具有简单的形状结构的核燃料组件的支撑格架
文献发布时间:2023-06-19 10:48:02
技术领域
本发明涉及一种核燃料组件的支撑格架,其能够利用设计自由度高的3D打印制造,并且无需进行钣金加工和焊接工序。
背景技术
核反应堆中使用的核燃料由燃料棒制成,燃料棒是将浓缩的铀成型为预定大小的圆筒形烧结体(pellet)后将多个烧结体装入包壳管内而成的。随后,多个如上所述的燃料棒构成核燃料组件,并被装填到核反应堆的堆芯,然后通过核反应燃烧。
通常,核燃料组件包括:沿轴向配置的多个燃料棒、沿该燃料棒的横向配置以支撑燃料棒的多个支撑格架、固定于该支撑格架以形成组件的骨架的多个导管、以及分别支撑导管的上下端的上端固定件和下端固定件。
支撑格架是核燃料组件的重要部件之一,用于限制燃料棒的横向移动并通过摩擦力抑制轴向活动,从而保持燃料棒的排列。这种支撑格架根据核反应堆的类型和设计而在外形与数量方面存在差异,但根据与燃料棒的组装位置,可区分为保护支撑格架、下部支撑格架、上部支撑格架及中间支撑格架。另外,支撑格架具有设置格架单元的相同结构,格架单元由垂直地交叉组装的多个格架板构成,用于插入并定位燃料棒。
特别地,多个中间支撑格架配置于下部支撑格架与上部支撑格架之间占据支撑格架的大部分。因此,多个中间支撑格架形成核燃料组件的骨架以保持核燃料的机械特性,并在起到支撑燃料棒的作用的同时,执行混合初级冷却水使得从铀烧结体生成的热量通过燃料棒(包壳管)而顺利地传递给初级冷却水的功能。另外,中间支撑格架是决定核燃料的抗震性能的重要部分,中间支撑格架的动态冲击强度是计算核燃料的抗震性能所包含的主要参数。
具体而言,支撑格架具有在格架单元内弹性支撑燃料棒的格架弹簧和限制燃料棒的水平运动的浅凹(dimple)。这种格架弹簧和浅凹通过对构成各格架单元的支撑格架板材进行钣金加工而成,通常在四面的格架单元中彼此相对的两个面分别设置格架弹簧与浅凹,因此各格架单元内的燃料棒被两个格架弹簧弹性支撑。
支撑格架的制造过程如下:将经过钣金加工的各内部格架板与各外部格架板组装并固定于另外准备的焊接夹具后,向内部格架板的交叉焊接部、内部格架板和外部格架板的接合部、以及套筒接合部照射激光,从而进行激光焊接以熔融并接合母材。
另一方面,支撑格架设有向冷却水流的下游方向突出设置的混合叶片(mixingvane),该混合叶片具有包围燃料棒周边的形状,并起到通过混合燃料棒周边的冷却水来促进热传递的作用。通常,混合叶片从格架板的上端延伸,并为了改变冷却水的方向及混合冷却水而具有预定的形状,其大小、外形、弯折角度及位置决定冷却水的混合性。
如上所述,现有的支撑格架的制造过程包括钣金加工工序与焊接工序等的一系列的诸多工序。另外,在设计过程中,确保用于抗震性能的动态冲击强度并设计用于混合冷却水的混合叶片等的形状的技术相当复杂。
现有技术的支撑格架的制造工序是稳定化的技术,但如上所述,由于要执行多个制造步骤,因而在支撑格架形状设计方面存在很多限制。尤其现有技术的支撑格架通过对支撑格架板材进行钣金加工来提供格架弹簧与浅凹,因而各格架单元内可设计的格架弹簧与浅凹的形状和个数有限,设计自由度受限。
鉴于此,有报道显示,在堆芯寿命末期(end of life,EOL)的条件下,支撑格架的冲击强度显著下降,因此,考虑未来型核燃料开发及高燃烧、长周期而开发有效燃料区域长度为14英尺(ft)的核燃料时,也必然需要确保在EOL条件下的核燃料抗震性能及机械健全性的技术,现有的支撑格架的制造方法如上所述在形状设计方面存在很多限制,因而在获得EOL条件下的足够稳定且高强度的支撑格架方面存在局限性。
现有技术文献
专利文献
专利文献1:公开专利公报特2003-0038493号(公开日:2003.05.16)
专利文献2:授权专利公报第10-0771830号(公告日:2007.10.30)
发明内容
发明所要解决的问题
本发明的目的是解决上述现有技术的问题,旨在提供一种能够使用3D打印制造的核燃料组件的支撑格架(spacer grid),其能够提高设计自由度、简化制造工序且无需进行钣金加工和焊接工序。
用于解决问题的手段
根据用于实现上述目的的本发明的核燃料组件的支撑格架,其包括具有内侧壁的四角的格架单元,所述格架单元被构成为正方形栅格(square lattice)结构,所述格架单元包括:多个弹簧,其弹性支撑所述燃料棒,并具有在所述内侧壁上沿垂直方向设置的固定端、以及从所述固定端沿水平方向弯折形成的自由端;多个流道,其沿垂直方向设置于所述格架单元;以及多个混合叶片,其形成于所述格架单元的端部并朝向冷却水流的下游方向突出。
优选地,所述流道设置于所述格架单元的交叉处,更优选地,所述弹簧和所述流道的高度与所述格架单元的高度相同。
发明的效果
根据本发明的核燃料组件的支撑格架,包括具有内侧壁的四角的格架单元,该格架单元被构成为正方形栅格结构并包括:多个弹簧,其弹性支撑燃料棒,并具有在内侧壁上沿垂直方向设置的固定端、以及从该固定端沿水平方向弯折形成的自由端;多个流道,其沿垂直方向设置于格架单元;以及多个混合叶片,其形成于格架单元的端部并向冷却水流的下游方向突出,从而具有能够利用设计自由度高的3D打印制造,能够简化结构、提高冲击强度、减少压力下降,并且无需进行钣金加工和焊接工序的效果。
附图说明
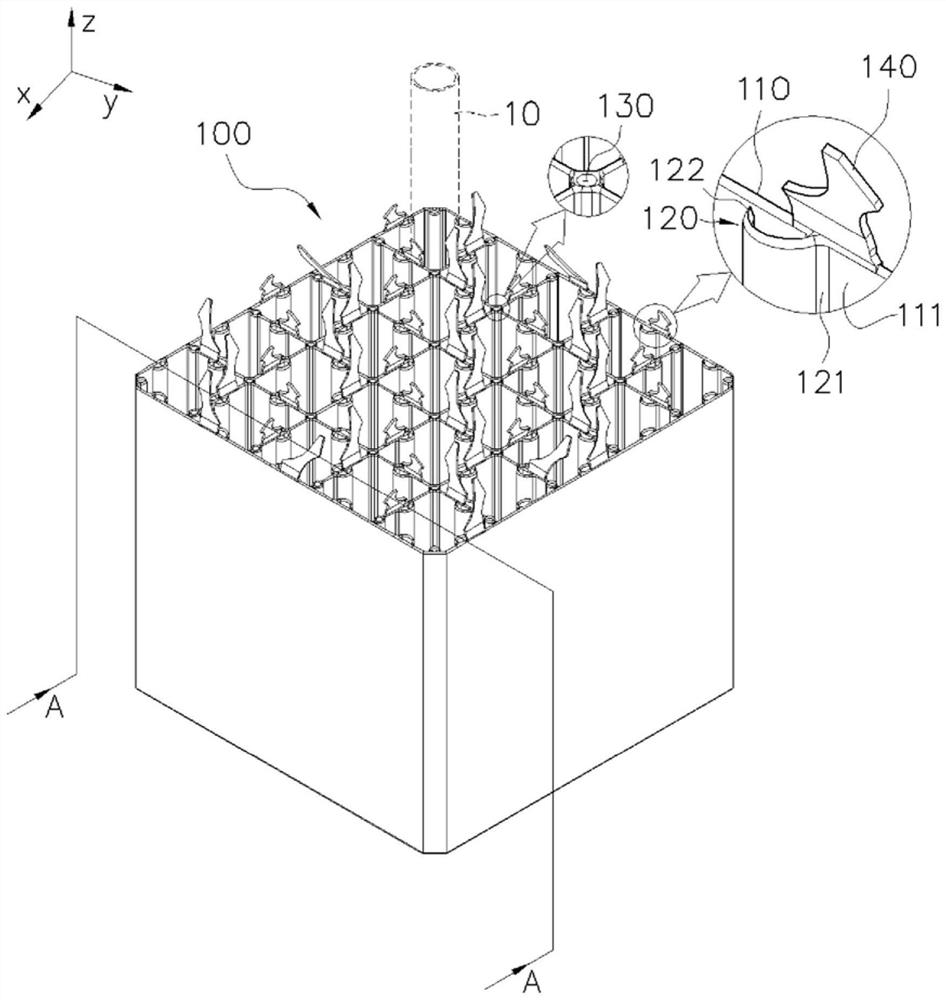
图1是本发明的实施例的用于核燃料组件的支撑格架的立体构成图;
图2是沿图1的A-A线切开的用于核燃料组件的支撑格架的立体构成图;
图3是本发明的实施例的用于核燃料组件的支撑格架的平面构成图;
图4是本发明另一实施例的用于核燃料组件的支撑格架的平面构成图。
具体实施方式
本发明的实施例中公开的特定结构及功能性说明只是为了说明基于本方面的概念的实施例而例示的,基于本发明的概念的实施例可以以多种形态实施。并且,本发明不应解释为限定于本说明书中说明的实施例,而应理解为包括包含于本发明的思想及技术范围的所有变更物、均等物乃至替代物。
另外,本说明书中使用的术语仅用于说明特定的实施例,并不意味着限定本发明。单数型表述在文中无其他明确解释的前提下包括多数型表述。应理解,本说明书中“包括”或“具有”等术语旨在指定存在实施的特征、数字、步骤、动作、构成要素、部件或其组合,而不是预先排除一个或多个其它特征或数字、步骤、动作、构成要素、部件或其组合。
本发明提供一种支撑格架,该支撑格架能够利用金属3D打印制造,并且在制造过程中无需进行钣金加工和焊接工序,从而能够解决现有技术的通过钣金加工和焊接工序制造的支撑格架的形状设计上的限制,并能够缩短制造工序。
一般来说,存在多种金属3D打印设备,例如,德国的CONPCEPTLASER公司的3D打印设备最大可制作尺寸为250×250×280mm
以下,参照附图对本发明的实施例进行具体说明。
图1是本发明的实施例的用于核燃料组件的支撑格架的立体构成图,图2是沿图1的A-A线切开的用于核燃料组件的支撑格架的立体构成图,图3是本发明的实施例的用于核燃料组件的支撑格架的平面构成图。在以下的说明中,垂直方向相当于图中的z轴方向,水平方向表示x-y平面。
参照图1至图3,在本实施例的支撑格架100中,具有内侧壁111的四角的格架单元110被构成为正方形栅格(n×n)结构,并且彼此外接而固定,各格架单元110沿垂直方向(z轴方向)一体地形成有多个弹簧120、多个流道130、以及多个混合叶片140。
优选地,弹簧120和流道130的高度可以与格架单元110的高度(H)相同。
格架单元110为没有缝隙或孔的实心板(solid plate),各格架单元110设置有弯折地突出设置的多个弹簧120。优选地,各弹簧120具有在内侧壁111上沿垂直方向设置的固定端121、以及从该固定端121沿水平方向(x-y平面)弯折形成的自由端122。优选地,弹簧120具有大致半圆筒状的横截面,并具有180°以上的圆弧角θ。
具体地,参照图3,各格架单元110中呈正方形的四个内侧壁111设有沿垂直方向而在水平方向(x-y平面)上弯折形成的四个弹簧120,各弹簧120的到各内侧壁111的高度为最大的点,位于从格架单元110的中心起半径为r的相同的距离上,在该半径由直径“D2”定义的情况下,彼此相对的弹簧120之间的距离即直径D2小于燃料棒10的外径D1(D2 因此,燃料棒10被弹簧120弹性支撑。 根据如上构成的本发明的支撑格架,在正方形的格架单元内等角度(90°)地设置四个弹簧,局部且弹性地支撑燃料棒10,同时能够执行混合冷却水的功能。另一方面,这种在各格架单元内等角度地设置多个弹簧的配置无法凭借现有的钣金或焊接实现,但能够利用设计自由度高的3D打印而容易地制造。 流道130沿垂直方向而一体地形成于格架单元110,优选地,流道130具有中空的圆筒形状,并设置于格架单元110的交叉处。这种流道130沿垂直方向而一体地形成于格架单元110,从而通过增加与冷却水的接触面积来提高热交换效率,特别是配置于格架单元110的交叉处,能够将聚集的应力分散在整体呈正方形结构的支撑格架中,提高了侧面对角线方向(diagonal direction)的冲击特性。 混合叶片140形成于格架单元110的端部并朝向冷却水流的下游方向突出,在本实施例中示出了混合叶片140设置于格架单元110的上端的情况。这种混合叶片140以预定的角度配置于格架单元110的上端,引导横流混合与旋流混合,并且可以在不同的位置配置具有不同形状和角度的多个混合叶片。 图4为本发明的另一实施例的用于核燃料组件的支撑格架的平面构成图,针对与上述实施例相同的构成省略重复说明,主要说明其区别。 参照图4,在本实施例的支撑格架200中,构成各格架单元的四个内侧壁中,彼此成直角配置的两个内侧壁设置有弹簧221,其余两个内侧壁分别设置有与弹簧221相对的浅凹222。 如上述实施例那样,弹簧221具有在内侧壁上沿垂直方向设置的固定端、以及从固定端沿水平方向弯折形成的自由端。另外,浅凹222沿垂直方向设置于内侧壁并沿水平方向弯折形成,具有两端固定于内侧壁的固定端。 在本实施例中,支撑格架的拐角的角部R具有曲面的倒角(chamfer),这种构成能够最小化核燃料组件中邻接配置的支撑格架之间的拐角角部处的干扰,根据现有技术通过钣金加工来制造支撑格架的情况下,难以获得具有这种结构的支撑格架,但能够通过3D打印而容易地实现。 附图标记230与240分别是流道与混合叶片。 以上说明的本发明不限于上述实施例及附图,在不超出本发明的技术思想的范围内可进行多种置换、变形及变更,这对本发明所属技术领域的普通技术人员是显而易见的。 附图标记说明 100:支撑格架 110:格架单元 120:弹簧 130:流道 140:混合叶片
- 具有简单的形状结构的核燃料组件的支撑格架
- 用于核燃料组件定位格架的燃料棒支撑插入件、定位格架和核燃料组件