一种用于型钢轮辐及工程车用轮辐自动冲风孔模具
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及模具技术领域,特别涉及一种用于型钢轮辐及工程车用轮辐自动冲风孔模具。
背景技术
对于汽车轮辐风孔的加工生产,现有技术轮辐生产方式为冲床和普通风孔冲压模具,人工将轮辐安装在冲压模具上,人工转动模具上的棘轮机构,实现轮辐一周风孔的加工,每转动一次,冲一个孔,具有较大的安全隐患,且效率低,加工出来的轮辐风孔相对尺寸偏差在2~5mm(技术要求相对尺寸偏差在3mm以内),次品率高。
发明内容
本发明克服了现有技术中的不足,提供了一种用于型钢轮辐及工程车用轮辐自动冲风孔模具。
为了解决上述技术问题,本发明是通过以下技术方案实现的:
一种用于型钢轮辐及工程车用轮辐自动冲风孔模具,包括下模板,所述下模板上从左至右依次连接有导柱、冲头固定座、马达支撑座,所述导柱的顶端连接上模板,所述导柱与上模板连接处设有导套,所述冲头固定座上方连接有凹模,所述凹模正上方设有冲头,所述冲头安装在冲头固定座上,所述冲头固定座与冲头连接处设有卸料块,所述冲头固定座上设有卸料板挡板,所述冲头固定座顶部与上模板固定连接,所述马达支撑座与下模板连接处设有浮动橡胶,一马达倾斜30~40°连接在马达支撑座上,所述马达输出端设有马达连接套,所述马达连接套连接轴承,一马达固定板与轴承相连,所述马达固定板连接分度盘,所述分度盘连接轮辐,所述轮辐与马达垂直,所述轮辐待加工外缘置于冲头正下方。
作为优选方案,所述轮辐与分度盘之间采用若干螺孔定位销固定。
作为优选方案,所述马达固定板与分度盘之间采用若干分度销固定。
作为优选方案,所述马达连接DC/AC单轴伺服控制器。
与现有技术相比,本发明的有益效果是:本发明结构简单,在轮辐冲风孔加工过程中,通过控制分度盘的转动实现轮辐冲风孔位置的自动定位,提高生产效率,降低孔位相对尺寸偏差。本发明省工省时,降低劳动强度,同时提高产品质量。
附图说明
下面结合附图与具体实施方式对本发明进一步详细描述:
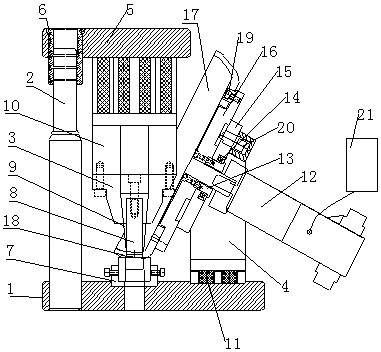
图1是本发明的主视剖视结构示意图;
图2是本发明的轮辐主视连接结构示意图;
图3是本发明的轮辐左视剖视结构示意图;
图中:1下模板,2导柱,3冲头固定座,4马达支撑座,5上模板,6导套,7凹模,8冲头,9卸料快,10卸料板挡板,11浮动橡胶,12马达,13马达连接套,14轴承,15马达固定板,16分度盘,17轮辐,18待加工外缘,19螺孔定位销,20分度销,21DC/AC单轴伺服控制器。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述:
一种用于型钢轮辐及工程车用轮辐自动冲风孔模具,包括下模板1,所述下模板1上从左至右依次连接有导柱2、冲头固定座3、马达支撑座4,所述导柱2的顶端连接上模板5,所述导柱2与上模板5连接处设有导套6,所述冲头固定座3上方连接有凹模7,所述凹模7正上方设有冲头8,所述冲头8安装在冲头固定座3上,所述冲头固定座3与冲头8连接处设有卸料块9,所述冲头固定座3上设有卸料板挡板10,所述冲头固定座3顶部与上模板5固定连接,所述马达支撑座4与下模板1连接处设有浮动橡胶11,一马达12倾斜30~40°连接在马达支撑座4上,所述马达12输出端设有马达连接套13,所述马达连接套13连接轴承14,一马达固定板15与轴承14相连,所述马达固定板15连接分度盘16,所述分度盘16连接轮辐17,所述轮辐17与马达12垂直,所述轮辐17待加工外缘18置于冲头8正下方。
进一步地,所述轮辐17与分度盘16之间采用若干螺孔定位销19固定。
进一步地,所述马达固定板15与分度盘16之间采用若干分度销20固定。
进一步地,所述马达12连接DC/AC单轴伺服控制器21。
工作时,将待加工的轮辐17固定装夹在分度盘16上,轮辐17待加工外缘18置于冲头8正下方,此时轮辐倾斜放置,便于对呈倾斜状的轮辐17待加工外缘18进行加工,马达12驱动分度盘16进行转动,DC/AC单轴伺服控制器21通过对马达的控制以实现分度盘16每次转动设定的度数,实现对轮辐17待加工位置的定位。
本发明未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述,当然,上述具体实施方式并非是对本发明的限制,本发明也并不仅限于上述具体实施方式,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应落入本发明的保护范围。
- 一种用于型钢轮辐及工程车用轮辐自动冲风孔模具
- 一种用于型钢轮辐及工程车用轮辐自动冲风孔模具