该情况下,无法得到中央平行部3中的充分疲劳极限。另一方面,Cr含量超过1.20%时,即使在其他元素含量处于本实施方式的范围内的情况下,存在通过高频淬火而形成的硬化层2H和3H变得过厚的情况。该情况下,硬化层2H的压缩残留应力降低,无法得到嵌合部2中的充分的疲劳极限。因此,Cr含量为0.90~1.20%。Cr含量的优选下限为0.95%,进一步优选为1.00%,进一步优选为1.02%,进一步优选为1.05%。Cr含量的优选上限为1.19%,进一步优选为1.17%,进一步优选为1.15%。
Mo:0.15~0.30%
钼(Mo)提高钢的强度。Mo含量不足0.15%时,即使在其他元素含量处于本实施方式的范围内的情况下,也无法充分得到该效果。另一方面,Mo含量超过0.30%时,即使在其他元素含量处于本实施方式的范围内的情况下,所述效果也饱和。Mo含量超过0.30%时,还会导致制造成本过度升高。因此,Mo含量为0.15~0.30%。Mo含量的优选下限为0.17%,进一步优选为0.19%,进一步优选为0.20%,进一步优选为0.21%。Mo含量的优选上限为0.29%,进一步优选为0.28%,进一步优选为0.27%。
N:0.0200%以下
氮(N)是不可避免含有的。即,N含量超过0%。N与Al等结合而形成微小的氮化物,使得结晶粒子细化。然而,N含量过高时,形成粗大的氮化物,使得钢的疲劳极限降低。N含量超过0.0200%时,即使在其他元素含量处于本实施方式的范围内的情况下,也会使得铁路用车轴1的疲劳强度降低。因此,N含量为0.0200%以下。N含量的优选上限为0.0150%,进一步优选为0.0120%,进一步优选为0.0100%,进一步优选为0.0090%,进一步优选为0.0080%,进一步优选为0.0070%。为了有效得到所述效果,N含量的优选下限为0.0010%,进一步优选为0.0020%,进一步优选为0.0030%。
O:0.0040%以下
氧(O)为不可避免含有的杂质。即,O含量超过0%。O生成粗大的氧化物,存在成为疲劳破坏起点的情况。O含量超过0.0040%时,即使在其他元素含量处于本实施方式的范围内的情况下,中央平行部3中的疲劳极限降低。因此,O含量为0.0040%以下。O含量的优选上限为0.0030%,进一步优选为0.0025%,进一步优选为0.0020%,进一步优选为0.0015%。O含量优选尽可能较低。然而,O含量的极端降低会导致制造成本大幅提高。因此,在考虑工业生产的情况下,O含量的优选下限为0.0001%,进一步优选为0.0002%,进一步优选为0.0005%。
Ca:0~0.0010%
钙(Ca)为杂质。可以不含有Ca。即,Ca含量可以为0%。Ca使硅酸盐类夹杂物(JIS G0555(2003)中规定的组C)凝聚,使得钢的疲劳极限降低。Ca含量超过0.0010%时,即使在其他元素含量处于本实施方式的范围内的情况下,硅酸盐类夹杂物成为疲劳破坏起点,使得中央平行部3中的疲劳极限降低。因此,Ca含量为0~0.0010%。Ca含量的优选上限为0.0006%,进一步优选为0.0004%,进一步优选为0.0003%。
本实施方式提供的铁路用车轴1的嵌合部2和中央平行部3的基材部BM的化学组成的剩余部分为Fe和杂质。此处,杂质是指,工业性地制造铁路用车轴1的钢材时,从作为原料的矿石、废料或制造环境等混入的物质,是指对本实施方式的铁路用车轴1不造成不良影响的范围内允许的物质。
本实施方式提供的铁路用车轴1的嵌合部2和中央平行部3的基材部BM的化学组成,还可以含有选自Cu和Ni中的1种元素或2种以上元素代替一部分Fe。这些元素为任选包含的元素,均提高钢的强度。
Cu:0~0.30%
铜(Cu)为任选包含的元素,可以不含有。即,Cu含量可以为0%。在含有Cu的情况下,Cu提高钢的强度。少量含有Cu时,得到一定程度的该效果。然而,Cu含量超过0.30%时,即使在其他元素含量处于本实施方式的范围内的情况下,钢的热轧加工性降低。因此,Cu含量为0~0.30%。Cu含量的优选下限大于0%,进一步优选为0.01%,进一步优选为0.02%。Cu含量的优选上限为0.25%,进一步优选为0.20%,进一步优选为0.15%,进一步优选为0.10%,进一步优选为0.05%。
Ni:0~0.30%
镍(Ni)为任选包含的元素,可以不含有。即,Ni含量可以为0%。在含有Ni的情况下,Ni提高钢的强度。少量含有Ni时,得到一定程度的该效果。然而,Ni含量超过0.30%时,即使在其他元素含量处于本实施方式的范围内的情况下,所述效果饱和。因此,Ni含量为0~0.30%。Ni含量的优选下限大于0%,进一步优选为0.01%,进一步优选为0.02%,进一步优选为0.04%。Ni含量的优选上限为0.25%,进一步优选不足0.20%,进一步优选为0.15%,进一步优选为0.10%。
本实施方式提供的铁路用车轴1的嵌合部2和中央平行部3的基材部BM的化学组成还可以含有Al代替一部分Fe。
Al:0~0.100%
铝(Al)为任选包含的元素,可以不含有。即,Al含量可以为0%。在含有Al的情况下,Al使钢脱氧。Al还与N结合而形成AlN,使结晶粒子细化。其结果,使得钢的韧性升高。少量含有Al时,得到一定程度的这些效果。然而,Al含量超过0.100%时,即使在其他元素含量处于本实施方式的范围内的情况下,也生成粗大的氧化物类夹杂物,使得铁路用车轴1的疲劳极限降低。因此,Al含量为0~0.100%。Al含量的优选下限大于0%,进一步优选为0.005%,进一步优选为0.007%,进一步优选为0.010%,进一步优选为0.015%,进一步优选为0.020%。Al含量的优选上限为0.080%,进一步优选为0.060%,进一步优选为0.050%,进一步优选为0.045%,进一步优选为0.040%。本说明书中,Al含量是指酸溶性Al(sol.Al)的含量。
本实施方式提供的铁路用车轴1的嵌合部2和中央平行部3的基材部BM的化学组成还可以含有选自V、Ti和Nb中的1种元素或2种以上元素代替一部分Fe。这些元素为任选包含的元素,均提高钢的强度。
V:0~0.060%
钒(V)为任选包含的元素,可以不含有。即,V含量可以为0%。在含有V的情况下,V与N、C结合而形成V(C、N)。该情况下,使得结晶粒子细化,提高钢的强度。少量含有V时,得到一定程度的该效果。然而,V含量超过0.060%时,即使在其他元素含量处于本实施方式的范围内的情况下,钢的韧性也降低。因此,V含量为0~0.060%。V含量的优选下限大于0%,进一步优选为0.005%,进一步优选为0.008%,进一步优选为0.010%。V含量的优选上限为0.055%,进一步优选为0.050%,进一步优选为0.045%,进一步优选为0.040%。
Ti:0~0.020%
钛(Ti)为任选包含的元素,可以不含有。即,Ti含量可以为0%。在含有Ti的情况下,Ti与N结合而生成微小的TiN。TiN提高钢的强度。TiN还使得结晶粒子细化,提高钢的疲劳极限。少量含有Ti时,得到一定程度的该效果。然而,Ti含量超过0.020%时,即使在其他元素含量处于本实施方式的范围内的情况下,TiN析出物成为开裂的路径,钢的韧性降低。因此,Ti含量为0~0.020%。Ti含量的优选下限大于0%,进一步优选为0.002%,进一步优选为0.003%。Ti含量的优选上限为0.018%,进一步优选为0.015%,进一步优选为0.013%,进一步优选为0.010%,进一步优选为0.007%。
Nb:0~0.030%
铌(Nb)为任选包含的元素,可以不含有。即,Nb含量可以为0%。在含有Nb的情况下,Nb与N、C结合而形成Nb(C、N)。该情况下,Nb(C、N)使得结晶粒子细化,提高钢的强度和韧性。少量含有Nb时,得到一定程度的该效果。然而,Nb含量超过0.030%时,即使在其他元素含量处于本实施方式的范围内的情况下,也存在钢中生成的碳化物和/或碳氮化物发生粗化的情况。该情况下,反而使得钢的韧性降低。因此,Nb含量为0~0.030%。Nb含量的优选下限大于0%,进一步优选为0.002%,进一步优选为0.003%,进一步优选为0.005%。Nb含量的优选上限为0.029%,进一步优选为0.027%,进一步优选为0.025%,进一步优选为0.020%。
本实施方式提供的铁路用车轴1的嵌合部2和中央平行部3的基材部BM的化学组成还可以含有B代替一部分Fe。
B:0~0.0050%
硼(B)为任选包含的元素,可以不含有。即,B含量可以为0%。在含有B的情况下,B提高钢的淬透性。少量含有B时,得到一定程度的该效果。另一方面,B含量超过0.0050%时,即使在其他元素含量处于本实施方式的范围内的情况下,钢的韧性降低。因此,B含量为0~0.0050%。B含量的优选下限大于0%,进一步优选为0.0003%,进一步优选为0.0005%,进一步优选为0.0007%。B含量的优选上限为0.0040%,进一步优选为0.0030%,进一步优选为0.0020%。
[对于基材部BM的微观组织]
优选本实施方式提供的铁路用车轴1中,基材部BM的微观组织以马氏体和贝氏体为主体。本说明书中“以马氏体和贝氏体为主体”是指,微观组织中,马氏体和贝氏体的总面积率为80%以上。此处,马氏体包含回火马氏体。贝氏体包含回火贝氏体。
本实施方式提供的铁路用车轴1的基材部BM的微观组织中,马氏体和贝氏体以外的剩余部分例如为铁素体。铁路用车轴1的基材部BM的微观组织与高频淬火前的铁路用车轴的表层部的微观组织相对应。铁路用车轴1的基材部BM的微观组织为马氏体和贝氏体主体时,铁路用车轴1的表层部的硬度升高。微观组织为马氏体和贝氏体主体时,在高频加热时,表层部的微观组织进一步迅速奥氏体化。该情况下,通过高频淬火而形成的硬化层的马氏体分数升高,硬化层的硬度升高。其结果,高频淬火后的铁路用车轴1的疲劳极限进一步升高。
铁路用车轴1的基材部BM的微观组织中的马氏体和贝氏体的总面积率可通过以下的方法求得。从嵌合部2或中央平行部3的与中心轴C1方向垂直的截面的R/2位置处,采集5份用于微观组织观察的样品。将与中心轴C1垂直的截面设为观察面。将各样品的观察面研磨为镜面后,在硝酸酒精腐蚀液中浸渍10秒左右,通过蚀刻使微观组织呈现。通过光学显微镜观察经过了蚀刻的观察面。每个视野设为40000μm
[对于嵌合部2和中央平行部3的直径比D
本实施方式提供的铁路用车轴1中,如上所述,将嵌合部2的直径设为D
如上所述,以往的铁路用车轴1中,直径比D
然而,本实施方式提供的铁路用车轴1中,反而提高直径比D
直径比D
[对于嵌合部硬化层2H和中央平行部硬化层3H]
[对于嵌合部硬化层2H的深度C
本实施方式提供的铁路用车轴1中,一对嵌合部2中,从嵌合部2的内侧端2
如上所述,铁路用车轴1的嵌合部2中,易于发生微动疲劳。因此,本实施方式提供的铁路用车轴1中,在嵌合部2通过高频淬火而形成嵌合部硬化层2H。该情况下,在嵌合部2产生压缩残留应力。如上所述,在嵌合部2产生的压缩残留应力,抑制微动导致的裂口。因此,适当调整在嵌合部2产生的压缩残留应力时,能够抑制微动疲劳。
参照图3,嵌合部硬化层2H可以形成在嵌合部2的表面的整个面上。优选在嵌合部2的表面中,至少嵌合部2的轴方向长度的各两侧1/3区域中形成嵌合部硬化层2H即可。即,在铁路用车轴1的中心轴C1方向上,将外侧端2
本说明书中,嵌合部硬化层2H的深度C
嵌合部硬化层2H的深度C
[对于硬化层深度比C
本实施方式提供的铁路用车轴1中,嵌合部硬化层2H的深度C
嵌合部硬化层2H的深度C
如上所述,疲劳导致的嵌合部2中的破坏起点为表面,疲劳导致的中央平行部3中的破坏起点相比于表面更位于内部。嵌合部硬化层2H的深度C
硬化层深度比C
嵌合部硬化层2H的深度C
[嵌合部硬化层2H的深度C
嵌合部硬化层2H的深度C
在上述的测定面中,实施维氏硬度试验。具体而言,在测定面中,从嵌合部2的表面在铁路用车轴1的径方向(深度方向),将负载设为2.9N,以0.1mm间隔实施基于JIS Z 2244(2009)的维氏硬度试验,测定维氏硬度(HV)。基于通过维氏硬度试验而得到的硬度推移曲线,求得从铁路用车轴1的表面至极限硬度为止的距离。如上所述,所述极限硬度是指维氏硬度350HV。即,测定维氏硬度为350HV以上(极限硬度以上)处距表面的深度。将嵌合部2从表面至极限硬度为止的距离设为C
本实施方式提供的铁路用车轴1中,一对嵌合部2中,从嵌合部2的内侧端2
[中央平行部硬化层3H的深度C
中央平行部硬化层3H的深度C
参照图2,将确定的中央平行部3在中心轴C1方向以等间隔划分为4个部分3A~3D。具体而言,在铁路用车轴1的中心轴C1方向上,划分为:从中央平行部3的中央位置配置在嵌合部2A侧的部分3A和部分3B、和从中央平行部3的中央位置配置在嵌合部2D侧的部分3C和部分3D。对于各部分3A~3D,通过下述方法对中央平行部硬化层3H的深度进行测定。
部分3A和部分3D中的中央平行部硬化层3H的深度C
将测定面研磨为镜面后,在硝酸酒精腐蚀液中浸渍10秒左右,通过蚀刻使微观组织呈现。通过肉眼观察确认经过了蚀刻的观察面,测定面中,确定中央平行部硬化层3H最薄的位置。确定的位置中,以与嵌合部硬化层2H的深度C
部分3B和部分3C中的中央平行部硬化层3H的深度C
铁路用车轴1的中心轴C1方向上,将从中央平行部3的中心位置配置在嵌合部2A侧的部分3A和3B中求得的C
同样,在铁路用车轴1的中心轴C1方向上,将从中央平行部3的中心位置配置在嵌合部2D侧的部分3C和3D中求得的C
本实施方式提供的铁路用车轴1中,嵌合部2中,嵌合部硬化层2H的深度C
优选从嵌合部2的端部偏移5mm位置处的嵌合部硬化层2H的最大硬度为维氏硬度400HV以上。该情况下,高频淬火时产生的马氏体分数得到提高。因此,嵌合部硬化层2H中产生的压缩残留应力增大。其结果,嵌合部2中的、微动疲劳开裂的进展得到抑制,铁路用车轴1得到更高的疲劳极限。
优选中央平行部3中的、中央平行部硬化层3H的最大硬度为维氏硬度400HV以上。该情况下,高频淬火时产生的马氏体分数提高。因此,中央平行部硬化层3H中产生的压缩残留应力增大。其结果,中央平行部3中的、以中央平行部硬化层3H为起点的疲劳破坏得到抑制,铁路用车轴1得到更高的疲劳极限。
如上所述,本实施方式中的铁路用车轴1中,嵌合部2和中央平行部3的基材部的化学组成中的各元素为上述的范围内,直径比D
需要说明的是,以往的技术中,铁路用车轴的嵌合部和中央平行部的表层中,有时通过辊扎加工而形成硬化层。然而,通过辊扎加工形成的硬化层低于维氏硬度300HV,远低于本实施方式的嵌合部硬化层2H和中央平行部硬化层3H的硬度。
[图1以外的铁路用车轴1的其他构成]
本实施方式的铁路用车轴1不限于图1的构成。例如,如图6或图7表示的,可以在一对铁路用车轮用嵌合部2之间配置1个或多个嵌合部6。嵌合部6例如压入未图示的动力源的齿轮(Gear)等,或者压入制动盘。即,嵌合部6压入铁路用车轮以外的部件。该情况下,就中央平行部3而言,如上所述,将中心轴方向的长度最长的圆柱设为中央平行部3。
嵌合部6中,也与压入铁路用车轮的铁路用车轮用的嵌合部2同样,可通过高频淬火而形成有硬化层。该情况下,与齿轮、制动盘等的微动得到抑制,铁路用车轴1的疲劳极限进一步升高。
[制造方法]
对于本实施方式提供的铁路用车轴的制造方法的一个实例进行说明。
制造具有上述的化学组成的溶钢。使用溶钢制造铸块。对铸块实施热轧锻造,制造具有车轴形状的粗制品。热轧锻造时铸块的加热温度,处于周知的温度范围内。加热温度例如为1000~1300℃。对于制造得到的粗制品,实施淬火和回火处理、或正火处理。
在实施淬火和回火处理的情况下,淬火处理和回火处理的上限满足周知的条件。具体而言,淬火处理中,淬火温度设为A
对于实施了淬火回火处理或正火处理的粗制品,根据需要,实施机械加工。然后,对于粗制品,实施高频淬火处理。以下,对于高频淬火处理进行详述。
[对于高频淬火处理]
高频淬火处理中,通过高频加热,将粗制品的表层部分设为高于A
本实施方式提供的铁路用车轴1中,嵌合部2的直径D
通常,高频淬火处理中使用高频加热装置。图8是表示本实施方式的铁路用车轴1的制造方法中使用的高频淬火装置的一个实例的图。参照图8,高频淬火装置70具备:圆环状的高频加热装置71和圆环状的水冷装置72。高频加热装置71和水冷装置72同轴配置。图8中,高频加热装置71配置在水冷装置72上。图8中,表示高频加热装置71的纵截面(包含高频加热装置71的中心轴的截面)。高频加热装置71中配置有圆环状的高频加热线圈73。水冷装置72在内部配置有未图示的冷却液喷射喷嘴。水冷装置72从供给管74供给冷却液,从冷却液喷射喷嘴对铁路用车轴的粗制品10喷射冷却液,将粗制品10进行急冷(淬火)。
在进行高频淬火的情况下,如图8表示的,将铁路用车轴1的粗制品10(未经过高频淬火处理的铁路用车轴1)插入高频淬火装置70内。图8中,相对于高频淬火装置70,将粗制品10相对性地从上方向下方移动。该情况下,粗制品10中,通过高频加热装置71而加热至A
具体而言,在通过淬火处理在嵌合部2形成嵌合部硬化层2H的情况下,如图8表示的,将粗制品10的嵌合部2加热至A
另一方面,在通过淬火处理在中央平行部3形成中央平行部硬化层3H的情况下,参照图9,将粗制品10的中央平行部3加热至A
本实施方式提供的铁路用车轴1中,其直径比D
因此,本实施方式中,将高频加热中央平行部3的情况下的高频加热装置71的输出设为高于高频加热嵌合部2的情况下的高频加热装置71的输出,将嵌合部硬化层2H的深度C
实施高频淬火处理后,可实施回火处理。即,回火处理为任选进行的处理。回火处理中例如将回火温度设为150~250℃,回火温度中的保持时间设为30~150分钟。回火处理的一个实例中例如,加热至200℃附近,保持120分钟左右。将保持后的铁路用车轴进行空冷。
对于实施了高频淬火的粗制品10,可以根据需要实施最终的机械加工。即,机械加工为任选进行的处理工序。需要说明的是,在实施机械加工的情况下,在能够确保必要深度的硬化层的范围内,实施机械加工(旋削和研磨)。通过以上的工序,能够制造本实施方式提供的铁路用车轴1。
上述的铁路用车轴1的制造方法为本实施方式的铁路用车轴1的制造方法的一个实例。因此,只要能够制造嵌合部2和中央平行部3的基材部的化学组成中的各元素为上述的范围内,直径比D
实施例
以下,通过实施例来对于本实施方式的铁路用车轴1的效果进一步具体性地进行说明。以下的实施例中的条件为用于确认本实施方式的铁路用车轴1的实施可能性和效果而采用的一条件例。因此,本实施方式的铁路用车轴1不限于该条件例。
制造具有表1表示的化学组成的溶钢。表1中的“-”是指,对应元素的含量为杂质水平。具体而言,Cu、Ni、V含量中的“-”是指,各元素的含量低于0.01%。Al含量中的“-”是指,Al含量低于0.002%。Ti和Nb含量中的“-”是指,各元素的含量低于0.001%。B和Ca含量中的“-”是指,各元素的含量低于0.0001%。
由钢编号1~20的溶钢制造铸块。将铸块加热至1250℃后,进行热轧锻造而制造具有图10表示的车轴形状的粗制品10。粗制品10具备:一对嵌合部20和位于一对嵌合部20之间的中央平行部30。
对于各试验编号的粗制品10实施淬火和回火。淬火时的热处理温度设为高于各试验编号的钢的A
对于回火后的各试验编号的粗制品10,实施高频淬火处理。图10表示的粗制品10中,对于阴影表示的区域实施高频淬火处理。具体而言,参照图2和图3,在制造后的铁路用车轴1的中心轴C1方向上,将嵌合部2的外侧端2
对于实施了高频淬火处理的粗制品10,实施机械加工,制造图11表示的铁路用车轴1。图11为本实施例中的铁路用车轴1的侧视图。各试验编号的铁路用车轴1具备:一对嵌合部2和中央平行部3。各嵌合部2中,宽度为200mm,直径D
通过以上的制造工序,制造铁路用车轴1。各试验编号的铁路用车轴1的嵌合部2的直径D
[表2]
[评价试验]
[疲劳试验]
图12是本实施例中的铁路用车轴1的疲劳试验装置的示意图。参照图12,在各试验编号的铁路用车轴1的单侧的嵌合部2A压入相当于车轮的夹具200。将相当于车轮的夹具200固定。由此,将铁路用车轴1设为悬臂状态。铁路用车轴1中,在进行了固定的嵌合部2D的内侧端2
试验条件为,应力比-1的双摆负荷,频率设为1~3Hz。重复次数以5×10
对于各试验编号的铁路用车轴1,基于上述的定义和评价法,评价嵌合部2D和中央平行部3的疲劳极限。此外,嵌合部的疲劳极限,以试验编号1为基准,作为疲劳极限比而求得。中央平行部的疲劳极限,以试验编号2为基准,作为疲劳极限比而求得。求得的各试验编号的疲劳极限比如表2表示的。需要说明的是,嵌合部和中央平行部中,任一者发生断裂的情况下,停止试验。因此,嵌合部和中央平行部中仅一者发生断裂的情况下,将未确认到断裂的一者判定为未断裂(表2中的“-”)。
[嵌合部硬化层深度C
接着,参照图11,对于疲劳试验后的各试验编号的铁路用车轴1的压入有车轮侧的嵌合部2A,通过上述的方法而求得嵌合部硬化层的深度C
需要说明的是,通过与嵌合部2A的嵌合部硬化层的深度C
[中央平行部硬化层深度C
将各试验编号的铁路用车轴1的中央平行部3沿中心轴C1方向以等间隔分割为4个部分3A~3D。部分3A中的中央平行部硬化层3H的深度C
通过下述方法求得部分3B中的中央平行部硬化层3H的深度C
将通过以上的方法而求得的C
[基材部BM的微观组织观察试验]
从与各试验编号的铁路用车轴1的中央平行部3的中心轴C1方向垂直的截面的R/2位置,采集5份用于微观组织观察的样品。将与中心轴C1垂直的截面设为观察面。将各样品的观察面研磨为镜面后,在硝酸酒精腐蚀液中浸渍10秒左右,通过蚀刻而使得微观组织呈现。通过光学显微镜观察经过了蚀刻的观察面。每个视野设为40000μm
微观组织观察试验的结果,对于任一试验编号的铁路用车轴1,基材部BM的微观组织中,马氏体和贝氏体的总面积率为80%以上。
[评价结果]
参照表1和表2,试验编号1~3、9~17和28~32的化学组成适当,直径比D
另一方面,试验编号4的情况下,直径比D
试验编号5的情况下,直径比D
试验编号6的情况下,硬化层深度比C
试验编号7的情况下,硬化层深度比C
试验编号8的情况下,嵌合部硬化层的深度C
试验编号18的情况下,C含量过低。其结果,嵌合部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号19的情况下,C含量过高。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号20的情况下,Si含量过低。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号21的情况下,Si含量过高。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号22的情况下,Mn含量过低。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号23的情况下,Mn含量过高。其结果,嵌合部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号24的情况下,Cr含量过低。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号25的情况下,Cr含量过高。其结果,嵌合部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号26的情况下,P含量过高。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
试验编号27的情况下,S含量过高。其结果,中央平行部疲劳极限比不足1.00。即,未显示出优异的疲劳极限。
以上,说明了本发明的实施方式。然而,所述实施方式仅仅是用于实施本发明的例示。因此,本发明不限于所述实施方式,在不脱离其主旨的范围内,可以适宜变更所述实施方式而实施。
- 一种适用于快捷铁路货车轴端发电传动的轻量化车轴
- 一种铁路货车厂修轮对悬挂式车轴加工流水线的车轴存放台