一种用于注塑的多功能模具
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及模具加工领域,尤其涉及一种用于注塑的多功能模具。
背景技术
模具(mú jù),工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工,素有“工业之母”的称号;现有的已知的模具加工产品在加工过程中,多数通过人工操作,同时模具加工的同时还会出现弯曲和变形,而一个注塑产品最重要的就是外观,这种加工方式和模具会出现加工缓慢,不良品多,劳动成本高,影响后续使用,不能满足客户需求。
现有技术处存在缺陷,需要改进。
发明内容
为了解决现在技术存在的缺陷,本发明提供了一种用于注塑的多功能模具。
本发明提供的技术文案,一种用于注塑的多功能模具,包括底座、下模、上模和顶盖,所述下模设置与所述底座上,所述上模设置与所述下模上,所述顶盖设置与所述上模上,所述下模和上模内均设置凹型孔洞,所述上模底部设置固定卡扣,所述下模顶部设置固定卡槽,所述固定卡扣与固定卡槽相匹配,所述下模和上模上均设置多个注塑杆,多个所述注塑杆一端均设置与所述底座内,多个所述注塑杆另一端垂直朝上依次穿过下模和上模设置与所述顶盖内。
优选的,所述顶盖中部设置一圆形孔洞。
优选的,所述圆形孔洞中部设置一圆形观测孔。
优选的,多个所述注塑杆设置至少两个以上,且每个注塑杆内上均设置有注塑孔。
优选的,所述凹陷孔洞内设置隔热装置和检测装置,所述检测装置设置与所述隔热装置上,所述隔热装置设置与所述凹陷孔洞上的内壁上。
优选的,所述隔热装置包括隔热套、温度传感器和制冷器,所述隔热套设置与所述凹陷孔洞内壁上,所述温度传感器设置与所述隔热套上,所述制冷器设置与所述隔热套内。
优选的,所述上模两侧分别设置第一紧固件和第二紧固件,所述第一紧固件结构和第二紧固件结构相同。
优选的,所述第一紧固件包括紧固立板、紧固气缸、紧固拉伸杆和紧固块,所述紧固立板设置与上模侧壁上,所述紧固气缸的固定顶端设置与所述紧固立板一侧面,所述紧固气缸的输出端连接所述紧固拉伸杆一端,所述紧固拉伸杆的另一端垂直穿过紧固立板立板连接所述紧固块,所述紧固快设置与凹陷孔洞侧面。
优选的,所述下模上设置有安装槽,所述安装槽上设置切边块,所述切边块上设置切边刀,所述切边刀设置与凹型孔洞一侧。
优选的,所述下模内设置缓冲组件,所述缓冲组件包括弹性件和充气器,所述弹性件设置与所述下模内的凹型孔洞下方,所述充气器连接所述弹性件,所述充气器带动弹性件进行缓冲工作。
相对于现有技术的有益效果,本发明通过上模和下模对物体进行固定佳和,通过切边块的抵触作用固定废边,在塑料产品顶出时切边刀片能有效的切除废边,提升塑料产品的品质,同时紧固件对产品进行稳定紧固,防止注塑产品出现弯曲和变形,这种加工方式不良品少,成本低,劳动力少,能及时满足客户需求,具有良好市场应用价值。
附图说明
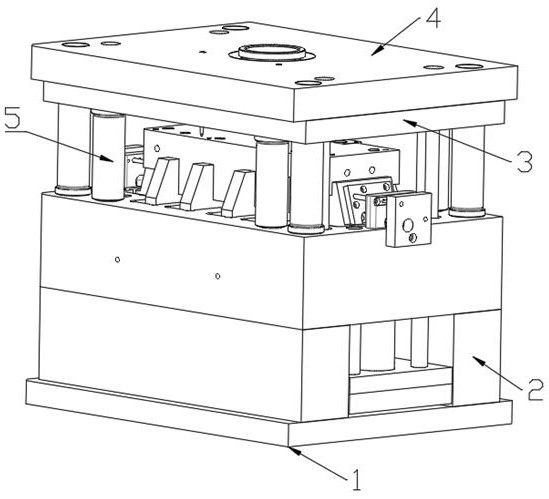
图1为本实用整体结构示意图;
图2为本发明内部结构示意图;
图3为本发明凹陷孔洞内部结构示意图。
具体实施方式
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
下面结合附图对本发明作详细说明。
如图1-图3所述的一种实施方式:一种用于注塑的多功能模具,包括底座1、下模2、上模3和顶盖4,所述下模2设置与所述底座1上,所述上模3设置与所述下模2上,所述顶盖4设置与所述上模3上,所述下模2和上模3内均设置凹型孔洞,所述上模3底部设置固定卡扣,所述下模2顶部设置固定卡槽,所述固定卡扣与固定卡槽相匹配,所述下模2和上模3上均设置多个注塑杆5,多个所述注塑杆一端均设置与所述底座1内,多个所述注塑杆另一端垂直朝上依次穿过下模2和上模3设置与所述顶盖4内;进一步的,将上模3和下模2进行扣合,扣合之后从顶盖4上的注塑杆内开始注塑,注塑完成后,等待成型后上模3取出,将产品拿出来。
优选的,所述顶盖4中部设置一圆形孔洞41,孔洞用来设置观测孔。
优选的,所述圆形孔洞41中部设置一圆形观测孔。
优选的,多个所述注塑杆设置至少两个以上,且每个注塑杆内上均设置有注塑孔,从注塑孔内对产品进行塑形。
优选的,所述凹陷孔洞内设置隔热装置6和检测装置7,所述检测装置7设置与所述隔热装置6上,所述隔热装置6设置与所述凹陷孔洞上的内壁上;进一步的,隔热装置6是用来防止产品在注塑过程中对模具进行损坏,而检测装置7是用来检测产品的成型温度和成型品质。
优选的,所述隔热装置6包括隔热套、温度传感器和制冷器,所述隔热套设置与所述凹陷孔洞内壁上,所述温度传感器设置与所述隔热套上,所述制冷器设置与所述隔热套内;进一步的,隔热套用来隔绝产品的热量,温度传感器是用来将模具内成型的产品温度传输给电脑,制冷器是用来对成型的产品进行快速降温成型。
优选的,所述顶盖4中部设置一圆形观测孔42;观测孔设置与所述圆形孔洞41内。
优选的,所述上模3两侧分别设置第一紧固件31和第二紧固件32,所述第一紧固件31结构和第二紧固件32结构相同;紧固件同时对注塑成型的模具进行固定,确保边侧的切边块21进行切割。
优选的,所述第一紧固件31包括紧固立板、紧固气缸、紧固拉伸杆和紧固块,所述紧固立板设置与上模3侧壁上,所述紧固气缸的固定顶端设置与所述紧固立板一侧面,所述紧固气缸的输出端连接所述紧固拉伸杆一端,所述紧固拉伸杆的另一端垂直穿过紧固立板立板连接所述紧固块,所述紧固快设置与凹陷孔洞侧面;进一步的,紧固气缸带动紧固拉伸杆进行移动紧固,紧固拉伸杆带动紧固块对成型的模具进行进一步的固定。
优选的,所述下模2上设置有安装槽,所述安装槽上设置切边块21,所述切边块21上设置切边刀22,所述切边刀22设置与凹型孔洞一侧;通过切边块21的抵触作用固定废边,在塑料产品顶出时切边刀22片能有效的切除废边,提升塑料产品的品质。
优选的,所述下模2内设置缓冲组件,所述缓冲组件包括弹性件23和充气器24,所述弹性件23设置与所述下模2内的凹型孔洞下方,所述充气器24连接所述弹性件23,所述充气器24带动弹性件23进行缓冲工作;进一步的,充气器24带动弹性件23对注塑成型的产品起到一个保护作用。
实施例二与以上不同之处在于,多个注塑杆5设置至少两个以上,且每个注塑杆均设为防热材质。
实施例三与以上不同之处在于,所述所述弹性件23上设有与外界相通的泄压通孔。
实施例四与以上不同之处在于,所述下模2内设置成型线条。
实施例五与以上不同之处在于,所述下模2上设置通气孔洞。
实施例六与以上不同之处在于,所述下模2和下模2还可设为正负磁性件相连。
实施例七与以上不同之处在于,所述下模2和上模3内均设置脱料凸起块。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种用于注塑模具的吹气装置、注塑模具及注塑机
- 一种用于注塑的多功能模具