用于制造定子的装置和方法
文献发布时间:2023-06-19 10:38:35
技术领域
本公开涉及用于制造在旋转电机中使用的定子的装置和方法。
背景技术
已知一种用于旋转电机的定子(例如,见日本专利申请公开第JP2018-143066A号)。定子包括环形的定子芯和定子线圈,上述定子芯中形成有多个槽,上述定子线圈由插入在定子芯的槽中的线圈部段(或电导体部段)形成。此外,定子还包括由非磁性材料(例如树脂)形成并分别布置在定子芯的相对轴向侧上的一对箍套支承件(或绝缘构件)。箍套支承件设置成用于填充定子芯的轴向端面与定子线圈的线圈端部之间的间隙,从而抑制线圈端部相对于定子芯的位移。
本领域已知的如上所述的定子具有成对的箍套支承件,上述箍套支承件分别布置在定子芯的相对轴向侧上,增加了定子的轴向尺寸。因此,在使定子的轴向尺寸最小化方面,期望从定子移除箍套支承件。
然而,本申请的发明人通过研究发现,在定子的制造期间,从定子上移除箍套支承件可能会导致以下问题。
即,在制造定子时,DRH(直接电阻加热)可以这样的方式执行:使定子线圈(或线圈部段)通电,从而加热定子线圈和定子线圈周围的其他构件。然而,当对去除了箍套支承件的定子执行DRH时,沿定子芯的轴向方向层叠以形成定子芯的钢板在钢板的在轴向方向上彼此相邻并且在DRH期间被磁化为相同极性的部分之间的排斥力作用下沿轴向方向扩展。
此外,定子还可以包括由能发泡的材料形成并分别插入定子芯的槽中的绝缘体。在这种情况下,当执行DRH以使绝缘体产生泡沫时,如果形成定子芯的钢板在DRH期间沿轴向方向扩展,则形成绝缘体的能发泡的材料可能会侵入钢板之间,从而在钢板之间形成间隙。
此外,定子还可以将浸渍材料(例如,清漆)浸入定子芯的槽中。在这种情况下,当执行DRH以固化(或硬化)浸渍材料时,如果在DRH期间形成定子芯的钢板沿轴向方向扩展,则浸渍材料可能侵入钢板之间,从而在钢板之间形成间隙。
因此,在上述任一情况下,由于钢板之间形成有间隙,在包括定子的旋转电机的运转期间,可能会发生NV(噪声和振动)。
发明内容
本公开是鉴于上述问题而作出的。因此,本公开的一个目的是提供一种用于制造不包括箍套支承件的定子的装置和方法;通过该装置和方法,可以防止在对定子执行DRH时沿定子的定子芯的轴向方向层叠以形成定子芯的钢板沿轴向方向扩展。
根据本公开,提供了一种用于制造旋转电机用的定子的第一装置。该定子包括:环形的定子芯,上述定子芯由沿定子芯的轴向方向层叠的多个钢板形成,上述定子芯具有多个齿和多个槽,每个上述齿沿定子芯的径向方向延伸,并且沿定子芯的周向方向以预定间隔布置,每个上述槽形成在一对周向相邻的齿之间;定子线圈,上述定子线圈由插入定子芯的槽中的多个线圈部段形成;以及多个绝缘体,多个上述绝缘体与上述线圈部段一起插入定子芯的槽中,上述绝缘体由加热时能发泡的材料形成。第一制造装置包括:放置台,在上述放置台上放置具有插入定子芯的槽中的绝缘体和线圈部段的定子芯;支承构件,上述支承构件构造成沿定子芯的轴向方向对定子芯的齿的远端部分进行支承,以防止间隙形成在形成定子芯的钢板之间;以及电阻加热装置,上述电阻加热装置构造成通过定子线圈的通电来加热绝缘体和定子线圈,从而使绝缘体产生泡沫。
通过根据本公开的第一制造装置的构造,在通过电阻加热装置来加热绝缘体期间,可以通过支承构件沿定子芯的轴向方向对定子芯的齿的远端部分进行支承。因此,在通过电阻加热装置来加热绝缘体期间,可以防止形成定子芯的钢板沿定子芯的轴向方向扩展。由此,还可以防止绝缘体的材料侵入钢板之间。其结果是,可以防止包括定子的旋转电机在运转期间发生NV。
根据本公开,还提供了用于制造旋转电机用的定子的第二装置。该定子包括:环形的定子芯,上述定子芯由沿定子芯的轴向方向层叠的多个钢板形成,上述定子芯具有多个齿和多个槽,每个上述齿沿定子芯的径向方向延伸,并且沿定子芯的周向方向以预定间隔布置,每个上述槽形成在一对周向相邻的齿之间;定子线圈,上述定子线圈由插入定子芯的槽中的多个线圈部段形成;以及浸渍材料,上述浸渍材料浸入定子芯的槽中并在槽中固化以将定子线圈固定在槽中。第二制造装置包括:放置台,在上述放置台上放置具有插入定子芯的槽中的线圈部段的定子芯;支承构件,上述支承构件构造成沿定子芯的轴向方向对定子芯的齿的远端部分进行支承,以防止间隙形成在形成定子芯的钢板之间;浸渍装置,上述浸渍装置构造成将浸渍材料以液态浸入定子芯的槽中;以及电阻加热装置,上述电阻加热装置构造成通过定子线圈的通电来加热浸渍材料和定子线圈,从而使槽中的浸渍材料固化。
通过根据本公开的第二制造装置的构造,在通过电阻加热装置来加热浸渍材料期间,可以通过支承构件沿定子芯的轴向方向对定子芯的齿的远端部分进行支承。因此,在通过电阻加热装置来加热浸渍材料期间,可以防止形成定子芯的钢板沿定子芯的轴向方向扩展。因此,还可以防止浸渍材料侵入和固化在钢板之间。其结果是,可以防止包括定子的旋转电机在运转期间发生NV。
根据本公开,还提供了用于制造旋转电机用的定子的第三装置。该定子包括:环形的定子芯,上述定子芯由沿定子芯的轴向方向层叠的多个钢板形成,上述定子芯具有多个齿和多个槽,每个上述齿沿定子芯的径向方向延伸,并且沿定子芯的周向方向以预定间隔布置,每个上述槽形成在一对周向相邻的齿之间;定子线圈,上述定子线圈由插入定子芯的槽中的多个线圈部段形成,上述定子线圈具有多个线圈突出部,多个上述线圈突出部是线圈部段的从定子芯的轴向端面突出到槽的外部的部分,上述定子线圈还具有多个线圈接头,在每个线圈接头处,相应的一对线圈突出部的远端部分接合在一起;以及封装绝缘体,上述封装绝缘体至少具有封装在该封装绝缘体中的定子线圈的线圈接头。第三制造装置包括:金属模具,上述金属模具具有凹槽和支承部,上述凹槽构造成至少供定子线圈的线圈接头插入该凹槽中,上述支承部构造成沿定子芯的轴向方向对定子芯的齿的远端部分进行支承,以防止在形成定子芯的钢板之间形成间隙;树脂供给装置,上述树脂供给装置构造成将用于形成封装绝缘体的液体热固性树脂供给到金属模具的凹槽中;以及电阻加热装置,上述电阻加热装置构造成在至少定子线圈的线圈接头浸入填充在金属模具的凹槽中的液体热固性树脂的情况下,通过对定子线圈通电,来加热液体热固性树脂和定子线圈,从而使液体热固性树脂凝固以形成密封绝缘体。
通过根据本公开的第三制造装置的构造,在通过电阻加热装置来加热液体热固性树脂期间,可以通过金属模具的支承部沿定子芯的轴向方向对定子芯的齿的远端部分进行支承。因此,在通过电阻加热装置来加热液体热固性树脂期间,可以防止形成定子芯的钢板沿定子芯的轴向方向扩展。由此,还可以防止由于钢板沿轴向方向的扩展而使已经在定子芯的槽中发泡并固化的绝缘体从定子芯脱离。其结果是,不会有绝缘体的脱离部分散落在包括定子的旋转电机中。
根据本公开,还提供了一种制造用于旋转电机的定子的第一方法。第一制造方法包括:准备步骤,在该准备步骤中,准备环形的定子芯、用于形成定子线圈的线圈部段和多个绝缘体,上述定子芯由沿上述定子芯的轴向方向层叠的多个钢板形成,上述定子芯具有多个齿和多个槽,每个上述齿沿定子芯的径向方向延伸,并且沿定子芯的周向方向以预定间隔布置,每个上述槽形成在一对周向相邻的齿之间,上述绝缘体由在加热时能发泡的材料形成;绝缘体插入步骤,在该绝缘体插入步骤中,绝缘体分别被插入定子芯的槽中;线圈部段插入步骤,在该线圈部段插入步骤中,线圈部段被插入定子芯的槽中;接合步骤,在该接合步骤中,线圈部段被接合以形成定子线圈;支承步骤,在该支承步骤中,定子芯的齿的远端部分通过支承构件沿定子芯的轴向方向进行支承,以防止在形成定子芯的钢板之间形成间隙;以及电阻加热步骤,在该电阻加热步骤中,定子线圈被通电以加热绝缘体和定子线圈,从而使绝缘体发泡。
通过根据本公开的第一制造方法,可以在通过支承构件沿定子芯的轴向方向对定子芯的齿的远端部分进行支承的情况下加热绝缘体。因此,在电阻加热步骤中,可以防止形成定子芯的钢板沿定子芯的轴向方向扩展。由此,还可以防止绝缘体的材料侵入钢板之间。其结果是,可以防止包括定子的旋转电机在运转期间发生NV。
根据本公开,还提供了制造用于旋转电机的定子的第二方法。第二制造方法包括:准备步骤,在该准备步骤中,准备环形的定子芯、用于形成定子线圈的线圈部段和浸渍材料,上述定子芯由沿上述定子芯的轴向方向层叠的多个钢板形成,上述定子芯具有多个齿和多个槽,每个上述齿沿定子芯的径向方向延伸,并且沿定子芯的周向方向以预定间隔布置,每个上述槽形成在一对周向相邻的齿之间,上述浸渍材料处于液态;线圈部段插入步骤,在该线圈部段插入步骤中,线圈部段被插入定子芯的槽中;接合步骤,在该接合步骤中,线圈部段被接合以形成定子线圈;支承步骤,在该支承步骤中,定子芯的齿的远端部分通过支承构件沿定子芯的轴向方向进行支承,以防止在形成定子芯的钢板之间形成间隙;浸渍步骤,在该浸渍步骤中,将处于液态的浸渍材料浸入定子芯的槽中;以及电阻加热步骤,在该电阻加热步骤中,定子线圈被通电以加热浸渍材料和定子线圈,从而固化槽中的浸渍材料。
通过根据本公开的第二制造方法,可以在定子芯的齿的远端部分通过支承构件沿定子芯的轴向方向进行支承的情况下加热浸渍材料。因此,在电阻加热步骤中,可以防止形成定子芯的钢板沿定子芯的轴向方向扩展。因此,还可以防止浸渍材料侵入和固化在钢板之间。其结果是,可以防止包括定子的旋转电机在运转期间发生NV。
根据本公开,还提供了制造用于旋转电机的定子的第三方法。第三制造方法包括:准备步骤,在该准备步骤中,准备环形的定子芯、用于形成定子线圈的线圈部段和用于形成封装绝缘体的液体热固性树脂,上述定子芯由沿上述定子芯的轴向方向层叠的多个钢板形成,上述定子芯具有多个齿和多个槽,每个上述齿沿定子芯的径向方向延伸,并且沿定子芯的周向方向以预定间隔布置,每个上述槽形成在一对周向相邻的齿之间;线圈部段插入步骤,在该线圈部段插入步骤中,线圈部段被插入定子芯的槽中,使得线圈部段的一部分从定子芯的轴向端面突出到槽的外部;接合步骤,在该接合步骤中,线圈部段被接合以形成定子线圈,上述定子线圈具有多个线圈接头,在每个上述线圈接头处,线圈部段的相应一对突出部的远端部分被接合在一起;树脂供给步骤,在该树脂供给步骤中,用于形成封装绝缘体的液体热固性树脂被供给到形成在金属模具中的凹槽中,上述金属模具还具有形成在该金属模具中的支承部;浸渍步骤,在该浸渍步骤中,至少定子线圈的线圈接头浸入填充在金属模具的凹槽中的液体热固性树脂中,而定子芯的齿的远端部分被放置成通过金属模具的支承部沿定子芯的轴向方向进行支承,以防止在形成定子芯的钢板之间形成间隙;以及电阻加热步骤,在该电阻加热步骤中,定子线圈被通电以加热液体热固性树脂和定子线圈,从而使液体热固性树脂凝固以形成封装绝缘体,上述封装绝缘体中至少封装有定子线圈的线圈接头。
通过根据本公开的第三制造方法,可以在定子芯的齿的远端部分由金属模具的支承部沿定子芯的轴向方向进行支承的情况下加热用于形成封装绝缘体的液体热固性树脂。因此,在电阻加热步骤中,可以防止形成定子芯的钢板沿定子芯的轴向方向扩展。因此,还可以防止在先前的绝缘体加热步骤中已经在定子芯的槽中发泡并固化的绝缘体由于钢板沿轴向方向的扩展而从定子芯脱离。其结果是,不会有绝缘体的脱离部分散落在包括定子的旋转电机中。
附图说明
图1是由根据第一实施方式的制造装置和制造方法制造出的定子的半成品的侧视图。
图2是根据第一实施方式的制造装置和制造方法制造出的定子的半成品的立体图。
图3是根据第一实施方式的制造装置和制造方法制造出的定子的剖视图。
图4是示出根据第一实施方式的制造方法的流程图。
图5是示出根据第一实施方式的制造方法的绝缘体加热步骤的流程图。
图6是示出根据第一实施方式的制造方法的封装绝缘体形成步骤的流程图。
图7是示出在根据第一实施方式的制造方法的径向扩展步骤中,变形以径向扩展之后的线圈突出部的局部剖视图。
图8是示出根据第一实施方式的制造装置的放置台和支承构件的立体图。
图9是示出根据第一实施方式的制造装置的放置台和支承构件的侧视图。
图10是图9中沿X方向的俯视图。
图11是沿图10中的线XI-XI剖切的局部剖视图。
图12是图11中的部分XII的立体图。
图13是图12中的部分XIII的放大视图。
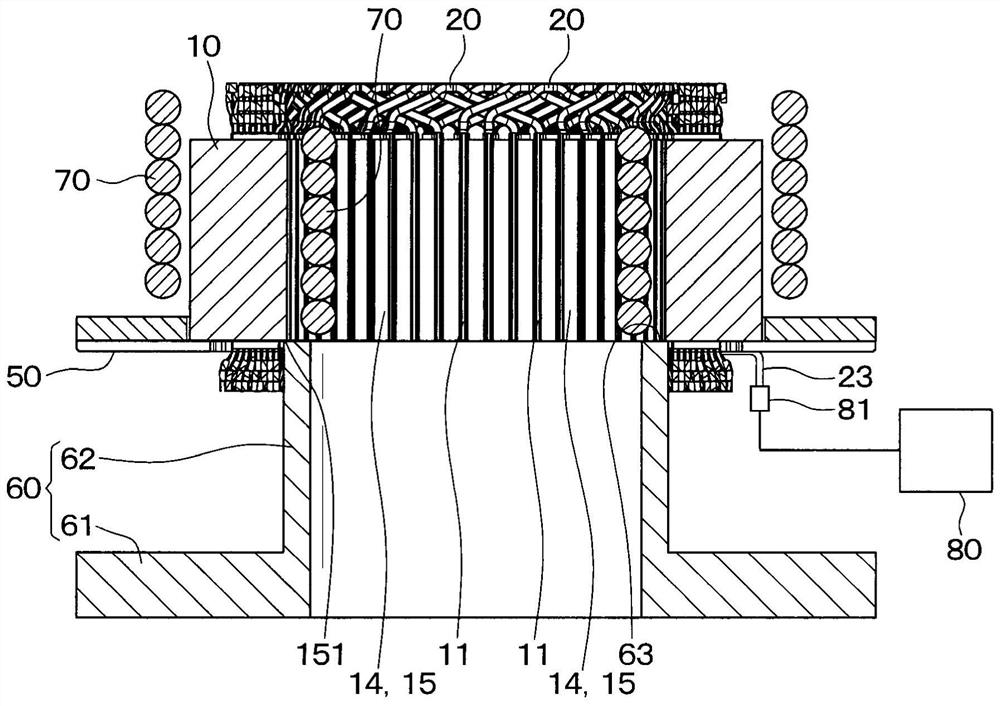
图14是示出根据第一实施方式的制造装置的放置台、支承构件、IH(感应加热)线圈和DRH(直接电阻加热)装置的剖视图。
图15是示出对定子执行DRH时沿定子的定子芯的轴向方向层叠以形成定子芯的钢板沿轴向方向扩展的现象的原因的示意性立体图。
图16是示出对定子执行DRH时钢板沿轴向方向扩展的现象的原因的示意性剖视图。
图17是图15中的部分XVII的放大视图。
图18是示出根据第一实施方式的制造装置的金属模具和树脂供给装置两者的立体图。
图19是示出根据第一实施方式的制造装置的金属模具和另一DRH装置两者的剖视图。
图20是图19中的部分XX的放大视图。
图21是示出在根据第一实施方式的制造方法的封装绝缘体形成步骤中形成的封装绝缘体的部分的剖视图。
图22是示出根据第二实施方式的制造装置的放置台、第一支承构件和第二支承构件的立体图。
图23是示出根据第二实施方式的制造装置的放置台、第一支承构件和第二支承构件的侧视图。
图24是图23中的沿XXIV方向的平面图。
图25是沿图24中的线XXV-XXV剖切的剖视图。
图26是图25中的部分XXVI的放大视图。
图27是示出根据第三实施方式的制造方法的流程图。
图28是示出根据第三实施方式的制造装置的放置台、支承构件、IH线圈、DRH装置和浸渍装置的局部剖视图。
具体实施方式
下面,将参考附图对示例性实施方式进行描述。应当注意,为了明确和理解,尽可能对在整体说明中具有相同功能的相同部件标注相同的附图标记,并且为了避免赘述,不再对相同部件进行重复说明。
[第一实施方式]
由根据第一实施方式的制造装置和制造方法制造出的定子1在旋转电机中使用。旋转电机包括定子1和转子(未示出),上述转子能旋转地布置在定子1的径向内侧。此外,旋转电机可以构造为电动机、发电机或是选择性地用作电动机或发电机的电动发电机。
图1和图2示出定子1的半成品,而图3示出最终获得的(或完成的)定子1。
如图1至图3所示,定子1包括:环形的定子芯10,上述定子芯10中形成有多个槽11;定子线圈,上述定子线圈由插入在定子芯10的槽11中的多个线圈部段(或电导体部段)20形成;以及多个绝缘体30,多个上述绝缘体30与线圈部段20一起被插入槽11中。应当注意的是,图1中仅示出了绝缘体30的、突出到定子芯10的槽11的外部的那些部分。
定子芯10包括:环形背芯13;多个齿14,多个上述齿14中的每一个从背芯13径向向内延伸,并且沿定子芯10的周向方向(即,背芯13的周向方向)以预定间隔布置;以及槽11,每个槽11形成在一对周向相邻的齿14之间。
在本实施方式中,定子芯10由沿定子芯10的轴向方向层叠的多个环形钢板12形成(见图15和图17)。钢板12可以由例如磁钢形成。此外,钢板12的厚度例如为0.25mm。
每个线圈部段20是大致U形的,以具有彼此平行地延伸的成对的笔直部以及在相同一侧将笔直部的端部连接的转弯部。笔直部分别插入定子芯10的两个对应的槽11中,使得笔直部的部分从定子芯10的第一轴向端面(即,图1至图3中的下端面)10a轴向地突出到相应的槽11的外部。即,每个线圈部段20具有从定子芯10的第一轴向端面轴向地突出到相应的槽11的外部的成对的突出部21。突出部21随后沿定子芯10的周向方向弯曲,以便相对于定子芯10的第一轴向端面倾斜地延伸。在下文中,线圈部段20的突出部21被简称为线圈突出部21。所有线圈突出部21共同地构成定子线圈的第一线圈端部。
另外,每个线圈部段20具有从定子芯10的第二轴向端面(即,图1至图3中的上端面)突出到的相应槽11的外部的转弯部。线圈部段20的所有转弯部共同地构成定子线圈的第二线圈端部。
在本实施方式中,通过对包括电导体和绝缘涂层的电线进行切割并且使之塑性变形来获得线圈部段20。电导体由导电材料(例如,铜)形成,并且具有大致矩形的横截面形状。绝缘涂层由电绝缘材料(例如,搪瓷)形成,并且设置成将电导体的外表面覆盖。
此外,将绝缘涂层从线圈突出部21的远端部分移除。线圈突出部21的每对径向相邻的远端部分例如通过焊接而接合,以在它们之间形成接头22(见图19至图21)。因此,所有线圈部段20电连接在一起以形成定子线圈,上述定子线圈是星形连接或三角形连接的三相线圈。另外,在线圈突出部21的远端部分22之间形成的接头在下文中简称为线圈接头22。
如图3所示,在最终获得的定子1中,线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分由封装绝缘体40封装。封装绝缘体40例如由热固性树脂形成。此外,与本领域已知的如上所述的定子(例如,见日本专利申请公开JP2018-143066A号)不同,根据本实施方式的定子1不包括箍套支承件。
接着,将参考图4至图21来描述根据本实施方式的制造装置和制造方法。
图4是示出根据本实施方式的制造方法的概要的流程图。
如图4所示,制造方法包括准备步骤S10、绝缘体插入步骤S20、线圈部段插入步骤S30、径向扩展步骤S40、引线形成步骤S50、弯曲步骤S60、焊接步骤S70、绝缘体加热步骤S80和封装绝缘体形成步骤S90。
首先,在准备步骤S10中,准备定子芯10、用于形成定子线圈的线圈部段20以及绝缘体30。
在绝缘体插入步骤S20中,绝缘体30分别被插入定子芯10的相应的槽11中。因此,绝缘体30分别位于对相应的槽11进行限定的定子芯10的内壁的内侧。此外,在本实施方式中,绝缘体30由例如在加热时发泡和固化的能固化且能发泡的树脂形成。
在线圈部段插入步骤S30中,线圈部段20被插入定子芯10的相应的槽11中。因此,在定子芯10的每个槽11中,在对槽11进行限定的定子芯10的内壁与插入在槽11中的相应的线圈部段20之间,插设有插入到槽11中的相应的绝缘体30。
更具体而言,在该步骤中,对于大致U形的线圈部段20中的每一个,线圈部段20的两个笔直部分别插入到定子芯10的两个相应的槽11中,上述槽11定位成彼此远离一个磁极距。因此,笔直部的部分从定子芯10的第一轴向端面(即,图1至图3中的下端面)轴向地突出到相应的槽11的外部。笔直部的每个突出部构成线圈突出部21中的一个。此外,在定子芯10的每个槽11中,线圈部段20的笔直部布置成彼此径向对齐(见图7)。因此,对于定子芯10的每个槽11,从槽11向外突出的那些线圈突出部21也布置成彼此径向对齐。
在径向扩展步骤S40中,线圈突出部21变形以径向地扩展。因此,如图7所示,在每对径向相邻的线圈突出部21之间,形成有预定间隙。
在引线形成步骤S50中,三相定子线圈的引线23(见图14)形成为预定形状。更具体而言,每个引线23通过使线圈突出部21中的给定一个塑性变形来形成。此外,引线23形成在预定位置,在该预定位置处,上述引线23可以分别连接到电源线(未示出)的端部,通过该电源线将三相AC电力供给到定子线圈。
在弯曲步骤S60中,线圈突出部21沿定子芯10的周向方向弯曲,以便相对于定子芯10的第一轴向端面倾斜地延伸。因此,每个线圈突出部21的远端部分(即,露出部分)定位成与另一个线圈突出部21的远端部分(即,露出部分)径向相邻或是径向抵靠。
在焊接步骤S70中,对线圈突出部21的每对径向相邻或径向抵靠的远端部分(即,露出部分)进行焊接,以在上述远端部分之间形成焊点(即,线圈接头22)。因此,所有线圈部段20被电连接在一起以形成三相定子线圈。
在绝缘体加热步骤S80中,通过IH(感应加热)和DRH(直接电阻加热)两者来对绝缘体30进行加热。如上所述,在本实施方式中,绝缘体30由能固化且能发泡的树脂形成。因此,在该步骤中加热之后,绝缘体30发泡并固化。因此,定子芯10的槽11中的空余空间填充有绝缘体30,从而将线圈部段20固定在槽11中。
下面参考图5和图8至图17更详细地描述绝缘体加热步骤S80。
图5是示出绝缘体加热步骤S80的概要的流程图。如图5所示,绝缘体加热步骤S80包括产品安装步骤S81、IH线圈放置步骤S82、夹紧步骤S83、IH和DRH步骤S84、松开步骤S85、IH线圈移除步骤S86和产品移除步骤S87。
在产品安装步骤S81中,通过执行制造方法的如上所述的步骤S10至S70而获得的定子1的半成品被安装到绝缘体加热装置。
具体而言,如图8至图14所示,构成根据本实施方式的用于制造定子1的制造装置的一部分的绝缘体加热装置包括放置台50、支承构件60、IH线圈70和DRH装置80。
放置台50的形状大致为环形。在产品安装步骤S81中,将定子芯10的径向外部部分放置在放置台50上。更具体而言,如图11和图12所示,定子芯10的径向外部部分的竖直下表面被放置在放置台50上。
支承构件60具有环形的基部61和从该基部61的径向内周部分轴向地延伸的圆柱形部62。如图12和图13所示,支承构件60的圆柱形部62构造成沿定子芯10的轴向方向对定子芯10的齿14的远端部分15(即,本实施方式中径向内端部分)进行支承。在下文中,齿14的远端部分15被简称为齿端部15。更具体而言,支承构件60的圆柱形部62对齿端部15进行支承,其中,圆柱形部62的垂直上端面63与齿端部15的垂直下表面151抵靠。
因此,支承构件60可以沿定子芯10的轴向方向对齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。另外,本实施方式中的产品安装步骤S81对应于“支承步骤”。
在IH线圈放置步骤S82中,如图14所示,IH线圈70被放置在定子芯10的径向外侧和径向内侧。
更具体而言,在该步骤中,IH线圈70从定子芯10的垂直上侧向下移动到该IH线圈70从定子芯10的径向外侧和径向内侧两者均径向地面向定子芯10的位置。此处,IH线圈70设置成通过电磁感应来加热定子芯10,从而将插入定子芯10的槽11中的绝缘体30加热至发泡。
在夹紧步骤S83中,如图14所示,定子线圈的引线23被DRH装置80的相应端子81夹紧。此处,DRH装置80设置成通过定子线圈的通电(或向定子线圈供给电流)来加热定子线圈,从而将与线圈部段20一起插入定子芯10的槽11中的绝缘体30加热至发泡。
在IH和DRH步骤S84中,对定子1的半成品执行IH(感应加热)和DRH(直接电阻加热)。
更具体而言,在该步骤中,通过对IH线圈70通电来执行IH,从而通过电磁感应来加热定子芯10;因此,绝缘体30也被从定子芯10传递的热量加热。同时,通过对定子线圈通电来执行DRH,使得定子线圈由于该定子线圈对电流的电阻而被加热;因此,绝缘体30也被从定子线圈传递的热量加热。
因此,在被IH和DRH两者加热后,绝缘体30发泡以填充定子芯10的槽11中的空余空间,从而将定子线圈(即,线圈部段20)固定在槽11中。
如上所述,在本实施方式中,通过IH和DRH两者来加热绝缘体30,从而减少将绝缘体30的温度升高到该绝缘体30的发泡温度所需的时间,由此提高生产率。然而,应当注意的是,绝缘体30可以替代地仅由IH和DRH中的一个加热。
此外,如前所述,根据本实施方式的定子1不包括箍套支承件。因此,如果在DRH期间齿端部15没有通过支承构件60进行支承,则可能发生形成定子芯10的钢板12沿定子芯10的轴向方向扩展的现象。下面将参考图15至图17描述该现象的原因。
在图15中,插入定子芯10的相应槽11中的线圈部段20上标记的符号“×”表示在DRH期间,电流沿图15中从上侧到下侧的方向流过线圈部段20。此外,在图16中,在线圈部段20上标记的符号“×”表示在DRH期间,电流沿进入纸张平面的方向流过线圈部段20。
沿如上所述的方向激励线圈部段20,将在图16中的箭头H指示的方向上产生磁场。磁场将位于标有“×”符号的线圈部段20的第一周向侧上的齿端部15磁化成N极,同时将位于标有“×”符号的线圈部段20的第二周向侧上的齿端部15磁化成S极。因此,如图17所示,在定子芯10的每个齿端部15处,形成定子芯10的所有钢板12将具有相同的极性,因此将彼此排斥。其结果是,钢板12可以沿定子芯10的轴向方向扩展,以在上述钢板12之间形成间隙。
为了防止上述现象的发生,在本实施方式中,在DRH期间,齿端部15通过支承构件60沿定子芯10的轴向方向进行支承。因此,在DRH期间,防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。其结果是,可以防止绝缘体30的材料(即,能固化且能发泡的树脂)侵入钢板12之间。
在完成IH和DRH步骤S84之后,在松开步骤S85中,从DRH装置80的相应端子81松开定子线圈的引线23。
在IH线圈移除步骤S86中,从定子芯10移除IH线圈70。更具体而言,IH线圈70向上移动,返回其初始位置。
在产品移除步骤S87中,从绝缘体加热装置移除定子1的半成品。
在完成图5所示的所有步骤S81至S87之后,绝缘体加热步骤S80终止。
再次参考图4,在封装绝缘体形成步骤S90中,线圈接头22和线圈突出部21的与该线圈接头22紧邻的那些部分被封装绝缘体40封装。
下面将参考图6和图18至图21更详细地描述封装绝缘体形成步骤S90。
图6是示出封装绝缘体形成步骤S90的概要的流程图。如图6所示,封装绝缘体形成步骤S90包括产品安装步骤S91、金属模具安装步骤S92、树脂注入步骤S93、产品浸入步骤S94、IH线圈放置步骤S95、夹紧步骤S96、IH和DRH步骤S97、松开步骤S98、IH线圈移除步骤S99,金属模具剥离步骤S100、金属模具移除步骤S101和产品移除步骤S102。
在产品安装步骤S91中,通过执行制造方法的如上所述的步骤S10至S80而获得的定子1的半成品被安装到封装绝缘体形成装置。此外,封装绝缘体形成装置还构成根据本实施方式的制造装置的用于制造定子1的部分。
在金属模具安装步骤S92中,金属模具90安装到封装绝缘体形成装置。
如图18所示,金属模具90是大致盘状的。金属模具90具有形成在其垂直表面中的环形凹槽91。凹槽91的形状和尺寸被设定成允许线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分插入凹槽91中。此外,金属模具90的上表面的形状和尺寸被设置成允许将定子芯10放置在上表面上。金属模具90的上表面包括位于凹槽91的径向外侧的第一部分92和位于凹槽91的径向内侧的第二部分93。在下文中,金属模具90的上表面的第一部分和第二部分分别被简称为径向外侧上表面92和径向内侧上表面93。
在树脂注入步骤S93中,将用于形成封装绝缘体40的液体热固性树脂注入金属模具90的凹槽91中。更具体而言,如图18中的箭头R所示,从树脂供给装置95供给的液体热固性树脂被注入金属模具90的凹槽91中。
在产品浸入步骤S94中,将线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分浸入填充在金属模具90的凹槽91中的液体热固性树脂中。
具体而言,在该步骤中,如图19和图20所示,将定子芯10放置在金属模具90的上表面上,以使定子芯10的径向外部部分由金属模具90的径向外侧上表面92支承,并且定子芯10的齿端部15由金属模具90的径向内侧上表面93支承。更具体而言,金属模具90的径向内侧上表面93对定子芯10的齿端部15进行支承,其中齿端部15的垂直下表面151与径向内侧上表面93抵靠。因此,金属模具90的径向内侧上表面93可以从其下侧沿定子芯10的轴向方向对齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。即,金属模具90的径向内侧上表面93用作金属模具90的支承部,以便防止在钢板12之间形成间隙。
在IH线圈放置步骤S95中,如图19和图20所示,IH线圈75被放置在金属模具90的下表面上。此处,IH线圈75设置成通过电磁感应来加热金属模具90,从而加热填充在用于形成封装绝缘体40的金属模具90的凹槽91中的液体热固性树脂,以凝固(或硬化)。
在夹紧步骤S96中,如图19所示,定子线圈的引线23被DRH装置85的相应端子86夹紧。此处,DRH装置85设置成通过定子线圈的通电(或向定子线圈供给电流)来加热定子线圈,从而加热供线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分浸入的液体热固性树脂,以凝固(或硬化)。
在IH和DRH步骤S97中,对定子1的半成品执行IH(感应加热)和DRH(直接电阻加热)。
更具体而言,在该步骤中,通过对IH线圈75通电来执行IH,从而通过电磁感应来加热金属模具90;因此,用于形成封装绝缘体40的液体热固性树脂也由从金属模具90传递的热量加热。同时,通过对定子线圈通电来执行DRH,使得定子线圈由于该定子线圈对电流的电阻而被加热;因此,用于形成封装绝缘体40的液体热固性树脂也由从定子线圈传递的热量加热。
因此,在由IH和DRH两者加热时,液体热固性树脂凝固(或硬化)以形成封装绝缘体40;在封装绝缘体40中,封装有线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分。
如上所述,在本实施方式中,通过IH和DRH两者来加热用于形成封装绝缘体40的液体热固性树脂,从而减少将液体热固性树脂凝固(或硬化)以形成封装绝缘体40所需的时间,由此提高生产率。然而,应当注意的是,液体热固性树脂可以替代地仅由IH和DRH中的一个加热。
此外,如前所述,根据本实施方式的定子1不包括箍套支承件。因此,如果在DRH期间,齿端部15没有由金属模具90的径向内侧上表面93(即,支承部)进行支承,则可能会发生形成定子芯10的钢板12在钢板12的定位成沿轴向方向彼此相邻并且在DRH期间磁化成相同的极性的部分之间的排斥力作用下沿定子芯10的轴向方向扩展的现象。
为了防止上述现象的发生,在本实施方式中,在DRH期间,齿端部15由金属模具90的径向内侧上表面93(即,支承部)沿定子芯10的轴向方向进行支承。因此,在DRH期间,防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。其结果是,可以防止在先前的绝缘体加热步骤S80中已经发泡和固化的绝缘体30由于钢板12沿轴向方向的扩展而从定子芯10脱离。
在完成IH和DRH步骤S97之后,在松开步骤S98中,从DRH装置85的相应端子86松开定子线圈的引线23。
在IH线圈移除步骤S99中,从金属模具90移除IH线圈75。
在金属模具剥离步骤S100中,从封装绝缘体40剥离金属模具90。因此,如图21所示,在定子1中,形成有封装绝缘体40,在该封装绝缘体40中封装有线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分。
在金属模具移除步骤S101中,从封装绝缘体形成装置移除金属模具90。
在产品移除步骤S102中,从封装绝缘体形成装置移除成品定子1。然后,封装绝缘体形成步骤S90终止。
其结果是,在完成所有步骤S10至S90时,最终获得如图3所示的定子1。
根据本实施方式,可以实现以下有益效果。
根据本实施方式的用于制造定子1的装置包括放置台50、支承构件60和DRH装置80。放置台50构造成将具有线圈部段20和插入该线圈部段20的槽11中的绝缘体30的定子芯10放置在该放置台50上。支承构件60构造成沿定子芯10的轴向方向对定子芯10的齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。DRH装置80构造成通过定子线圈的通电来加热绝缘体30和定子线圈,从而使绝缘体30发泡。
利用上述构造,在通过DRH装置80来加热绝缘体30期间,可以通过支承构件60沿定子芯10的轴向方向对齿端部15进行支承。因此,在通过DRH装置80来加热绝缘体30期间,可以防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以防止绝缘体30的材料(即,能固化且能发泡的树脂)侵入钢板12之间。其结果是,可以防止在包括定子1的旋转电机的运转期间发生NV(噪声和振动)。
此外,在本实施方式中,支承构件60构造成从齿端部15的垂直下侧对定子芯10的齿端部15进行支承。
当定子芯10放置成使得定子芯10的轴向方向与垂直方向重合时,定子芯10中的位于垂直下侧的那些钢板12除了受到通过DRH装置80来加热绝缘体30期间产生的磁场的影响之外,在其自重作用下容易变形。然而,在本实施方式中,在通过支承构件60从垂直下侧对定子芯10的齿端部15进行支承的情况下,仍然可以防止形成定子芯10的钢板12在通过DRH装置80来加热绝缘体30期间沿定子芯10的轴向方向扩展。
根据本实施方式的用于制造定子1的装置还包括金属模具90、树脂供给装置95和DRH装置85。金属模具90具有凹槽91和支承部(即,径向内侧上表面)93。凹槽91构造成至少使定子线圈的线圈接头22插入该凹槽91中。支承部93构造成沿定子芯10的轴向方向对定子芯10的齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。树脂供给装置95构造成将用于形成封装绝缘体40的液体热固性树脂供给到金属模具90的凹槽91中。DRH装置85构造成在至少定子线圈的线圈接头22浸入填充在金属模具90的凹槽91中的液体热固性树脂的情况下,通过定子线圈的通电来加热液体热固性树脂和定子线圈,从而凝固液体热固性树脂以形成封装绝缘体40。
利用上述构造,可以在封装绝缘体形成步骤S90中防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以防止在先前的绝缘体加热步骤S80中已经发泡和固化的绝缘体30由于钢板12沿轴向方向的扩展而从定子芯10脱离。其结果是,不会有绝缘体30的脱离部分散落在包括定子1的旋转电机中。
根据本实施方式的定子1的制造方法包括绝缘体加热步骤S80。此外,绝缘体加热步骤S80包括产品安装步骤S81(即,支承步骤)以及IH和DRH步骤S84。在产品安装步骤S81中,定子芯10的齿端部15通过支承构件60沿定子芯10的轴向方向进行支承,以防止形成定子芯10的钢板12之间形成间隙。在IH和DRH步骤S84中,定子线圈被通电以加热绝缘体30和定子线圈,从而使绝缘体30发泡。
利用上述方法,可以在通过支承构件60沿定子芯10的轴向方向对齿端部15进行支承的情况下加热绝缘体30。因此,在IH和DRH步骤S84中,可以防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以防止绝缘体30的材料(即,能固化且能发泡的树脂)侵入钢板12之间。其结果是,可以防止在包括定子1的旋转电机的运转期间发生NV。
根据本实施方式的定子1的制造方法还包括封装绝缘体形成步骤S90。此外,封装绝缘体形成步骤S90包括树脂注入步骤S93(即,树脂供给步骤)、产品浸入步骤S94以及IH和DRH步骤S97。在树脂注入步骤S93中,将从树脂供给装置95供给的液体热固性树脂注入金属模具90的凹槽91中。在产品浸入步骤S94中,至少定子线圈的线圈接头22被浸入填充在金属模具90的凹槽91中的液体热固性树脂中,而定子芯10的齿端部15被放置成通过金属模具90的支承部(即,径向内侧上表面93)沿定子芯10的轴向方向进行支承,以防止形成定子芯10的钢板12之间形成间隙。在IH和DRH步骤S97中,定子线圈被通电以加热液体热固性树脂和定子线圈,从而凝固液体热固性树脂以形成封装绝缘体40。
利用上述方法,可以在由金属模具90的支承部沿定子芯10的轴向方向对齿端部15进行支承的情况下对用于形成封装绝缘体40的液体热固性树脂进行加热。因此,在IH和DRH步骤S97中,可以防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以防止在先前的绝缘体加热步骤S80中已经发泡和固化的绝缘体30由于钢板12沿轴向方向的扩展而从定子芯10脱离。其结果是,不会有绝缘体30的脱离部分散落在包括定子1的旋转电机中。
[第二实施方式]
根据第二实施方式的用于制造定子1的制造装置具有与根据第一实施方式的制造装置类似的构造。因此,下面仅对根据第二实施方式的制造装置与根据第一实施方式的制造装置的区别进行描述。
图22至图26示出绝缘体加热装置的构成根据第二实施方式的制造装置的部分的构造。
如图22至图26所示,在本实施方式中,绝缘体加热装置包括成对的第一支承构件610和第二支承构件620,而不是第一实施方式中的支承构件60。
第一支承构件610具有环形的基部611和从该基部611的径向内周部分轴向地向上延伸的圆柱形部612。如图25和图26所示,第一支承构件610的圆柱形部612构造成从定子芯10的第一轴向侧(即,图25和图26中的下侧)对定子芯10的齿端部15进行支承。更具体而言,第一支承构件610的圆柱形部612对齿端部15进行支承,其中圆柱形部612的垂直上端面613与齿端部15的垂直下表面151抵靠。因此,第一支承构件610可以从定子芯10的第一轴向侧对齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。
另一方面,第二支承构件620具有环形的基部621和从该基部621的径向内周部分轴向地向下延伸的圆柱形部622。如图25和图26所示,第二支承构件620的圆柱形部622构造成从定子芯10的第二轴向侧(即,图25和图26中的上侧)对定子芯10的齿端部15进行支承。更具体而言,第二支承构件620的圆柱形部622对齿端部15进行支承,其中圆柱形部622的垂直下端面623与齿端部15的垂直上表面152抵靠。因此,第二支承构件620可以从定子芯10的第二轴向侧对齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。
此外,如图25和图26所示,在本实施方式中,定子线圈的位于定子芯10的第二轴向侧上的第二线圈端部24的径向内部部分从定子芯10的径向内周面径向向内突出。因此,第二支承构件620的圆柱形部622构造成该圆柱形部622的径向外周面624向上渐缩。即,圆柱形部622的径向外周面624的直径从基部621侧(即,从上侧)沿轴向方向逐渐增大。此外,如图25中的箭头M所示,第二支承构件620的圆柱形部622构造成能够改变其直径。利用上述构造,第二支承构件620的圆柱形部622的垂直下端面623以如下方式与定子芯10的齿端部15的垂直上表面152抵靠。
首先,将第二支承构件620的圆柱形部622设定为圆柱形部622的最大外径小于定子线圈的第二线圈端部24的内径的小直径状态。然后,将小直径状态下的圆柱形部622插入定子线圈的第二线圈端部24的内部。此后,将圆柱形部622切换到圆柱形部622的最大外径略大于定子芯10的内径的大直径状态。因此,圆柱形部622的垂直下端面623与齿端部15的垂直上表面152抵靠。其结果是,第二支承构件620可以从定子芯10的第二轴向侧对齿端部15进行支承。
在齿端部15分别通过第一支承构件610和第二支承构件620从定子芯10的第一轴向侧和第二轴向侧进行支承时,如第一实施方式中所述地执行IH和DRH步骤S84。
根据本实施方式,可以进一步实现以下有益效果。
根据本实施方式的用于制造定子1的装置包括第一支承构件610和第二支承构件620,上述第一支承构件610构造成从定子芯10的第一轴向侧对齿端部15进行支承,上述第二支承构件620构造成从定子芯10的第二轴向侧对齿端部15进行支承。
利用上述构造,在通过DRH装置80来加热绝缘体30期间,可以从定子芯10的两个轴向侧对齿端部15进行支承。因此,在通过DRH装置80来加热绝缘体30期间,可以在定子芯10的整个轴向范围内防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以在定子芯10的整个轴向范围内防止绝缘体30的材料(即,能固化且能发泡的树脂)侵入钢板12之间。其结果是,可以更可靠地防止在包括定子1的旋转电机的运转期间发生NV。
根据本实施方式的定子1的制造方法包括绝缘体加热步骤S80。此外,绝缘体加热步骤S80包括产品安装步骤S81(即,支承步骤)以及IH和DRH步骤S84。在产品安装步骤S81中,定子芯10的齿端部15分别通过第一支承构件610和第二支承构件620从定子芯10的第一轴向侧和第二轴向侧进行支承,以防止形成定子芯10的钢板12之间形成间隙。在IH和DRH步骤S84中,定子线圈被通电以加热绝缘体30和定子线圈,从而使绝缘体30发泡。
利用上述方法,可以在齿端部15分别通过第一支承构件610和第二支承构件620从定子芯10的第一轴向侧和第二轴向侧进行支承的情况下加热绝缘体30。因此,在IH和DRH步骤S84中,可以在定子芯10的整个轴向范围内防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以在定子芯10的整个轴向范围内防止绝缘体30的材料(即,能固化且能发泡的树脂)侵入钢板12之间。其结果是,可以更可靠地防止在包括定子1的旋转电机的运转期间发生NV。
[第三实施方式]
在如上所述的第一实施方式中,绝缘体30由能固化且能发泡的树脂形成。此外,绝缘体30在绝缘体加热步骤S80中被加热以发泡,填充定子芯10的槽11中的空余空间,从而将定子线圈(即,线圈部段20)固定在槽11中。
相反地,在第三实施方式中,绝缘体30由例如绝缘纸形成,而不是由能固化且能发泡的树脂形成。此外,通过将浸渍材料浸入槽11中并加热该浸渍材料以在槽11中固化(或硬化)而将定子线圈(即,线圈部段20)固定在定子芯10的槽11中
图27是示出根据第三实施方式的用于制造定子1的方法的概要的流程图。
如图27所示,根据第三实施方式的制造方法包括准备步骤S110、绝缘体插入步骤S120、线圈部段插入步骤S130、径向扩展步骤S140、引线形成步骤S150、弯曲步骤S160、焊接步骤S170、浸渍和加热步骤S180以及封装绝缘体形成步骤S190。
首先,在准备步骤S110中,准备定子芯10、用于形成定子线圈的线圈部段20以及绝缘体30。
在绝缘体插入步骤S120中,绝缘体30分别被插入定子芯10的相应的槽11中。因此,绝缘体30分别位于限定出相应的槽11的定子芯10的内壁的内侧。如上所述,在第三实施方式中,绝缘体30由例如绝缘纸形成。
应当注意的是,定子1可以替代地构造成不包括绝缘体30;因此,根据第三实施方式的制造方法可以省略绝缘体插入步骤S120。
根据第三实施方式的制造方法的步骤S130至S170分别与根据第一实施方式的制造方法的步骤S30至S70相同。因此,下面将省略步骤S130至S170的描述。
在浸渍和加热步骤S180中,将浸渍材料浸入定子芯10的槽11中,并且通过IH(感应加热)和DRH(直接电阻加热)两者加热以在槽11中固化。此外,浸渍材料可以通过例如清漆来实现。
图28示出了用于执行浸渍和加热步骤S180的浸渍和加热装置的构造。
如图28所示,构成根据第三实施方式的用于制造定子1的装置的一部分的浸渍和加热装置包括放置台50、支承构件60、IH线圈70和DRH装置80和浸渍装置100。
根据第三实施方式的浸渍和加热装置的放置台50、支承构件60、IH线圈70和DRH装置80分别与根据第一实施方式的绝缘体加热装置中的那些构件相同。因此,下面不再重复对放置台50、支承构件60、IH线圈70和DRH装置80的描述。
浸渍装置100构造成将处于液态的浸渍材料浸入定子芯10的槽11中。更具体而言,在本实施方式中,如图28所示,浸渍装置100构造成将浸渍材料从定子芯10的垂直上侧沿定子芯10的轴向方向浸入定子芯10的槽11中。
应当注意的是,浸渍装置100的构造不限于上述。例如,浸渍装置100可以替代地构造成将浸渍材料从定子芯10的径向内侧浸入定子芯10的槽11中。作为另一替代,具有插入该定子芯10的槽11中的线圈部段20的定子芯10可以浸入填充在容器中的液体浸渍材料中。
在将浸渍材料浸入定子芯10的槽11中之后,浸渍材料通过IH和DRH两者加热以在槽11中固化。因此,定子线圈(即,线圈部段20)通过浸渍材料固定在定子芯10的槽11中。
如上所述,在本实施方式中,通过IH和DRH两者来加热浸渍材料,从而减少固化浸渍材料所需的时间,由此提高生产率。然而,应当注意的是,浸渍材料可以替代地仅由IH和DRH中的一个加热。
在本实施方式中,在通过DRH来加热浸渍材料期间,定子芯10的齿端部15通过支承构件60沿定子芯10的轴向方向进行支承。因此,在DRH期间,防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。其结果是,可以防止浸渍材料侵入钢板12之间并固化。
再次参考图27,在封装绝缘体形成步骤S190中,线圈接头22以及线圈突出部21的与该线圈接头22紧邻的那些部分被封装绝缘体40封装。封装绝缘体形成步骤S190与第一实施方式中描述的封装绝缘体形成步骤S90相同。因此,下面将省略封装绝缘体形成步骤S190的详细描述。
根据第三实施方式,可以实现以下有益效果。
根据本实施方式的用于制造定子1的装置包括放置台50、支承构件60、浸渍装置100和DRH装置80。放置台50构造成将具有线圈部段20和插入该线圈部段20的槽11中的绝缘体30的定子芯10放置在该放置台50上。支承构件60构造成沿定子芯10的轴向方向对定子芯10的齿端部15进行支承,以防止在形成定子芯10的钢板12之间形成间隙。浸渍装置100构造成将处于液态的浸渍材料浸入定子芯10的槽11中。DRH装置80构造成通过定子线圈的通电来加热浸渍材料和定子线圈,从而固化槽11中的浸渍材料。
利用上述构造,在通过DRH装置80来加热浸渍材料期间,可以通过支承构件60沿定子芯10的轴向方向对齿端部15进行支承。因此,在通过DRH装置80来加热浸渍材料期间,可以防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以防止浸渍材料侵入和固化在钢板12之间。其结果是,可以防止在包括定子1的旋转电机的运转期间发生NV。
根据本实施方式的定子1的制造方法包括浸渍和加热步骤S180。在浸渍和加热步骤S180中,定子芯10的齿端部15通过支承构件60沿定子芯10的轴向进行支承,以防止形成定子芯10的钢板12之间形成间隙。此外,将处于液态的浸渍材料浸入定子芯10的槽11中。此外,定子线圈被通电以加热浸渍材料和定子线圈,从而固化槽11中的浸渍材料。即,在本实施方式中,浸渍和加热步骤S180包括支承步骤、浸渍步骤和电阻加热步骤。
利用上述方法,可以在通过支承构件60沿定子芯10的轴向方向对齿端部15进行支承的情况下加热浸渍材料。因此,在浸渍和加热步骤S180中,可以防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。因此,还可以防止浸渍材料侵入和固化在钢板12之间。其结果是,可以防止在包括定子1的旋转电机的运转期间发生NV。
虽然已经示出了和描述了上述特定实施方式,但是本领域技术人员将理解,在不脱离本公开的精神的情况下,可以进行各种变形、改变和改进。
例如,在第一实施方式和第三实施方式中,在绝缘体加热步骤S80或浸渍和加热步骤S180中,定子芯10的齿端部15通过支承构件60进行支承。然而,在步骤S20至S70或步骤S120至S170中,齿端部15也可以通过支承构件60进行支承。在这些情况下,优选地,支承构件60从定子芯10的第一轴向侧对齿端部15进行支承,而绝缘体30和线圈部段20从定子芯10的第二轴向侧插入定子芯10的槽11中。因此,在将绝缘体30插入定子芯10的槽11中期间,可以防止形成定子芯10的钢板12在绝缘体30与限定出槽11的定子芯10的内壁之间的摩擦力作用下沿定子芯10的轴向方向扩展。类似地,在将线圈部段20插入定子芯10的槽11中期间,可以防止钢板12在线圈部段20与面向该线圈部段20的绝缘体30的内表面之间的摩擦力作用下沿定子芯10的轴向方向扩展。此外,还可以防止钢板12在其自重作用下垂直向下变形。
在第二实施方式中,在绝缘体加热步骤S80中,定子芯10的齿端部15分别通过第一支承构件610和第二支承构件620从定子芯10的第一轴向侧和第二轴向侧进行支承。类似地,在封装绝缘体形成步骤S90中,第二支承构件620可以用于对齿端部15的垂直上表面152进行支承,而齿端部15的垂直下表面151通过金属模具90的径向内侧上表面93(即,支承部)进行支承。在这种情况下,在通过DRH来加热热固性树脂(即,封装绝缘体30的材料)期间,可以在定子芯10的整个轴向范围内防止形成定子芯10的钢板12沿定子芯10的轴向方向扩展。
在第三实施方式中,在浸渍和加热步骤S180中,定子芯10的齿端部15通过单个支承构件60从定子芯10的第一轴向侧(即,垂直下侧)进行支承。替代地,与第二实施方式相同地,在浸渍和加热步骤S180中,齿端部15可以分别通过第一支承构件610和第二支承构件620从定子芯10的第一轴向侧和第二轴向侧进行支承。
在如上所述的实施方式中,在定子1的制造期间,定子芯10放置成使得定子芯10的轴向方向与垂直方向重合。然而,定子芯10可以替代地放置成使得定子芯10的轴向方向例如垂直于垂直方向(即,与水平方向重合)。在这种情况下,第一实施方式中描述的支承构件60将沿水平方向从定子芯10的一侧对齿端部15进行支承。另一方面,第二实施方式中描述的第一支承构件610和第二支承构件620将分别沿水平方向从定子芯10的相对侧对齿端部15进行支承。
- 用于引导从心室辅助装置的出口开口流出的流体流的定子叶片装置、具有定子叶片装置的心室辅助装置、用于操作定子叶片装置的方法和制造方法
- 旋转电机的定子绕组、旋转电机的定子、旋转电机的定子的制造方法、以及用于旋转电机的定子的制造的夹具