制芯工序及制芯单元
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及砂芯制作技术领域,尤其是涉及一种制芯工序及制芯单元。
背景技术
砂芯是铸造生产中用于制造铸件的过渡产物,由铸造砂和辅材粘结固化成形为砂芯,相关技术中制作砂芯的工序为,储砂斗中的原砂进入到称量斗中进行称重,称量斗内的原砂达到要求后,从称量斗进入混砂筒,再向混砂筒中加入粘结剂,混砂筒将原砂和粘结剂进行混合,制成的混合芯砂进入过渡储砂斗备用,当制芯单元砂筒内的混合芯砂低于设定值时,过渡储砂斗自动向制芯单元砂筒内放一定量的料,当制芯单元砂筒的芯砂料位达到设定值上限则停止加料。
过渡储砂斗中一次存放很多混合芯砂,需要多次向制芯单元砂筒内投放后才可用完,从而使过渡储砂斗中的混合芯砂待用时间很长,会造成芯砂粘结剂的部分固化(特别是在夏天室温高的情况下),降低了混合芯砂的流动性,进而影响后面制芯单元制芯的质量。首先为延长混合芯砂在过渡储砂斗的耐用时间需要对过渡砂斗进行复杂的冷却及密封设计,会增加设备的制造投入,另外,一旦过渡储砂斗中的混合芯砂存储时间过长影响制芯质量,需将失效的混合芯砂全部清理倒掉,重新制备混合芯砂,从而造成混合芯砂的浪费和人工资源的浪费。
发明内容
本发明第一方面的目的在于提供一种制芯工序,以缓解相关技术中的制芯工序易造成芯砂质量差的技术问题。
本发明提供的制芯工序包括:
根据所制砂芯信息,计算一次需混合芯砂的重量;
对原砂和粘结剂进行混合以制备混合芯砂;
将所述混合芯砂直接加入制芯单元中。
进一步地,所述计算一次需混合芯砂的重量包括:
根据制作一模砂芯的时间和所述混合芯砂可存放的时间计算混合后可制作的砂芯模数;
根据可制作的砂芯模数和单模砂芯的重量计算出所述混合芯砂的重量。
进一步地,所述对原砂和粘结剂进行混合包括:
根据砂芯的重量和工艺配方对混砂参数进行设定,所述混砂参数包括原砂加入量、粘结剂加入量、辅料加入量和混砂时间。
进一步地,所述根据砂芯的重量和工艺配方对混砂参数进行设定包括:σ=gs/Gs,其中,σ为可调参数,gs为粘结剂的重量,Gs为芯砂的重量。
进一步地,所述根据砂芯的重量和工艺配方对混砂参数进行设定包括:GH≤K*Gh,其中GH为混合芯砂的重量;K为系数,Gh为每模需芯砂的重量。
进一步地,所述对原砂和粘结剂进行混合包括:一种及以上的粘结剂与原砂进行混合制成混合芯砂。
进一步地,所述对原砂和粘结剂进行混合包括:先使原砂与第一种粘结剂或辅料混合制成单组分料备用,当制芯需要用混合芯砂时,向单组分料中加入第二粘结剂。
本发明提供的制芯工序包括:根据所制砂芯信息,计算一次需混合芯砂的重量;对原砂和粘结剂进行混合以制备混合芯砂;将混合芯砂直接加入制芯单元中。本发明提供的制芯工序在制作砂芯的过程中,每次混合一次制芯需要的混合芯砂,并将混合芯砂直接加入制芯机构中,实现“现混现用”,无原砂混制后的等待时间,避免混合芯砂长时间暴露造成流动性差,影响制芯质量。
本发明第二方面提供一种制芯单元,以缓解相关技术中的制芯工序易造成芯砂质量差的技术问题。
本发明提供的制芯单元包括:控制系统,以及分别与所述控制系统信号连接的称量机构、混砂机构和制芯机构,所述称量机构、所述混砂机构和所述制芯机构依次连通。
进一步地,所述称量机构包括称量斗和称重传感器,所述称重传感器设于所述称量斗,并与所述控制系统信号连接;
所述混砂机构包括混砂筒,以及均用于加入粘结剂的第一加料口和第二加料口,所述第一加料口和所述第二加料口均设于所述混砂筒,或者,所述第一加料口设于所述称量斗,所述第二加料口设于所述混砂筒。
本发明提供的制芯单元在制芯过程中,控制系统根据每一轮生产的工况情况,控制称量机构对原料进行称量,称量后的原料加入混砂机构,混砂机构将混合形成的混合芯砂加入制芯机构,制芯机构进行砂芯的制作。
与相关技术中对于混合后的混合芯砂进行存储的制芯单元相比,本发明提供的制芯单元省去了过渡储砂斗,称量机构每次称量一次或多次制芯需要的原砂,并将称量后的原砂加入到混砂机构中进行混合制成混合芯砂,混合芯砂被加入制芯机构在最短的时间内(原砂有效使用时间内)用完,避免混合芯砂长时间暴露造成流动性差,影响制芯质量;此外,因省去了过渡储砂斗,节省了检测开关及结构,并且制芯单元整体高度降低,减小占用的空间。
附图说明
为了更清楚地说明本发明具体实施方式或相关技术中的技术方案,下面将对具体实施方式或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
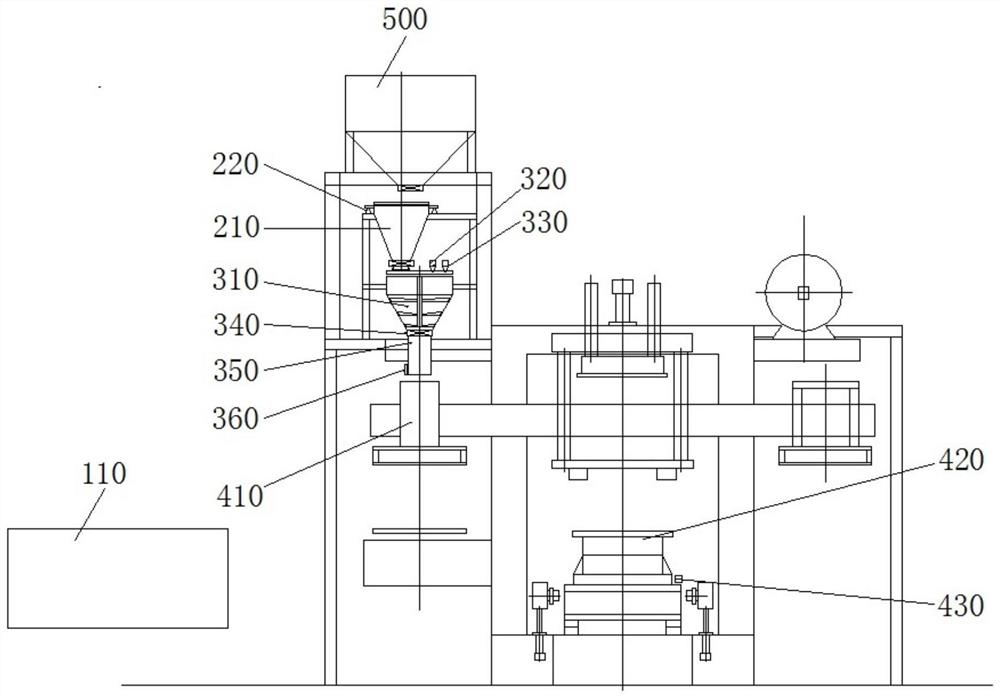
图1为本发明实施例提供的制芯单元的结构示意图;
图2为本发明实施例提供的制芯单元的混砂机构的结构示意图一;
图3为本发明实施例提供的制芯单元的混砂机构的结构示意图二。
图标:110-PLC控制器;210-称量斗;220-称重传感器;310-混砂筒;320-第一加料口;330-第二加料口;340-放砂阀门;350-下砂通道;360-测砂料位传感器;410-制芯单元砂筒;420-制芯芯盒;430-数据读取装置;500-储砂斗。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本发明实施例提供的制芯工序包括:根据所制砂芯信息,计算一次需混合芯砂的重量;对原砂和粘结剂进行混合以制备混合芯砂;将制芯单元砂筒410内的加料料位高度进行计算和标定;将混合芯砂直接加入制芯机构中。
进一步地,计算一次需混合芯砂的重量包括:根据制作一模砂芯的时间和混合芯砂可存放的时间计算混合后可制作的砂芯模数;根据可制作的砂芯模数和单模砂芯的重量计算出混合芯砂的重量。
为保证混合后芯砂的精度,称量斗210每次称原砂的量可根据需制造的砂芯的重量设置,保证混合芯砂在使用时间内具有满足要求的流动性。
例如,在制作5KG的砂芯时,可混合15KG的芯砂,混合芯砂可使用3次,在制作2KG的砂芯时,因小型砂芯的制作周期短,可混合10KG芯砂,混合芯砂可使用5次。
进一步地,对原砂和粘结剂进行混合包括:根据砂芯的重量和工艺配方对混砂参数进行设定,混砂参数包括原砂加入量、粘结剂加入量、辅料加入量和混砂时间。
进一步地,根据砂芯的重量和工艺配方对混砂参数进行设定包括:σ=gs/Gs,其中,σ为可调参数,gs为粘结剂的重量,Gs为芯砂的重量。通过该限制使得制成的混合芯砂更加适合制作砂芯,从而使制作出的砂芯的质量更加统一。
进一步地,根据砂芯的重量和工艺配方对混砂参数进行设定包括:GH≤K*Gh,其中GH为混合芯砂的重量;K为系数,Gh为每模需芯砂的重量。通过限制每次制备的混合芯砂的量,实现“现混现用”,无需砂混制后的等待时间。
一些实施方式中,对原砂和粘结剂进行混合包括:两个组分的粘结剂同时添加至混砂筒310进行混砂,一次性制备出用于制作砂芯的混合芯砂,该方法需要每批次在混砂筒310混的量为制芯需求量,可保证现混现用。
另一些实施方式中,对原砂和粘结剂进行混合包括:称量斗210完成称量后,在称量斗210中先使原砂与第一种粘结剂或辅料混合制成单组分料备用,当制芯需要用混合芯砂时,根据需要的混合砂芯的量,将称量斗210中的单组分料定量地加入混砂筒310,并向混砂筒310中加入第二粘结剂。
混合芯砂会慢慢固化的原因在于其中的两组分粘结剂逐步化学反应后固化,所以,混好后的芯砂需尽快使用;当原砂放入一种粘结剂(或添加剂)先进行混合后,其一种粘结剂混合物短时间内不会固化,具有更长的耐用时间。
本发明提供的制芯工序通过PLC(可编程逻辑控制器,英文全称:ProgrammableLogic Controller)控制器进行控制实现,具体的工作过程如下:
数据读取装置430自动读取制芯芯盒420的参数,获取砂芯的重量,相关工艺配方数据,传递给PLC控制器110;PLC控制器110根据砂芯重量及工艺配方按照设定的计算方法,一方面对混砂单元相关混砂参数(含原砂加入量、粘结剂加入量、辅料加入量、混砂时间等)进行设定;另一方面,对制芯单元砂筒410内相关加料料位高度进行计算及标定,通过测砂料位传感器360进行检测;
根据需制作的单模砂芯的重量、混合后原砂可存放的时间计算出一次混合后可制作的砂芯模数,根据可制作的砂芯模数计算出一次混合芯砂的重量。
称量斗210根据PLC控制器110的输出值称量原砂,并将称量后的原砂加入到混砂筒310中,粘结剂也是根据PLC控制器110按照实际原砂加入量及工艺配比值计算出的添加值加入混砂筒310;混砂筒310将原砂与粘结剂混合;
当制芯单元砂筒410移至下砂工位后,测砂料位传感器360检测制砂筒内的原砂料位在“可放砂”料位,混砂筒310上的放砂阀门340打开,将混合的原砂全部加入制芯单元砂筒410中,同时,测砂料位传感器360检测最后的混合芯砂位置传给PLC控制器110,由其进行计算得出下一次的混砂量并进行混砂制备;
整个砂芯混制过程中,可根据每一轮的生产工况情况,由PLC控制器110计算出下一轮将需要用的原砂混制量,实现“现混现用”,无需砂混制后的等待时间,避免混合芯砂长时间暴露造成流动性差,影响制芯质量。
本发明实施例第二方面提供一种制芯单元,以缓解相关技术中的制芯工序易造成芯砂质量差的技术问题。
本发明实施例提供的制芯单元包括:控制系统,以及分别与控制系统信号连接的称量机构、混砂机构和制芯机构,称量机构、混砂机构和制芯机构依次连通。
进一步地,称量机构包括称量斗210和称重传感器220,称重传感器220设于称量斗210,并与控制系统信号连接;
混砂机构包括混砂筒310,以及均用于加入粘结剂的第一加料口320和第二加料口330,第一加料口320和第二加料口330均设于混砂筒310,或者,第一加料口320设于称量斗210,第二加料口330设于混砂筒310。
如图1所示,称量机构、混砂机构和制芯机构由上至下依次设置,并相互连通。控制系统包括PLC(可编程逻辑控制器,英文全称:Programmable Logic Controller)控制器,具体地,PLC控制器110分别与称量机构、混砂机构和制芯机构信号连接,PLC控制器110根据每一轮生产的工况情况,控制称量机构对原料进行称量,称量后的原料加入混砂机构,混砂机构将混合形成的混合芯砂加入制芯机构,制芯机构进行砂芯的制作。
进一步地,称量机构包括称量斗210和称重传感器220,称重传感器220设于称量斗210,并与控制系统信号连接。
如图1所示,称量斗210呈漏斗状,并沿竖直方向设置,称重传感器220和称量斗210均安装于支撑架上,称量斗210的上端的两侧设有测量板,称重传感器220的数量为两个,两个称重传感器220设于称量斗210的两侧,并均与对应的测量板抵接。称量原砂的过程中,向称量斗210内加入原砂,称重传感器220实时检测称量斗210内原砂的重量,并将检测的重量传送至PLC控制器110,当原砂的重量达到要求的重量时,PLC控制器110控制停止向称量斗210中加原砂,并使称量斗210内称量好的原砂加入混砂机构。
进一步地,称量斗210的出料口设有第一放料阀门,第一放料阀门与控制系统信号连接。
具体地,称量斗210的下端为其出料口,称量斗210的出料口与混砂机构的进料口连通,第一放料阀门设于出料口,用于控制出料口的开启或关闭。当原砂的重量达到要求的重量时,PLC控制器110控制停止向称量斗210中加原砂,需要混合芯砂时,PLC控制器110控制第一放料阀门开启,称量斗210内的原砂进入混砂机构,实现向混砂机构内自动加入原砂。
一些实施方式中,如图2所示,混砂机构包括混砂筒310,以及均用于加入粘结剂的第一加料口320和第二加料口330,第一加料口320和第二加料口330均设于混砂筒310。
混砂筒310设于称量斗210的下方,并且混砂筒310的进料口与称量斗210的出料口相对设置,第一加料口320和第二加料口330均设于混砂筒310的进料口处,第一加料口320和第二加料口330分别用于向混砂筒310内加入不同组分粘结剂。
混合芯砂时,第一加料口320和第二加料口330同时向混砂筒310中加入第一粘结剂和第二粘结剂,并与原砂进行混合,每批次在混砂筒310制备的混合芯砂的量为制芯需求量,可保证现混现用。
另一些实施方式中,如图3所示,称量机构包括称量斗210和称重传感器220,称重传感器220设于称量斗210,并与控制系统信号连接;
混砂机构包括混砂筒310,以及均用于加入粘结剂的第一加料口320和第二加料口330,第一加料口320设于称量斗210,第二加料口330设于混砂筒310。
混合芯砂时,通过第一加料口320向称量斗210中加入第一粘结剂,可混制较多的单组分料备用,当制芯需要混合芯砂时,将单组分料从称量斗210加入到混砂筒310中,并通过第二加料口330向混砂筒310中加入第二粘结剂,进行终混后制成混合芯砂。
混合芯砂会慢慢固化的原因主要就是混合芯砂中的两组分粘结剂逐步化学反应后固化,所以制备的混合芯砂需尽快使用;当原砂放入一种粘结剂(或添加剂)先进行混合后,其一种粘结剂混合物不会过快的固化,具有更长的耐用时间。
进一步地,混砂筒310的出料口设有放砂阀门340和下砂通道350,放砂阀门340与控制系统信号连接,用于控制混砂筒310与下砂通道350之间连通或断开。
如图1所示,下砂通道350连接于混砂筒310出料口处,并沿竖直方向设置,放砂阀门340安装于混砂筒310的出料口,并与PLC控制器110信号连接。需向制芯机构中加入混合芯砂时,PLC控制器110控制放砂阀门340打开,混砂筒310中的混合芯砂通过下砂通道350进入制芯机构中,从而自动向制芯机构中加入混合芯砂。
进一步地,下砂通道350的下端设有与控制系统信号连接的测砂料位传感器360,测砂料位传感器360用于检测制芯机构内的料位。
具体地,测砂料位传感器360安装于下砂通道350的下端,并与PLC控制器110信号连接,测砂料位传感器360的检测端与制芯机构相对设置,用于检测制芯机构中的料位。当测砂料位传感器360检测到制芯机构的原砂料位在“可放砂”料位时,混砂筒310上的放砂阀门340打开,将混砂筒310中的混合芯砂加入制芯机构中,同时,测砂料位传感器360检测最后的混合芯砂位置传给PLC控制器110,由其进行计算得出下一次的混砂量并进行混砂制备。
进一步地,制芯机构包括制芯单元砂筒410、制芯芯盒420和数据读取装置430,制芯单元砂筒410位于下砂通道350的下方,并用于将混合芯砂输送至制芯芯盒420,数据读取装置430设于制芯芯盒420。
如图1所示,制芯单元砂筒410设于混砂筒310的下方,并且制芯单元砂筒410的进料口与下砂通道350相对设置,制芯单元砂通过用于将混合芯砂输送至制芯芯盒420,数据读取装置430用于读取相关数据,并传送至PLC控制器110。
进一步地,制芯单元还包括储砂斗500,储砂斗500设于称量机构的上方。
如图1所示,储砂斗500设于称量斗210的上方,储砂斗500的出料口与称量斗210的进料口相对设置,储砂斗500的出料口设有第二放料阀门,第二放料阀门与PLC控制器110信号连接。
需向称量斗210中加入原砂时,PLC控制器110控制第二放料阀门打开,储砂斗500中的原砂加入称量斗210中,同时称重传感器220对称量斗210中原砂的重量进行称量,当称量斗210中的原砂达到要求量时,PLC控制器110控制第二放料阀门关闭,停止向称量斗210中加原砂,实现自动向称量斗210中加原砂。
与相关技术中对于混合后的混合芯砂进行存储的制芯单元相比,本发明实施例提供的制芯单元省去了过渡储砂斗500,称量机构每次称量一次或多次制芯需要的原砂,并将称量后的原砂加入到混砂机构中进行混合制成混合芯砂,混合芯砂被加入制芯机构在最短的时间内(原砂有效使用时间内)用完,避免混合芯砂长时间暴露造成流动性差,影响了制芯质量;此外,因省去了过渡储砂斗500,节省了检测开关及结构,并且制芯单元整体高度降低,减小占用的空间。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 制芯工序及制芯单元
- 一种新型双工位水平分型制芯设备自动生产化单元