磁卡磁头生产用热压焊机
文献发布时间:2023-06-19 09:36:59
技术领域:
本发明涉及一种热压焊机,尤其涉及一种磁卡磁头生产用热压焊机。
背景技术:
磁卡磁头是磁卡机的关键部件,它担负系统磁卡间信息记录和取出的最重要的转换作用。目前,磁卡磁头在各行各业均有应用:磁卡电话、银行系统的存取磁卡、考勤系统、门监系统、加油系统、密码锁、地铁自动售票系统等等。
参照图1和图2所示,现有磁卡磁头包括:若干磁芯组12、夹持器11、线包13、间隙片14、屏蔽壳15、接线端子16。现有磁卡磁头的组装方法为:散片磁芯叠成若干磁芯组12,固定于夹持器11形成的槽内,线包13和间隙片14分别装配在夹持器11的上、下部,形成类变压器结构的磁头组件,然后被屏蔽壳15套住,螺丝穿过屏蔽壳的侧面的螺丝孔17起固定作用,屏蔽壳15内剩余空间使用树脂填充,线包13上引出外露接线端子16,接线端子16在与FPC柔性电路板焊接,FPC柔性线路板再与读卡设备连接,使用时磁芯组12(磁芯组12的组数决定读卡通道数,如图2给出的是三通道磁卡磁头)从屏蔽壳15伸出的部分读取卡信息,通过FPC柔性电路板输送到读卡设备,或写卡时读卡设备将信息依次通过FPC柔性电路板和磁芯组12从屏蔽壳15伸出的部分写入卡内。
在接线端子16与FPC柔性电路板焊接时,当前采用的手段均为人工焊接,但是,由于磁卡磁头尺寸较小,大小仅为32X11X3.8mm,需要将接线端子16与FPC柔性电路板接触后,在其接触位置点上焊锡进行焊接,其操作复杂,三通道磁卡磁头具有六个接线端子16,需要点六次焊锡,焊接效率低;而且,为了保证焊接效果,也为了容易向接线端子16和FPC柔性电路板之间点焊锡,需要接线端子16与FPC柔性电路板之间具有一定空间,故传统做法是使接线端子16与FPC柔性电路板呈垂直状态(接线端子16如图1状态),导致磁卡磁头厚度大,无法用于生产小型化的刷卡设备。
发明内容:
为解决上述技术问题,本发明的目的在于提供一种磁卡磁头生产用热压焊机。
本发明的目的由如下技术方案实施:磁卡磁头生产用热压焊机,包括底座和设置于底座上的磁头固定装置和升降装置,
所述磁头固定装置包括转盘和设于转盘上的至少两排磁头固定架,所述转盘的底部与所述底座转动连接,所述转盘由固定设于所述底座上的驱动装置驱动;每排所述磁头固定架包括若干磁头固定座,所述磁头固定座上部设有磁头固定槽;
所述升降装置包括固定设于所述底座上的支撑架,在所述支撑架上滑动设有数量与每排磁头固定架中磁头固定座数量一致的支撑块,所述支撑架与所述支撑块通过竖直设置的滑槽和滑块滑动连接,在每个所述支撑块顶部的所述支撑架上均设有升降气缸,所述升降气缸的活塞杆与对应的所述支撑块固定连接;在所述支撑块的底部固定设有加热头,所述加热头与电源连接,所述加热头位于所述转盘上部,且在热压焊时,所述磁头固定架上的每个所述磁头固定座均位于对应所述加热头的正下方。
进一步的,所述升降装置还包括固定设于所述支撑块上的喷气管,所述喷气管的喷头朝向所述加热头设置,在所述喷气管上设有电控阀。
进一步的,其还包括PLC控制器和固定设于所述加热头上的温度传感器,所述温度传感器与所述PLC控制器的输入端信号连接,所述PLC控制器的输出端与所述驱动装置、气缸、加热头和电控阀信号连接。
进一步的,所述驱动装置为电机。
本发明的优点:
1、本发明通过设置磁头固定装置和升降装置,在焊接时,在磁头固定槽内放置磁卡磁头,磁卡磁头伸出接线端子的一侧朝上放置,接线端子折弯并贴近线包,而后在其上部放置涂有助焊剂的FPC柔性电路板,旋转转盘将固定座送到对应支撑块的下部,通过气缸控制支撑块下降,直到加热头抵接到FPC柔性电路板,控制加热头升温并保持一定时间后,打开电控阀,对焊接部分风冷降温,完成一批次焊接,本发明可批量对多个磁卡磁头和FPC柔性电路板焊接,操作简单,使用方便,降低了劳动强度和焊接难度,提高了生产效率。
2、本发明在焊接时,接线端子折弯并贴近线包后与FPC柔性电路板贴合焊接,磁卡磁头厚度变小,可用于生产小型化的刷卡设备。
附图说明:
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为磁卡磁头的剖视图;
图2为磁卡磁头的立体图;
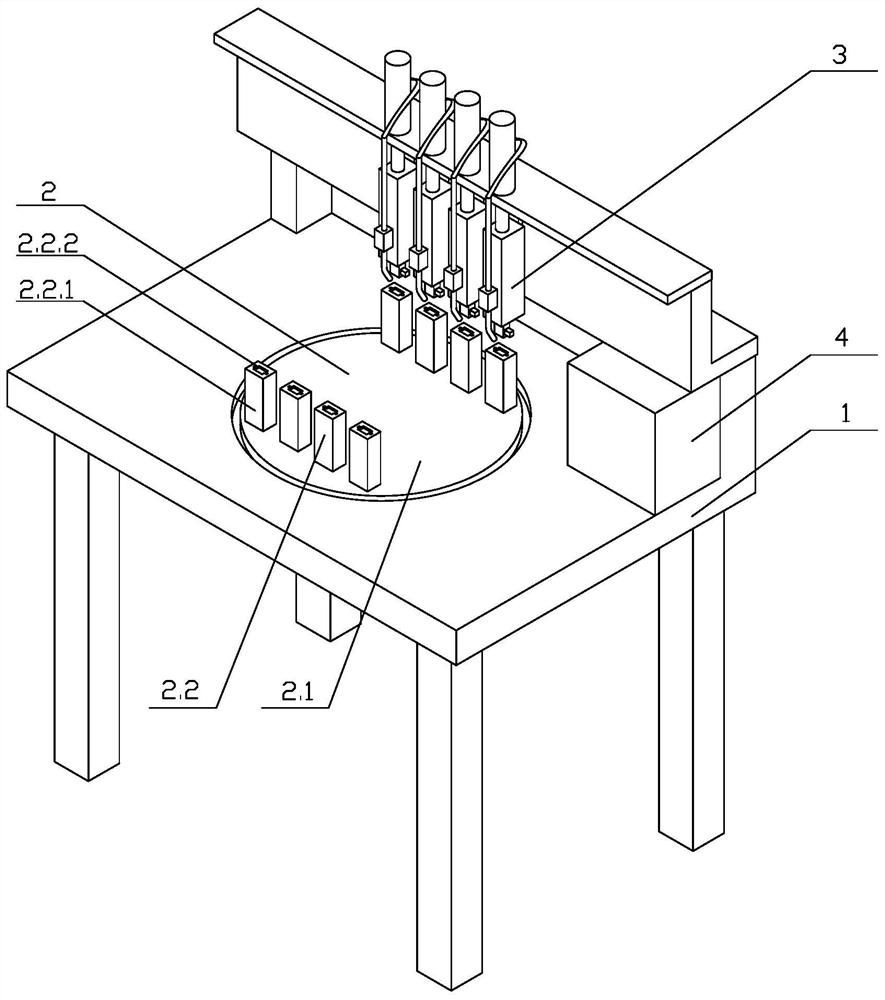
图3为本实施例中磁卡磁头生产用热压焊机示意图;
图4为本实施例中磁卡磁头生产用热压焊机剖视图;
图5为本实施例中升降装置示意图。
图中:底座1,磁头固定装置2,转盘2.1,磁头固定架2.2,磁头固定座2.2.1,磁头固定槽2.2.2,电机2.3,升降装置3,支撑架3.1,支撑块3.2,升降气缸3.3,加热头3.4,温度传感器3.5,喷气管3.6,电控阀3.7,PLC控制器4,夹持器11,磁芯组12,线包13,间隙片14,屏蔽壳15,接线端子16,螺丝孔17,卡簧18。
具体实施方式:
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
磁卡磁头生产用热压焊机,包括PLC控制器4、底座1和设置于底座1上的磁头固定装置2和升降装置3,
磁头固定装置2包括转盘2.1和设于转盘2.1上的两排平行的磁头固定架2.2,转盘2.1的底部与底座1转动连接,转盘2.1由固定设于底座1上的电机2.3驱动;每排磁头固定架2.2包括四个磁头固定座2.2.1,磁头固定座2.2.1上部设有磁头固定槽2.2.2;
升降装置3包括固定设于底座1上的支撑架3.1,在支撑架3.1上滑动设有四个支撑块3.2,支撑架3.1与支撑块3.2通过竖直设置的滑槽和滑块滑动连接,在每个支撑块3.2顶部的支撑架3.1上均设有升降气缸3.3,升降气缸3.3的活塞杆与对应的支撑块3.2固定连接;在支撑块3.2的底部固定设有加热头3.4,加热头3.4与电源连接,在加热头3.4上设有温度传感器3.5,加热头3.4位于转盘2.1上部,且在热压焊时,磁头固定架2.2上的每个磁头固定座2.2.1均位于对应加热头3.4的正下方。
每个支撑块3.2上还固定设有喷气管3.6,喷气管3.6的喷头朝向加热头3.4,在喷气管3.6上设有电控阀3.7。
温度传感器3.5与PLC控制器4的输入端信号连接,PLC控制器4的输出端与电机2.3、气缸、加热头3.4和电控阀3.7信号连接。
工作过程:
本发明通过设置磁头固定装置2和升降装置3,在焊接时,在磁头固定槽2.2.2内放置磁卡磁头,磁卡磁头伸出接线端子的一侧朝上放置,接线端子折弯并贴近线包,而后在其上部放置涂有助焊剂的FPC柔性电路板,启动电机2.3旋转转盘2.1将固定座送到对应支撑块3.2的下部,由于本实施例中设置两排磁头固定架2.2,故设定转盘2.1每次转动的角度为180°;而后通过气缸控制支撑块3.2下降,直到加热头3.4抵接到FPC柔性电路板,控制加热头3.4升温并保持一定时间后,打开电控阀3.7,对焊接部分风冷降温,完成一批次焊接,本发明可批量对多个磁卡磁头和FPC柔性电路板焊接,操作简单,使用方便,降低了劳动强度和焊接难度,提高了生产效率。
本实施例设置了PLC控制器4,仅需在一排磁头固定架2.2上的磁头固定槽2.2.2内放置好磁卡磁头和FPC柔性电路板后,即可启动程序,由预设程序自动控制后续的整个焊接过程,具体的,首先电机2.3带动转盘2.1旋转180°,将固定座送到对应支撑块3.2的下部,而后启动气缸,驱动支撑块3.2下降,直到加热头3.4与FPC柔性电路板抵接,支撑块3.2行程可通过接近开关或在支撑块3.2上设置压力传感器自动控制,由于其为自动控制领域常规设置,故图中未示出;通过程序预设加热程序加热焊接,之后为加热头3.4断电并打开电控阀3.7,启动风冷降温,降温后电机2.3驱动转盘2.1旋转180°,完成一批次焊接。
在焊接过程中,工作人员可取下另一排磁头固定架2.2上已经焊接好的成品,再次放置待焊接的磁卡磁头和FPC柔性电路板,自动化程度高,生产效率高且焊接效果稳定。
经实践,本实施例中的加热程序控制为:在2s内升温到225℃,保温2s,而后在2s内升温到400℃,保温4s,之后断电,完成加热过程。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 磁卡磁头生产用热压焊机
- 一种磁卡磁头生产用点焊机