数控机床加工液压油缸活塞深孔的专用刀具
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及一种数控机床使用的刀具,特别涉及一种加工液压油缸活塞深孔的专用刀具。
背景技术
活塞是液压缸的组成部分之一,是一个运动频繁、技术要求较高的运动部件。该活塞如图1所示,活塞包括密封件外槽11、缓冲套内孔12、单向阀安装孔13、回油孔14、连接螺纹15、防吸槽、安装孔。
活塞通用的加工方法为先对密封件外槽、缓冲套内孔、连接螺纹进行加工,之后转序至加工中心加工单向阀安装孔、防吸槽、安装孔,最后在钻床加工回油孔。这种加工方法中由于单向阀安装孔为深盲孔,长径比大于6,铰孔时排屑不便,内孔底部粗糙度难以保证图纸要求的Ra1.6。同时由于存在二次装夹情况,需要在加工中心上重新校准中心,此时中心易发生偏移,导致最后以活塞外圆为基准加工的缓冲内孔相对于缓冲套内孔基准A的同轴度度难以达到设计要求。
深孔车削加工通常采用高压内冷方式提供切削液,由于设备功能限制,普通数控机床不具备高压内冷功能,如果采用现有刀具加工这种活塞,合格率过低、加工转序过多,加工成本较高。
发明内容
本发明所要解决的技术问题是提供一种成本低、寿命长、提升良率的数控机床加工液压油缸活塞深孔的专用刀具。
为解决上述技术问题,本发明提供了一种数控机床加工液压油缸活塞深孔的专用刀具,包括刀柄和刀片,刀片固定安装在刀柄上;
所述刀柄包括柄头部、柄颈部和柄尾部,刀片固定安装在安装槽内,所述柄颈部设有锥形变径,所述柄头部开有容屑槽,所述容屑槽的走向从柄头部的前端部延伸至柄颈部,处于容屑槽内的柄头部前端开有安装槽;
刀柄的柄头部与刀柄总长度比为:0.2~0.25:1,刀柄的柄颈部与刀柄总长度比为:0.2~0.22:1,刀柄的柄尾部与刀柄总长度比为:0.55~0.58:1,刀柄的柄头部最大外径与刀柄总长度比为:0.06~0.07:1,刀柄的柄尾部最大外径与刀柄总长度比为:0.15~0.16:1。
为了更清楚的理解本发明的技术内容,以下将本数控机床加工液压油缸活塞深孔的专用刀具简称为本专用刀具。
作为本专用刀具的优选,所述的刀柄为普通钢制刀柄。
作为本专用刀具的优选,所述刀柄的加工长径比为1:6~7。
采用这样的结构后,刀柄上设有大空间容屑槽,避免加工中由于铁屑存在导致单向阀安装孔表面粗糙度差。同时为提高切削系统刚性,刀柄的柄颈部设有锥形变径部分,在保证切削空间足够的情况下提高切削刚性。
本专用刀具具有以下有益效果:
1、现有普通钢制刀柄的理论加工长径比为1:3~4,本专用刀具在结构上的改进可以一次加工长径比大于6的深盲孔,提升工作效率,避免反复装夹。
2、加工质量得到有效控制。现有技术中由于单向阀安装孔位置过深且为盲孔,导致容屑空间有限,内孔粗糙度难以达到要求。同时由于先加工密封件外槽、缓冲套内孔,再以活塞外圆为基准重新校准中心加工单向阀安装孔,加工过程中存在二次装夹且无法消除其带来的影响,容易造成工件超差或报废。
采用本专用刀具加工活塞时,密封件外槽、缓冲套内孔、单向阀安装孔在数控车床上一次性加工完成,通过设计的异形刀具提高容屑空间,提高了内孔加工质量,同时加工基准统一且没有二次装夹,加工一致性大大提升。
3、大大提高工件加工合格率。现有刀具批量加工后,工件报废率较高,报废率达到60%。使用本发明工装批量加工后,合格率达到100%。
4、加工效率得到提高。未使用本专用刀具时加工一个工件需要34分钟,现在加工中减少一次转序加工,加工一个工件需要15分钟。
5、本刀具的刀柄为钢材料,相比现有技术中的合金材料具有成本低廉、使用寿命长的优点。
附图说明
图1是现有技术中液压缸的活塞结构示意图的剖视图。
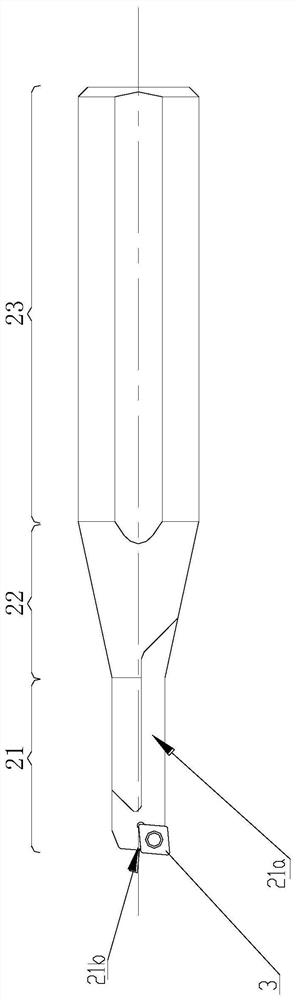
图2是本专用刀具实施例的结构示意图。
具体实施方式
如图1至2所示
本专用刀具包括刀柄2和刀片3,刀片3固定安装在刀柄2上。
所述刀柄2包括柄头部21、柄颈部22和柄尾部23,所述柄颈部22设有锥形变径,所述柄头部21开有容屑槽21b,所述容屑槽21b的走向从柄头部21的前端部延伸至柄颈部22,处于容屑槽21b内的柄头部21前端开有安装槽21a,刀片3固定安装在安装槽21a内。
刀柄2选用钢材,刀柄2的总长度为160mm,刀柄2的柄头部21长度为37mm,刀柄2的柄颈部22长度为32.5mm,刀柄2的柄头部21最大外径为11mm,刀柄2的柄尾部23最大外径为25mm。
本专用刀具主体安装于数控车床上,本专用刀具的刀柄2上设有大空间容屑槽21b,避免加工中由于铁屑存在导致单向阀安装孔13表面粗糙度差,同时为提高切削系统刚性,柄颈部22设有锥形变径部分,在保证切削空间足够的情况下提高切削刚性,容屑槽21b内设有刀片3安装槽21a。
不具有配套刀具直通冷却功能的普通数控机床加工活塞时,活塞毛坯工件以三爪卡盘装夹于数控车床上,根据密封件外槽11、缓冲套内孔12、单向阀安装孔13形位公差要求,在程序中设好削增量、切削深度,设定高转速低进给量提高加工质量。在同一装夹基准下车削密封件外槽11、缓冲套内孔12、单向阀安装孔13,解决了二次装夹时中心不统一导致的缓冲内孔同轴度相对于缓冲套内孔12差的问题。
加工活塞单向阀安装孔13时,先使用
本专用刀具解决了液压缸活塞深孔的加工制造问题,保证形位公差,提高加工可靠性且加工效率高,易于使用。
以上所述的仅是本发明的一种实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干变型和改进,这些也应视为属于本发明的保护范围。
- 数控机床加工液压油缸活塞深孔的专用刀具
- 数控机床加工液压油缸活塞深孔的专用刀具