一种浇注成型无碳钢包砖制作设备及该设备的制砖方法
文献发布时间:2023-06-19 10:29:05
技术领域
本发明涉及耐火材料相关技术领域,尤其是指一种浇注成型无碳钢包砖制作设备及该设备的制砖方法。
背景技术
钢包,是一种盛钢水的容器,用钢制成,内砌无碳钢包砖,钢水由底部的口流出进行浇铸。钢包为炼钢生产重要设备之一,钢包的工作条件较为苛刻,内衬承受高温钢水的静压力与出钢时的剧烈冲击,经受急剧的机械冲刷、化学侵蚀和温度的急冷急热作用。使钢水包内衬产生熔损,严重时造成钢包穿漏,给安全生产带来隐患。无碳钢包砖是用于尤其是冶金容器的内砌衬砖,用于钢包等容器。
无碳钢包砖是高温烧制炉内比较常用的保温材料,目前市场上常见的无碳钢包砖大多为正规的长方体、立方体结构。在某些场景下钢包需要有一定的弧度或者圆角等曲面造型,就会用到长度不同或者弧形且弧度不同的无碳钢包砖。但是现有的砖模无法实现一套模具就可满足多种形态的无碳钢包砖的制作。
发明内容
本发明是为了克服现有技术中无碳钢包砖模的形状单一不可变的不足,提供了一种根据要求可制作不同形状无碳钢包砖的浇注成型无碳钢包砖制作设备及该设备的制砖方法。
为了实现上述目的,本发明采用以下技术方案:
一种浇注成型无碳钢包砖制作设备,包括砖模、浇注管以及动力转动机构,所述浇注管的端口部伸入砖模内,所述砖模设置有上模架以及与上模架下底面连接的底模板,所述上模架与底模板组成上部开口的盒体,所述上模架设置有固定板、与固定板滑动连接的滑动板,所述滑动板与动力转动机构连接,所述固定板外侧面连接有振动装置。
浇注管外接配料装置,浇注管伸入砖模中,将配好的混合料浇注到砖模内。砖模包括上模架和底模板,上模架和底模板构成上部开口的盒体,上模架包括固定板和滑动板。滑动板与固定板滑动连接,滑动板铰接动力转动机构,动力转动机构可带动滑动板移动,滑动板沿固定板滑动可调整砖的大小,得到不同大小的无碳钢包砖。动力转动机构可带动滑动板转动,改变固定板的形状,使形成的盒体发生变化,得到弧形的无碳钢包砖。动力转动机构转动的角度不同可得到弧度不同的无碳钢包砖。固定板的外侧面连接有振动装置,振动装置撞击固定板,将注入到砖模内的混合料通过振动使混合料组分间隙变小,更加紧实,在烧结后可得到强度更好的无碳钢包砖。
作为优选,所述固定板为弹性材质构成的板件,所述固定板顶面设置有滑槽、底面中部设置有固定块,所述固定块与底模板固接。固定板采用弹形材质制成,通过发生弹性变形来实现砖模的形状、大小的变化;顶面设置的滑槽可使滑动板沿滑槽滑动,来实现对砖模长度大小的改变,得到长度不同的无碳钢包砖;底面设置的固定块可保证固定板底面中部固定在底模板上,确保固定板两端可发生位移,中部固定不动,实现砖模形态的变化,从而得到不同形态的无碳钢包砖。
作为优选,所述滑动板两端部铰接有滑块,所述滑块为圆柱体,所述滑块嵌入滑槽且与滑槽滑动连接,所述滑块顶面设置有限位块,所述限位块下底面与固定板上表面接触。滑动板可通过嵌入滑槽的滑块的滑动,来调整砖模内腔的长度变化,可得到不同长度的无碳钢包砖;滑块与滑动板铰接,可在固定板发生弹性变形时,调整滑动板在固定板之间的角度,满足对砖模形态变化的适应。
作为优选,所述动力转动机构包括转动电机、主动杆以及从动杆,所述主动杆和从动杆为条形杆,所述主动杆端部设置有连接块,所述连接块上表面设置有电机安装孔、下表面设置有导向块以及端面设置有主动齿,所述转动电机转轴嵌入电机安装孔且固接,所述从动杆端部设置有从动齿,所述从动齿的下端面连接有旋转块,所述旋转块上表面设置有转动槽,所述导向块与转动槽套接,所述主动杆与从动杆连接,所述转动电机固接有支架。主动杆与转动电机的连接端固接,转动电机带动主动杆摆动,主动杆与从动杆叠放连接,导向块嵌入转动槽内,主动杆上设置的主动齿与从动杆上设置的从动齿啮合,主动杆摆动可带动从动杆摆动,进而实现带动滑动板摆动,进而带动滑动板摆动,使砖模发生形态的变化,得到形态不同的无碳钢包砖,即摆动角度不同,得到弧度不同的无碳钢包砖。
作为优选,所述主动杆和从动杆的底面分别设置有导向槽,所述导向槽内设置有伸缩机构,所述伸缩机构固接有连杆,所述连杆与滑动板外侧面铰接。导向槽内设置的伸缩机构,可选装气缸或其他具有伸缩功能的伸缩机构,伸缩机构固接连杆带动滑动板滑动,调整砖模内腔的长度变化,得到长度不同的无碳钢包砖。
作为优选,所述底模板设置有贯穿底模板的让位孔和安装孔,所述固定块嵌入安装孔固接,所述让位孔置于固定板的外表面外侧且与安装孔对齐。安装孔提供固定块的安装位置,保证固定板的固定安装;让位孔提供振动装置的安装位置,保证振动功能的可行。
作为优选,所述底模板设置有挡块,所述挡块置于让位孔与固定板之间。挡块的设置可防止砖模内的混合料渗出面积过大,造成污染。
作为优选,所述振动装置包括振动臂和振动电机,所述振动臂成U形,所述振动臂的竖直臂穿过让位孔、水平臂与振动电机固接。振动电机带动振动臂振动,U形振动臂可同时对固定板的两外侧面进行撞击,提高撞击振动效率,使混合料在砖模内变得更紧实,烧制的无碳钢包砖更加坚固。
作为优选,所述振动臂内侧面的顶部设置有振动块,所述振动块为半球形,所述振动块与固定板外壁接触。球形的振动块,可使振动效果更强,提高撞击振动效率,使混合料在砖模内变得更紧实,烧制的无碳钢包砖更加坚固。
一种浇注成型无碳钢包砖制作设备的制砖方法,步骤如下:
1)材料混合,将骨料、结合剂等材料混合,得到混合料;
2)浇注成坯,根据生产要求调整砖模的形状,伸缩机构带动连杆滑动,连杆带动滑动板沿滑槽滑动,调整砖模内腔长度大小,转动电机带动主动杆摆动,带动从动杆摆动,主动杆与从动杆带动滑动板摆动,调整砖模弧度,将混合料通过浇注管浇注到砖模中,振动装置振动,砖模内混合料震实成坯,将混合料通过浇注管浇注到砖模中,振动装置撞击固定板,使其同频振动,砖模内混合料振实,完成砖坯的制作;
3)烘烤成砖,将砖坯进行烘烤,得到无碳钢包砖。
本发明的有益效果是:根据要求可制作不同形状无碳钢包砖;固定板由弹性材质构成,通过弹性变形可改变砖模的形态;滑块沿滑槽滑动可调整砖模内腔的长度大小; 动力转动机构带动滑块摆动可调整砖模弧度大小。
附图说明
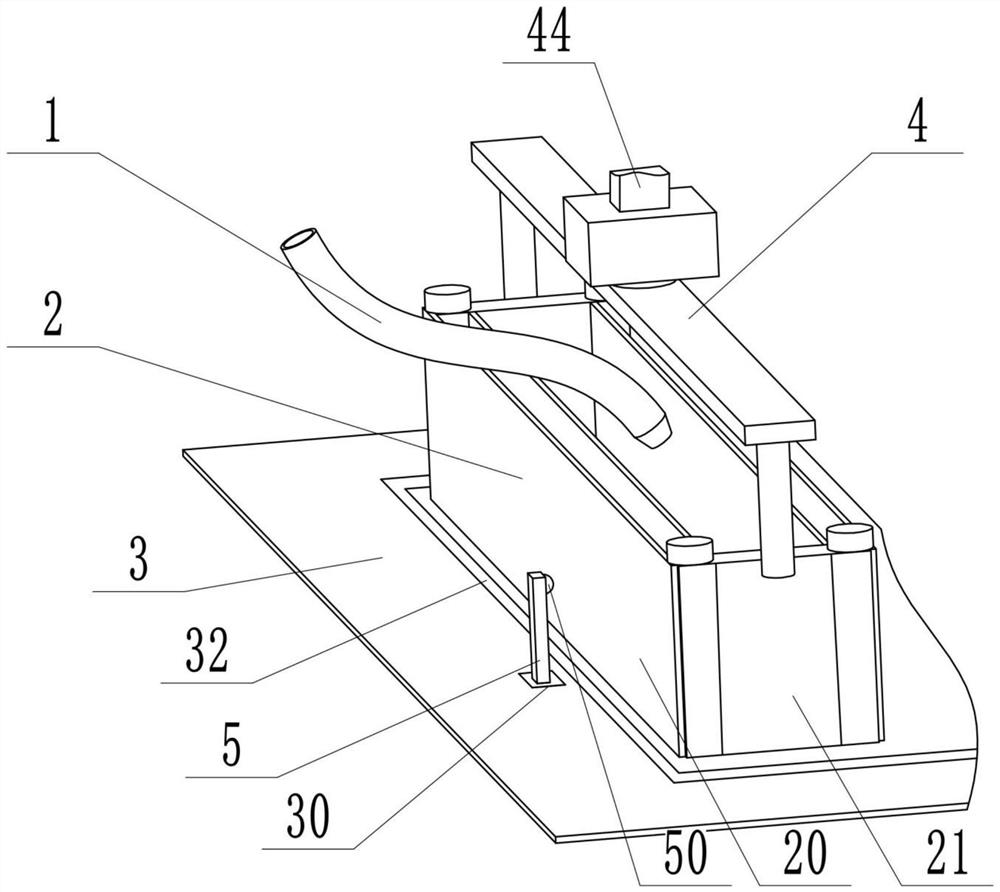
图1是本发明整体立体图;
图2是固定板剖视图;
图3是滑动板剖视图;
图4是动力转动机构剖视图;
图5是底模板示意图;
图6是振动装置剖视图;
图7是制作弧状无碳钢包砖时本发明整体立体图。
附图中,
1.浇注管、2.上模架、3.底模板、4.动力转动机构、5.振动装置、20.固定板、21.滑动板、30.让位孔、31.安装孔、32.挡块、40.转动电机、41.主动杆、42.从动杆、43.连杆、44.支架、45.导向槽、46.伸缩机构、50.振动臂、51.振动电机、200.滑槽、201.固定块、210.滑块、211.限位块、410.连接块、411.主动齿、412.导向块、420.旋转块、421.从动齿、422.转动槽、500.振动块。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步的描述。
实施例1,
如图1所示,一种浇注成型无碳钢包砖制作设备,包括砖模,浇注管1以及动力转动机构4。浇注管1的端口部伸入砖模内。砖模设置有上模架2以及与上模架2下底面连接的底模板3。上模架2与底模板3组成上部开口的盒体。上模架2设置有固定板20,与固定板20滑动连接的滑动板21。滑动板21与动力转动机构4连接。固定板20两外侧面连接有振动装置5。
如图2所示,固定板20为弹性材质构成的板件。固定板20顶面设置有滑槽200,底面中部设置有固定块201。固定块201与底模板3固接。
如图3所示,滑动板21两端部铰接有滑块210。滑块210为圆柱体。滑块210嵌入滑槽200且与滑槽200滑动连接。滑块210顶面设置有限位块211。限位块211下底面与固定板20上表面接触。
如图4所示,动力转动机构4包括转动电机40,主动杆41以及从动杆42。主动杆41和从动杆42为条形杆。主动杆41端部设置有连接块410。连接块410上表面设置有电机安装孔、下表面设置有导向块412以及端面设置有主动齿411。转动电机40转轴嵌入电机安装孔且固接。从动杆42端部设置有从动齿421。从动齿421的下端面连接有旋转块420。旋转块420上表面设置有转动槽422。导向块412与转动槽422套接。主动杆41与从动杆42连接。转动电机40固接有支架44。主动杆41和从动杆42的底面分别设置有导向槽45。导向槽45内设置有伸缩机构46。伸缩机构46固接有连杆43。连杆43与滑动板21外侧面铰接。
如图5所示,底模板3设置有贯穿底模板3的让位孔30和安装孔31。固定块201嵌入安装孔31固接。让位孔30置于固定板20的外表面外侧且与安装孔31对齐。底模板3设置有挡块32。挡块32置于让位孔30与固定板20之间。
如图6所示,振动装置5包括振动臂50和振动电机51。振动臂50成U形。振动臂50的竖直臂穿过让位孔30,水平臂与振动电机51固接。振动臂50内侧面的顶部设置有振动块500。振动块500为半球形。振动块500与固定板20外壁接触。
一种浇注成型无碳钢包砖制作设备的制砖方法,如图1-7所示,步骤如下:
1)材料混合,将骨料,结合剂等材料混合,得到混合料。
2)浇注成坯,根据生产要求调整砖模的形状,伸缩机构46带动连杆43滑动,连杆43带动滑动板21沿滑槽200滑动调整砖模内腔长度的大小,满足要求的无碳钢包砖的长度,转动电机40带动主动杆41摆动,主动齿411与从动齿421啮合,带动从动杆42摆动,主动杆41和从动杆42的摆动带动滑动板21摆动,使砖模调整到要求的弧度,将混合料通过浇注管1浇注到砖模中,振动装置5撞击固定板20,使其同频振动,砖模内混合料振实,完成砖坯的制作。
烘烤成砖,将砖坯进行烘烤,得到无碳钢包砖。
- 一种浇注成型无碳钢包砖制作设备及该设备的制砖方法
- 一种钢包无碳上水口浇注成型前处理系统及工艺