一种电机铁芯及其加工工艺
文献发布时间:2023-06-19 10:14:56
技术领域
本发明电机零部件加工技术领域,特别涉及一种电机铁芯及其加工工艺。
背景技术
电机是指依据电磁感应定律实现电能转换或传递的一种电磁装置,在电路中用字母M(旧标准用D)表示,它的主要作用是产生驱动转矩,作为用电器或各种机械的动力源,发电机在电路中用字母G表示,它的主要作用是利用机械能转化为电能,目前最常用的是,利用热能、水能等推动发电机转子来发电;
而电机铁芯是电机中必不可少的一个零部件,现有的电机铁芯加工工艺加工得的的电机铁芯存在以下缺陷:
(1)、绝缘效果较差;
(2)、无法同时保证电机铁芯的散热性能和刚性;
(3)、电机铁芯中各个顶片之间的连接存在松散的隐患。
发明内容
本发明的主要目的在于提供一种电机铁芯及其加工工艺,可以有效解决电机铁芯绝缘效果较差、无法同时保证电机铁芯的散热性能和刚性以及电机铁芯中各个顶片之间的连接存在松散的隐患的问题。
为实现上述目的,本发明采取的技术方案为:
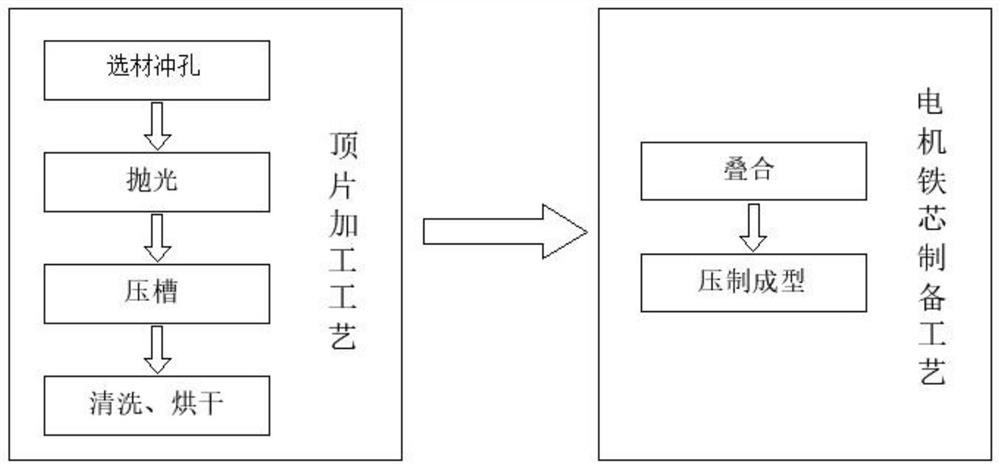
一种电机铁芯及其加工工艺,包括顶片加工工艺和铁芯制备工艺,其中,
所述顶片加工工艺:用于对独立的顶片进行加工,具体加工流程如下:
(a)、选材冲孔:将选好的原材放置于冲孔机上进行冲孔塑形;
(b)、抛光:将冲完孔的工件放置于抛光机上进行抛光;
(c)、压槽:将抛光后的工件放置于压槽机上进行压槽;
(d)、清洗、烘干:将经过抛光的工件放入冲洗机中进行冲洗,使其表面光洁无杂物,然后将清洗后的工件放入烘干机中进行烘干,得到顶片;
所述电机铁芯制备工艺:用于将经过加工的顶片叠合成型在一起制备成电机铁芯,具体加工流程如下:
(S1)、叠合:将若干个工件通过机械手叠合在一起,并使每个工件上的槽、孔位置对应;
(S2)、压制成型:将叠合的工件组放置于整形模具中进行加压整形,形成电机铁芯。
优选的,所述电机铁芯加工工艺还包括:
在所述电机铁芯上插接用于加强各个顶片连接强度的组合部,所述组合部与电机铁芯之间胶合连接,其中胶合用的胶水采用JL-510型耐高温环氧AB胶。
优选的,所述步骤(c)中压槽机压制的凹槽深度为所述顶片厚度的一半,所述凹槽底部延伸出所述顶片底面,延伸厚度为所述顶片厚度的二分之一。
优选的,所述步骤(d)中烘干温度为100℃,烘干时间为15-25min。
优选的,所述电机铁芯加工工艺还包括:
在所述顶片表面涂覆一层绝缘漆。
优选的,本发明还公开了一种电机铁芯,所述电机铁芯由若干个顶片叠合而成,所述顶片外边缘处开设有开口槽,所述顶片内侧设置有安装卡槽,所述顶面表面设置有散热孔、组合槽和叠合槽,其中,所述组合槽内部插接有组合部。
优选的,所述组合部横截面两端采用圆弧形结构,所述组合部的两侧开设有胶合槽,所述组合部上表面开设有注胶孔,所述注胶孔与所述胶合槽连通。
优选的,所述散热孔共设置有若干个,若干个所述散热孔等距分布,所述每个散热孔均采用三个呈圆形阵列分布的扇形通孔组成。
优选的,所述叠合槽共设置有四个,且四个所述叠合槽呈圆形阵列分布。
与现有技术相比,本发明具有如下有益效果:
通过本发明工艺生产得到的电机铁芯中,顶片表面涂覆有绝缘漆,使得整个电机铁芯的绝缘性能更高;
通过本发明工艺生产得到的电机铁芯上的散热孔采用三个呈圆形阵列分布的扇形通孔组成,这样的结构设置可以在保证电机铁芯刚性的情况下极大地增加了其散热性能;
通过该工艺加工得到的电机铁芯中穿插设置有组合部,且组合部的两侧开设有若干个胶合槽,组合部上表面开设有注胶孔,当该电机铁芯在叠合完成时,通过注胶孔向胶合槽内部注入黏合胶时,组合部可以将所有的顶片与组合部黏合在一起,极大地增加了所有的顶片连接强度,从而使得该电机铁芯的组合强度最大化。
附图说明
图1为本发明一种电机铁芯加工工艺制作整体流程框图;
图2为本发明一种电机铁芯中顶片结构示意图;
图3为本发明一种电机铁芯图2中A区放大图;
图4为本发明一种电机铁芯中组合部结构示意图。
附图标记:1、组合槽;2、叠合槽;3、安装卡槽;4、顶片;5、开口槽;6、散热孔;7、组合部;8、注胶孔;9、胶合槽。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
实施例1
如图1所示,本发明公开了一种电机铁芯加工工艺,包括顶片4加工工艺和铁芯制备工艺,其中,
所述顶片4加工工艺:用于对独立的顶片4进行加工,具体加工流程如下:
(a)、选材冲孔:将选好的原材放置于冲孔机上进行冲孔塑形;
(b)、抛光:将冲完孔的工件放置于抛光机上进行抛光;
(c)、压槽:将抛光后的工件放置于压槽机上进行压槽;
(d)、清洗、烘干:将经过抛光的工件放入冲洗机中进行冲洗,使其表面光洁无杂物,然后将清洗后的工件放入烘干机中进行烘干,得到顶片4;
所述电机铁芯制备工艺:用于将经过加工的顶片4叠合成型在一起制备成电机铁芯,具体加工流程如下:
(S1)、叠合:将若干个工件通过机械手叠合在一起,并使每个工件上的槽、孔位置对应;
(S2)、压制成型:将叠合的工件组放置于整形模具中进行加压整形,形成电机铁芯。
所述电机铁芯加工工艺还包括:
在所述电机铁芯上插接用于加强各个顶片4连接强度的组合部7,所述组合部7与电机铁芯之间胶合连接,其中胶合用的胶水采用JL-510型耐高温环氧AB胶。
所述步骤(c)中压槽机压制的凹槽深度为所述顶片4厚度的一半,所述凹槽底部延伸出所述顶片4底面,延伸厚度为所述顶片4厚度的二分之一。
所述步骤(d)中烘干温度为100℃,烘干时间为15-25min。
所述电机铁芯加工工艺还包括:
在所述顶片4表面涂覆一层绝缘漆。
实施例2
如图2-4所示,本发明还公开了一种电机铁芯,所述电机铁芯由若干个顶片4叠合而成,所述顶片4外边缘处开设有开口槽5,所述顶片4内侧设置有安装卡槽3,所述顶面表面设置有散热孔6、组合槽1和叠合槽2,其中,所述组合槽1内部插接有组合部7。
所述组合部7横截面两端采用圆弧形结构,所述组合部7的两侧开设有胶合槽9,所述组合部7上表面开设有注胶孔8,所述注胶孔8与所述胶合槽9连通,胶合槽9共设置有两组,每组胶合槽9均设置有若干个,若干个所述胶合槽9之间相互连通,同一组的胶合槽9均与与之对应的注胶孔8相连通。
所述散热孔6共设置有若干个,若干个所述散热孔6等距分布,所述每个散热孔6均采用三个呈圆形阵列分布的扇形通孔组成。
所述叠合槽2共设置有四个,且四个所述叠合槽2呈圆形阵列分布。
结合实施例1的加工工艺方法加工得到实施例2中的电机铁芯,该铁芯由于顶片4表面涂覆有绝缘漆,使得整个电机铁芯的绝缘性能更高;
通过该工艺加工得到的电机铁芯上的散热孔6采用三个呈圆形阵列分布的扇形通孔组成,这样的结构设置可以在保证电机铁芯强度的情况下极大地增加了其散热性能;
由于通过该工艺加工得到的电机铁芯中穿插设置有组合部7,且组合部7的两侧开设有若干个胶合槽9,组合部7上表面开设有注胶孔8,当该电机铁芯在叠合完成时,通过注胶孔8向胶合槽9内部注入黏合胶时,组合部7可以将所有的顶片4与组合部7黏合在一起,极大地增加了所有的顶片4连接强度,从而使得该电机铁芯的组合强度最大化。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种非晶多槽电机定子铁芯、加工工艺及电机
- 一种电机铁芯及其加工工艺