单元更换装置
文献发布时间:2023-06-19 09:41:38
技术领域
本说明书公开一种单元更换装置。
背景技术
以往,提出了具备在与以可拆装的方式安装有供给元件的盒式的供料器(元件供给单元)的元件安装机之间自动更换供料器的机器人等单元更换装置的结构(参照例如专利文献1)。该单元更换装置具备夹持供料器的夹持机构和使夹持机构移动的移动机构等,通过利用移动机构使由夹持机构夹持的供料器移动来进行供料器的自动更换。
现有技术文献
专利文献1:日本特开2017-130593号公报
发明内容
发明所要解决的课题
在上述单元更换装置中,当在一个时期应更换的供料器的数量变多时,夹紧机构的移动次数也增加,其移动时间也变多,所以自动更换需要时间。在具备这样的单元更换装置和元件安装机的系统中,为了提高安装处理的生产率,要求高效地进行元件供给单元的更换,因此还有改善的余地。
本公开的主要目的在于,抑制拆装元件供给单元时的夹持机构的移动时间来提高更换效率。
用于解决课题的技术方案
本公开为了实现上述主要目的而采用了以下的手段。
本公开的单元更换装置是在与以可拆装的方式安装有供给元件的多个元件供给单元的多个元件安装机之间对上述元件供给单元进行自动更换的单元更换装置,其主旨在于,具备:把持部,把持上述元件供给单元;移动部,使上述把持部在上述元件供给单元相对于上述元件安装机的拆装位置与上述单元更换装置内的待机位置之间沿着预定方向移动;及控制部,能够对基于上述把持部的上述元件供给单元的把持及把持的解除和基于上述移动部的上述把持部的移动进行控制,并根据上述把持部中的上述元件供给单元的把持状态来变更上述待机位置以对上述移动部进行控制。
在本公开的单元更换装置中,能够对基于把持部的元件供给单元的把持及把持的解除和基于移动部的把持部的移动进行控制的控制部根据把持部中的元件供给单元的把持状态来变更待机位置以对移动部进行控制。由此,能够将把持部的待机位置变更为适于自动更换的位置,所以能够抑制通过移动部移动的把持部的移动量。因此,能够抑制拆装元件供给单元时的把持部的移动时间来提高更换效率。
附图说明
图1是表示元件安装系统10的结构的概略的结构图。
图2表示元件安装机20的结构的概略的结构图。
图3是表示供料器30的结构的概略的结构图。
图4是表示装载机50的结构的概略的结构图。
图5是表示基于装载机50的供料器30的自动更换的情况的说明图。
图6是与元件安装系统10的控制相关的结构图。
图7是表示供料器管理信息的一例的说明图。
图8是表示供料器自动更换处理的一例的流程图。
图9是表示供料器拆装处理的一个例子的流程图。
图10是表示保持有供料器30的夹持部54的待机位置的说明图。
图11是表示保持有供料器30的夹持部54的待机位置的说明图。
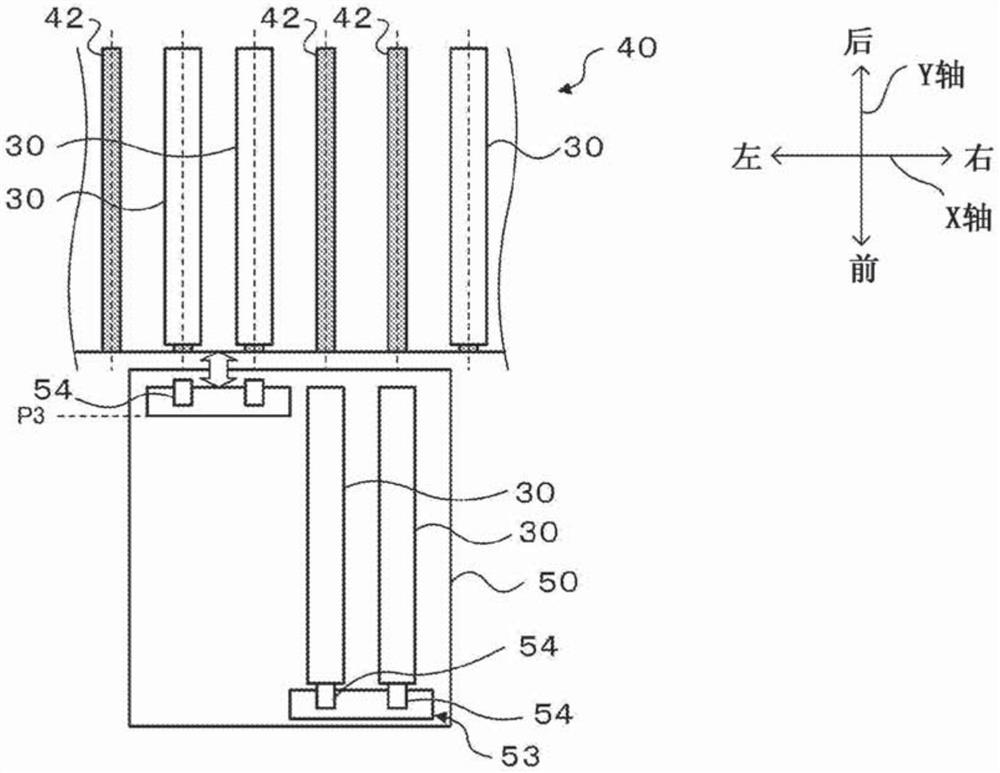
图12是表示未保持供料器30的夹持部54的待机位置的说明图。
图13是表示未保持供料器30的夹持部54的待机位置的说明图。
图14是表示变形例的供料器自动更换处理的流程图。
图15是表示待机位置调整处理的一例的流程图。
图16是表示比较例的供料器移载机构53的动作的情况的说明图。
图17是表示变形例的供料器移载机构53的动作的情况的说明图。
具体实施方式
接着,参照附图来对用于实施本公开的方式进行说明。
图1是表示本实施方式的元件安装系统10的结构的概略的结构图,图2是表示元件安装机20的结构的概略的结构图,图3是表示供料器30的结构的概略的结构图。另外,图4是表示装载机50的结构的概略的结构图,图5是表示基于装载机50的供料器30的自动更换的情况的说明图,图6是与元件安装系统10的控制相关的结构图。另外,图1中的左右方向为X方向,前后方向为Y方向,上下方向为Z方向。
如图1所示,元件安装系统10具备:印刷机12、印刷检查机14、多个元件安装机20、安装检查机(省略图示)、装载机50、供料器保管库60及管理装置80(参照图6)。印刷机12向基板S上印刷焊料。印刷检查机14检查由印刷机12印刷的焊料的状态。元件安装机20沿着基板S的输送方向(X方向)并列地设置有多个,向基板S安装从供料器30供给的元件。安装检查机检查由元件安装机20安装的元件的安装状态。装载机50向多个元件安装机20补给需要的供料器30,或从元件安装机20回收使用后的供料器30。供料器保管库60保管在元件安装机20中预定使用的供料器30和使用后的供料器30。管理装置80管理整个系统。印刷机12、印刷检查机14、多个元件安装机20及安装检查机按照该顺序在基板S的输送方向上并列设置而构成生产线。供料器保管库60组装于元件安装系统10的生产线内,设置于多个元件安装机20中的基板S的输送方向上的最上游侧的元件安装机20与印刷检查机14之间。在本实施方式中,作业者向供料器保管库60补给供料器30,或者从供料器保管库60回收供料器30。另外,元件安装系统10也可以除了这些装置以外还具备进行安装有元件的基板S的回流焊处理的回流焊装置等。
如图2所示,元件安装机20具备:基板输送装置21,沿着X方向输送基板S;头22,具有吸附供料器30供给的元件的吸嘴;头移动机构23,使头22在XY方向上移动;及安装控制装置28(参照图6),对装置整体进行控制。安装控制装置28由周知的CPU、ROM、RAM等构成,向基板输送装置21、头22、头移动机构23等输出驱动信号。
如图3所示,供料器30构成为将以预定间距收纳元件的带送出的带式供料器。供料器30具备:卷绕有带的带盘32;从带盘32送出带的带进给机构33;具有两个定位销34的连接器35;设于下端的轨道部件37;及供料器控制装置39(参照图6)。供料器控制装置39由周知的CPU、ROM、RAM等构成,向带进给机构33输出驱动信号。另外,供料器控制装置39能够经由连接器35而与供料器30的安装目标的控制部(安装控制装置28、管理装置80等)进行通信。
如图2所示,元件安装机20在前方具有能够安装供料器30的上下两个区域。上区域是供料器30能够供给元件的供给区域20A,下区域是能够储存供料器30的储存区域20B。在供给区域20A和储存区域20B中设有侧面观察形成为L字状且分别供多个供料器30安装的供料器台40。供料器台40具备:插槽42,以能够供供料器30的轨道部件37插入的间隔在X方向上排列有多个;两个定位孔44,能够供两个定位销34插入;及连接器45,设于两个定位孔44之间,供连接器35连接。另外,元件安装机20不限于具备供料器储存区域20B的结构,也可以不具备该储存区域。
如图1所示,装载机50能够沿着与基板的输送方向(X方向)平行地设置于多个元件安装机20的前表面及供料器保管库60的前表面的X轴轨道18移动。另外,在图2中,省略了X轴轨道18的图示。如图4~图6所示,装载机50具备:装载机移动机构51、供料器移载机构53、X轴位置传感器57a、Y轴位置传感器57b、左右的监视传感器58a、58b及装载机控制装置59。
装载机移动机构51使装载机50沿着X轴轨道18移动,具备对驱动用带进行驱动的伺服马达等X轴马达52a及引导装载机50沿着X轴轨道18的移动的引导辊52b。供料器移载机构53将供料器30向元件安装机20或供料器保管库60移载。该供料器移载机构53具备:夹持部54,夹持供料器30;及Y轴滑动件55,配置有两个(两对)夹持部54,通过Y轴马达55a的驱动使两个夹持部54一体地沿着Y轴导轨55b在前后方向(Y方向)上移动。供料器移载机构53通过在两个Y轴滑动件55上分别各配置两个夹持部54,使共计四个(四对)夹持部54以两个为一组独立地在Y方向上移动。另外,Y轴位置传感器57b设有两个,分别能够检测各Y轴滑动件55的两个夹持部54的Y方向上的位置。另外,供料器移载机构53构成为例如利用传送带机构或齿轮齿条机构等转换机构将Y轴马达55a的旋转动力向前后方向转换而使Y轴滑动件55滑动,也可以使用滚珠丝杠机构等转换机构来构成。另外,图5A表示利用各夹持部54分别夹持共计四个供料器30的状态。另外,图5B表示左侧的两个夹持部54向元件安装机20侧(后方)移动而向元件安装机20的两个插槽42分别安装了供料器30的状态。另外,供料器移载机构53具备使供夹持部54及Y轴滑动件55以能够滑动的方式安装的滑动基座56沿着Z轴导轨56b在上下方向(Z方向)上移动的Z轴马达56a。
X轴位置传感器57a检测装载机50的X方向上的移动位置。监视传感器58a、58b监视有无障碍物(包括作业者),由例如红外线传感器构成。监视传感器58a安装于装载机50的左侧(与基板S的输送方向相反的一侧),主要检测比装载机50靠左侧的监视区域中的障碍物。监视传感器58b安装于装载机50的右侧(与基板S的输送方向相同的一侧),主要检测比装载机50靠右侧的监视区域中的障碍物。装载机控制装置59由周知的CPU、ROM、RAM等构成。装载机控制装置59输入来自X轴位置传感器57a、Y轴位置传感器57b、监视传感器58a、58b的检测信号,并向装载机移动机构51(X轴马达52a)、供料器移载机构53(夹持部54、Y轴马达55a、Z轴马达56a)输出驱动信号。
装载机控制装置59在进行供料器30的自动更换的情况下,首先,控制X轴马达52a而使装载机50移动至装载机50的Y轴滑动件55与进行自动更换的元件安装机20的插槽42相向的位置。另外,装载机控制装置59在与元件安装机20的供给区域20A之间进行自动更换的情况下,控制Z轴马达56a而使滑动基座56(Y轴滑动件55)移动至与供给区域20A相向的上部移载区域50A。另一方面,装载机控制装置59在与元件安装机20的储存区域20B之间进行自动更换的情况下,控制Z轴马达56a而使滑动基座56移动至与储存区域20B相向的下部移载区域50B。装载机控制装置59在将装载机50内的供料器30安装于元件安装机20的情况下,在由夹持部54夹持了供料器30的状态下(参照图5A),控制Y轴马达55a而使Y轴滑动件55向元件安装机20侧(后方)移动。由此,供料器30的轨道部件37插入于供料器台40的插槽42(参照图5B)。接着,装载机控制装置59通过解除夹持部54对供料器30的夹持,而将供料器30安装于元件安装机20的供料器台40。另外,装载机控制装置59在将供料器30从元件安装机20拆下并向装载机50内回收的情况下,控制Y轴马达55a而使Y轴滑动件55向元件安装机20侧(后方)移动。接着,装载机控制装置59在使安装于供料器台40的供料器30被夹持部54夹持之后,控制Y轴马达55a而使Y轴滑动件55向前方移动。由此,将供料器30从供料器台40拆下,并向装载机50内回收。
供料器保管库60为了收纳多个供料器30而设有与设于元件安装机20的供料器台40相同的结构的供料器台40。另外,供料器保管库60的供料器台40设于与元件安装机20的供给区域20A的供料器台40相同的高度(Z方向位置)。因此,装载机50能够以与对于元件安装机20的供料器台40拆装供料器30相同的动作,对于供料器保管库60的供料器台40拆装供料器30。
另外,在供料器保管库60的后方设有沿着X方向输送基板S的基板输送装置62。该基板输送装置62与印刷检查机14的未图示的基板输送装置及相邻的元件安装机20的基板输送装置21在前后方向及上下方向上的位置为相同的位置。因此,基板输送装置62能够输送从印刷检查机14的基板输送装置接收到的基板S并将其交接给相邻的元件安装机20的基板输送装置21。
如图6所示,管理装置80由周知的CPU80a、ROM80b、HDD80c、RAM80d等构成,具备LCD等显示器82及键盘和鼠标等输入设备84。管理装置80存储有基板S的生产程序和供料器管理信息等。基板S的生产程序是指规定在哪个基板S上安装哪个元件或是制作几块这样安装的基板S等的程序。供料器管理信息是与各元件安装机20和供料器保管库60所保有的供料器30相关的信息。图7是表示供料器管理信息的一例的说明图。如图所示,供料器管理信息包含安装有各供料器30的供料器台40的插槽编号(位置信息)、安装于各插槽42的供料器30的供料器ID(识别信息)、各供料器30所保有的元件种类、元件剩余量、表示供料器30的X方向上的宽度W和Y方向上的长度L的尺寸等。另外,在供料器30中,存在由于宽度W较大而轨道部件37不仅插入的一个插槽42,还占有相邻的多个插槽42的供料器。作为一例,在图7中表示插槽编号004的宽度为W2的供料器30占有插槽编号004、005的情况,在插槽编号004、005中登记共通的供料器ID,除此以外的信息登记于插槽编号004。当然,也可以在插槽编号005中也登记与插槽编号004的各信息相同的信息。
另外,管理装置80与安装控制装置28连接为能够通过有线进行通信,并且与装载机控制装置59连接为能够通过无线进行通信,除此之外,与印刷机12、印刷检查机14、安装检查机的各控制装置以能够通信的方式连接。管理装置80从安装控制装置28接收与元件安装机20的安装状况相关的信息和与被拆装的供料器30相关的信息,或者从装载机控制装置59接收与装载机50的驱动状况相关的信息。管理装置80在从安装控制装置28接收到与安装于元件安装机20的供料器台40的供料器30或从供料器台40拆下的供料器30相关的信息时,更新该元件安装机20的供料器管理信息。另外,管理装置80向供料器保管库60的基板输送装置62输出驱动信号而使基板输送装置62输送基板S。另外,管理装置80经由连接器35、45而与安装于供料器保管库60的供料器台40的供料器30的供料器控制装置39以能够通信的昂视连接,能够取得供料器30的信息。管理装置80在取得了与安装于供料器保管库60的供料器台40的供料器30或从供料器台40拆下的供料器30相关的信息时,更新供料器保管库60的供料器管理信息。
关于这样构成的元件安装系统10的动作,特别对装载机50自动更换供料器30时的动作进行说明。图8是表示供料器自动更换处理的一例的流程图。该处理由装载机50的装载机控制装置59执行。在供料器自动更换处理中,装载机控制装置59等待接收从管理装置80输出的供料器30的自动更换指示(S100)。自动更换指示中包含供料器30的拆装的指示和其拆装位置。另外,管理装置80基于基板S的生产程序,发送将收纳接下来的安装处理所需的元件的供料器30从供料器保管库60拆下的指示和将拆下的供料器30安装于各元件安装机20的供给区域20A的指示。另外,管理装置80发送将收纳有在接下来的安装处理中不需要的元件的供料器30和元件剩余量成为值0的供料器30从供给区域20A拆下的指示、将拆下的供料器30安装到储存区域20B、供料器保管库60的指示。另外,在以占有多个插槽42的宽幅的供料器30为对象的自动更换指示中,除了作为拆装供料器30的拆装位置的插槽编号以外,还包含供料器30占有的相邻的插槽编号。
当在S100中接收到了自动更换指示时,装载机控制装置59从接收到的自动更换指示中取得成为拆装对象的供料器信息和拆装供料器30的位置信息(S105)。S105的位置信息包含供料器30的拆装在供料器保管库60、元件安装机20的供给区域20A、储存区域20B中的哪个的供料器台40进行的信息及各供料器台40中的供料器30的拆装目的地的插槽编号的信息。接着,装载机控制装置59基于S105的位置信息来设定装载机50的目标位置(S110)。另外,目标位置是装载机50能够进行拆装位置处的供料器30的拆装的位置。
接着,装载机控制装置59判定在基于目标位置和装载机50的当前位置的行进方向上,是否由监视传感器58a或监视传感器58b检测到障碍物(作业者)(S115)。装载机控制装置59在判定为在行进方向上未检测到障碍物时,控制X轴马达52a而使装载机50向目标位置移动(S120),并基于X轴位置传感器57a的检测位置来判定装载机50是否到达目标位置(S125)。另一方面,当判定为检测到障碍物时,装载机控制装置59使装载机50停止(S130),返回S115。这样,当在装载机50的行进方向上检测到障碍物(作业者)时,装载机控制装置59使装载机50停止,当不再检测到障碍物时,使装载机50的移动再次开始。并且,当在S125中判定为装载机50到达了目标位置时,装载机控制装置59使装载机50停止(S135),执行供料器拆装处理(S140),并返回S100。
在此,图9是表示供料器拆装处理的一例的流程图。在该供料器拆装处理中,装载机控制装置59首先判定本次的自动更换指示中是否包含供料器30的拆卸(S200),当判定为不包含拆卸时,进入S225。当装载机控制装置59判定为包含供料器30的拆卸时,根据在S105中取得的供料器信息来设定与拆卸对象的供料器30的长度L对应的待机位置(S205)。在S205中,装载机控制装置59根据拆卸对象的供料器30的长度L,设定将夹持部54保持的供料器30收纳于装载机50内并且在前后方向(Y方向)上成为最靠元件安装机20侧的待机位置。接着,装载机控制装置59使夹持部54移动到安装有作为拆卸对象的供料器30的插槽42的前方(面对的位置)后(S210),使夹持部54沿着Y方向移动而夹持作为拆卸对象的供料器30(S215)。接着,装载机控制装置59将夹持的供料器30拉出而使夹持部54移动至待机位置(S220),并进入S225。
图10、图11是表示保持有供料器30的夹持部54的待机位置的说明图,图10表示本实施方式,图11表示比较例。在本实施方式中,在S205中设定与供料器30的长度L对应的待机位置,在S220中,将供料器30拉出并保持到该待机位置。因此,如图10所示,在保持供料器30的长度L比较长的长度L1的供料器30的情况下,在前方侧的待机位置P1处待机,在保持比较短的长度L2的供料器30的情况下,在比保持位置P1靠元件安装机20侧(后方)的待机位置P2处待机。另一方面,在比较例中,如图11所示,在与长度L1对应的一定的待机位置P1处待机。因此,与比较例相比,本实施方式在拆装长度为L2的供料器30时的供料器30的移动量(参照图中箭头)变小。因此,在本实施方式中,与比较例相比能够抑制夹持部54的移动量,所以能够缩短供料器30的拆卸所需的时间。另外,在本实施方式中,在将拆卸下的供料器30安装于其他供料器台40时,也能够缩短该安装所需的时间。
接着,装载机控制装置59判定本次的自动更换指示中是否包含供料器30向插槽42的安装(S225),当判定为不包含安装时,结束供料器拆装处理。装载机控制装置59在判定为包含供料器30的安装时,使夹持部54移动到本次的安装对象的插槽42的前方(面对的位置)(S230)。接着,装载机控制装置59使夹持部54沿着Y方向移动而向插槽42内插入供料器30(S235),将夹持部54的夹持释放而将供料器30安装于插槽42(S240)。并且,装载机控制装置59使夹持部54后退至元件安装机20侧(后方)的待机位置(S245),结束供料器拆装处理。
图12、图13是表示未保持供料器30的夹持部54的待机位置的说明图,图12表示本实施方式,图13表示比较例。在本实施方式中,如图12所示,未保持供料器30的夹持部54在处于装载机50内的范围中的、最靠元件安装机20侧(后方)的待机位置P3处待机。另一方面,在比较例中,如图13所示,在与保持有供料器30的情况相同的待机位置P1处待机,将距元件安装机20侧最远的前方侧的位置设为待机位置。因此,在实施方式中,能够使在将供料器30安装于插槽42之后使夹持部54返回到装载机50内所需的移动量(参照图中箭头)小于比较例,因此能够抑制在安装供料器30之后返回到装载机50内时的夹持部54的移动量而缩短移动时间。另外,在实施方式中,在未保持供料器30的夹持部54接下来夹持供料器30时,也能够抑制移动量而缩短移动时间。由此,在本实施方式中,能够抑制供料器30的拆装所需的时间,而高效地进行供料器30的自动更换。
在此,明确本实施方式的构成要素与本发明的构成要素的对应关系。本实施方式的供料器30相当于元件供给单元,元件安装机20相当于元件安装机,装载机50相当于单元更换装置,供料器移载机构53的夹持部54相当于把持部,供料器移载机构53的Y轴滑动件55和Y轴马达55a相当于移动部,执行图8的供料器自动更换处理中的S140(图9中的供料器拆装处理)的装载机控制装置59相当于控制部。
以上说明的元件安装系统10根据夹持部54上的供料器30的夹持状态来变更装载机50内的夹持部54的待机位置,因此能够将夹持部54的待机位置设为适于供料器30的拆装的位置。因此,能够抑制夹持部54的Y方向上的移动量,因此能够抑制供料器30的拆装所需的时间,能够高效地进行供料器30的自动更换。
另外,装载机控制装置59在夹持部54未夹持供料器30的状态下,将装载机50内更接近元件安装机20的位置设为夹持部54的待机位置。因此,能够抑制在将供料器30安装于插槽42之后返回到装载机50内时的夹持部54的移动量和为了从插槽42拆卸而去往夹持供料器30时的夹持部54的移动量来缩短移动时间。
另外,装载机控制装置59在夹持部54夹持有供料器30的状态下,基于该供料器30的长度L将如下的位置设为待机位置:在将供料器30收纳于装载器50内的同时更接近元件安装机20。因此,能够抑制进行供料器30的拆装时的夹持部54的移动量而缩短移动时间。
另外,本发明不受上述实施方式的任何限定,只要属于本发明的技术范围,当然能够以各种方式实施。
例如,在上述实施方式中,根据夹持部54中的供料器30的夹持状态来确定夹持部54的待机位置,但并不限定于此,也可以根据夹持部54中的预定的夹持状态来确定待机位置。例如,也可以根据通过一个Y轴滑动件55移动的夹持部54中的夹持预定,变更通过另一个Y轴滑动件55移动的夹持部54的待机位置。图14是表示变形例的供料器自动更换处理的流程图。另外,在变形例中,对与图8的流程图相同的处理标注相同的步骤编号并省略详细的说明。在变形例中,装载机控制装置59判定在装载机50的移动期间调整处理完成标志是否为值0(S122),当判定为调整处理完成标志不是值0而是为值1时,进入S125。另一方面,当判定调整处理完成标志为值0时,装载机控制装置59执行图15所示的待机位置调整处理(S124),并进入S125。
在S124(图15)的待机位置调整处理中,装载机控制装置59判定任一个夹持部54中的下一个拆装对象是否为宽幅的供料器30(S300),当判定为不是宽幅的供料器30时,进入S315。如上所述,宽幅的供料器30以不仅占用一个插槽42而是占有多个插槽42的方式安装。因此,在利用任一个夹持部54夹持宽幅的供料器30的情况下,供料器30有时会与通过与使该夹持部54移动的一个Y轴滑动件55相邻的另一个Y轴滑动件55来移动的夹持部54产生干扰。当判定为任一个夹持部54中的下一个拆装对象为宽幅的供料器30时,装载机控制装置59判定另一个Y轴滑动件55的夹持部54(以下为另一个夹持部54)是否在距元件安装机20侧最远的前方位置待机(S305)。当判定为另一个夹持部54未在前方位置待机时,装载机控制装置59使另一个夹持部54向前方位置退避(S310),并进入S315。另外,当判定为另一个夹持部54在前方位置待机时,装载机控制装置59跳过S310而进入S315。并且,装载机控制装置59将调整处理完成标志设为值1(S315),并结束待机位置调整处理。另外,在图14的供料器自动更换处理中,当在S140中执行了供料器自动更换处理时,装载机控制装置59将调整处理完成标记复位为值0(S145),并返回S100。
在此,图16是表示比较例的供料器移载机构53的动作的情形的说明图,图17是表示变形例的供料器移载机构53的动作的情形的说明图。在此,如图16A、图17A所示,对从供料器台40拆卸时比通常的宽度W1的供料器30宽的宽度W2的供料器30的情况进行说明。如图16A所示,在夹持部54均位于元件安装机20侧(后方)的待机位置的情况下,当利用左侧的夹持部54拆卸宽度W2的供料器30时,与另一个夹持部54(在此为右侧的夹持部54)产生干扰(参照图16B的虚线)。因此,当装载机50到达了目标位置时,需要使另一各夹持部54移动到距元件安装机20侧最远的前方位置后,再卸下宽度W2的供料器30。因此,在比较例中,在装载机50到达目标位置之后,等待另一个夹持部54移动至前方位置而开始供料器30的拆卸。与此相对,在变形例中,在装载机50的移动期间执行待机位置调整处理,因此在装载机50的移动期间另一个夹持部54开始向前方位置移动(图17A)。因此,当装载机50移动至目标位置时,另一个夹持部54的移动已经完成(图17B),因此无需等待另一个夹持部54的移动,就能够立即开始供料器30的拆卸。因此,在变形例中,在装载机50到达目标位置后不会产生等待时间,能够迅速地进行供料器30的自动更换处理。
这样,在变形例中,根据在夹持部54中预定的供料器30的夹持状态来变更待机位置,因此能够预先变更夹持部54的待机位置。另外,在变形例中,在任一个夹持部54中的下一个拆装对象为宽幅的供料器30的情况下,变更另一个夹持部54的待机位置,因此能够适当地防止产生由宽幅的供料器30引起的干扰。此外,在变形例中,在装载机50的移动期间,进行另一个夹持部54的位置调整,因此能够抑制产生用于变更另一个夹持部54的待机位置的等待时间。因此,能够迅速地进行供料器30的自动更换而进一步提高更换效率。
在上述实施方式中,装载机控制装置59通过与管理装置80的通信来接收拆装对象的供料器信息,但并不限定于此。例如,也可以是,装载机控制装置59通过与各元件安装机20的安装控制装置28的通信来接收拆装对象的供料器信息。在这样的情况下,各元件安装机20的供料器管理信息不限于管理装置80管理的信息,也可以是各元件安装机20的安装控制装置28分别管理的信息。
在上述实施方式中,装载机控制装置59设定夹持部54的待机位置,但并不限定于此,也可以是管理装置80、各元件安装机20的安装控制装置28设定待机位置并包含于供料器信息而向装载机控制装置59等发送。或者,也可以将与供料器30的尺寸对应的适当的待机位置预先包含在供料器信息中等。
在上述实施方式中,具备两个Y轴滑动件55,但不限于此,也可以具备三个以上的Y轴滑动件55。另外,Y轴滑动件55也可以分别使一个夹持部54移动。
在上述实施方式中,Y轴滑动件55通过传送带机构等转换机构对Y轴马达55a的旋转动力进行转换并滑动,但不限于此,例如也可以通过气缸等使Y轴滑动件55滑动。在这样的情况下,将气缸设为多个工作缸串联连结而成的多级工作缸等,只要是构成为能够使夹持部54在多个位置待机的结构等即可。另外,构成为在不供给空气的状态下,夹持部54在距元件安装机20侧最远的前方侧的位置即待机位置P1处待机,通过供给空气,夹持部54在上述待机位置P2、待机位置P3处待机。另外,装载机控制装置50例如在计划夹持部54在预定时间以上的期间不夹持供料器30的情况下,为了使空气压缩机等空气供给装置的驱动停止,在待机位置P1处使夹持部54待机等即可。
在本公开的单元更换装置中,也可以是,在上述把持部未把持上述元件供给单元的状态下,上述控制部变更上述待机位置,以使该待机位置处于在上述单元更换装置内更接近上述元件安装机的位置。这样一来,未把持元件供给单元的把持部能够减少从元件安装机拆卸元件供给单元时的移动量而抑制移动时间。
在本公开的单元更换装置中,也可以是,具备长度取得部,该长度取得部取得上述预定方向上的上述元件供给单元的长度,在上述把持部把持有上述元件供给单元的状态下,上述控制部基于作为把持对象的上述元件供给单元的长度来变更上述待机位置,以使该待机位置处于将该元件供给单元收纳于上述单元更换装置内的同时更接近上述元件安装机的位置。这样一来,把持元件供给单元的把持部能够减少向元件安装机安装元件供给单元时的移动量而抑制移动时间。
在本公开的单元更换装置中,也可以是,上述控制部根据在上述把持部中被预先设定的上述元件供给单元的把持状态来变更上述待机位置。这样一来,能够将把持部的待机位置预先变更为与预先设定的把持状态对应的位置,因此能够更高效地进行元件供给单元的自动更换。
在本公开的单元更换装置中,也可以是,上述单元更换装置具备:多个上述把持部;及多个上述移动部,在与上述预定方向正交的正交方向上排列配置,分别使上述把持部移动,上述控制部在基于预定由通过多个上述移动部中的一个移动部移动的上述把持部进行把持的上述元件供给单元的上述正交方向上的宽度而预测为通过除了上述一个移动部以外的其他移动部移动的上述把持部会与该元件供给单元产生干扰的情况下,变更通过上述其他移动部移动的上述把持部的上述待机位置以避免上述干扰。这样一来,能够将把持部的待机位置预先变更为不产生由元件供给单元的宽度引起的干扰的位置,因此能够更高效地进行元件供给单元的自动更换。
在本公开的单元更换装置中,也可以是,上述控制部控制上述移动部,以在上述单元更换装置沿着多个上述元件安装机的排列方向移动至上述元件供给单元的可拆装位置的期间变更上述待机位置。这样一来,能够在单元更换装置的移动期间进行把持部的待机位置的变更,因此能够抑制产生用于变更把持部的待机位置的等待时间。因此,能够更高效地进行元件供给单元的自动更换。
产业上的可利用性
本发明能够应用于元件安装系统的制造产业等。
附图标记说明
10、元件安装系统;12、印刷机;14、印刷检查机;18、X轴轨道;20、元件安装机;20A、供给区域;20B、储存区域;21、基板输送装置;22、头;23、头移动机构;28、安装控制装置;30、供料器;32、带盘;33、带进给机构;34、定位销;35、连接器;37、轨道部件;39、供料器控制装置;40、供料器台;42、插槽;44、定位孔;45、连接器;50、装载器;50A、上部移载区域;50B、下部移载区域;51、装载器移动机构;52a、X轴马达;52b、引导辊;53、供料器移载机构;54、夹持部;55、Y轴滑动件;55a、Y轴马达;55b、Y轴导轨;56、滑动基座;56a、Z轴马达;56b、Z轴导轨;57a、X轴位置传感器;57b、Y轴位置传感器;58a、58b、监视传感器;59、装载器控制装置;60、供料器保管库;62、基板输送装置;80、管理装置;80a、CPU;80b、ROM;80c、HDD;80d、RAM;82、显示器;84、输入设备;S、基板。
- 图像形成装置、更换单元及更换单元判定方法
- 流体输送装置、更换单元以及更换单元的制造方法