一种新型的套管头侧出孔通用型快换加工装置
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种加工装置,具体为一种新型的套管头侧出孔通用型快换加工装置。
背景技术
套管头是用于钻井过程中对井口压力进行控制的重要设备,套管头作为石油领域标准件应用比较广泛,需求量极大。
套管头在加工过程中由于规格众多,导致定位尺寸大小不一,加工效率低下,每种类型都设计对应工装,工装成本投入相对于利润而言占比太高,加工工况不稳定,回转方向没有定位容易动件造成报废,每件需重新找正,占用机床加工时间,由于以上的原因,套管头在传统加工工艺不具备快速换型与生产的能力。因此我们对此做出改进,提出一种新型的套管头侧出孔通用型快换加工装置。
发明内容
为了解决上述技术问题,本发明提供了如下的技术方案:
本发明一种新型的套管头侧出孔通用型快换加工装置,包括底板组件和套管头本体,所述底板组件由通用底板、定位销、定位盘、定位螺栓、第一安装螺栓、第二安装螺栓、连接螺栓和基准缺口组成,所述套管头本体设置在通用底板上,所述通用底板、定位销、定位盘、定位螺栓、第一安装螺栓、第二安装螺栓和连接螺栓均采用高硬度钢制作而成,所述通用底板上设置有多个环形的定位销孔。
作为本发明的一种优选技术方案,所述定位螺栓的外表面与定位销和通用底板的内壁螺纹连接,所述定位销通过定位螺栓安装在通用底板上且定位销的外表面与套管头本体上的法兰孔穿插连接。
作为本发明的一种优选技术方案,所述定位盘通过连接螺栓安装在通用底板顶端的中部,所述定位盘的顶端延伸至套管头本体的内部。
作为本发明的一种优选技术方案,所述第二安装螺栓和第一安装螺栓均与通用底板的内壁穿插连接,所述基准缺口开设在通用底板顶部的一侧。
本发明的有益效果是:
1、该种新型的套管头侧出孔通用型快换加工装置,针对不同类型产品能快速换线、无需重复校正节省加工时间,对双工位工作台能在机外装夹提高机床利用率;
2、该种新型的套管头侧出孔通用型快换加工装置,在结构设计上属于模块化加工方式,通过更换不同规格定位盘与定位销就能实现快速换型加工,提高生产效率;
3、该种新型的套管头侧出孔通用型快换加工装置,在通用底板上设置有多个环形的定位销,使得不需每种类型都投入一块通用底板,大大提高了该装置的通用性,降低了工装制造成本;
4、该种新型的套管头侧出孔通用型快换加工装置,由定位盘与定位销相互配合形成双向定位,无需校正,大大提高了产品的加工精度及加工稳定性,提高了产品质量、加工效率;
5、该种新型的套管头侧出孔通用型快换加工装置,通用底板、定位销、定位盘、定位螺栓、第一安装螺栓、第二安装螺栓和连接螺栓均采用高硬度钢制作而成,耐磨损,减少组件损耗。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
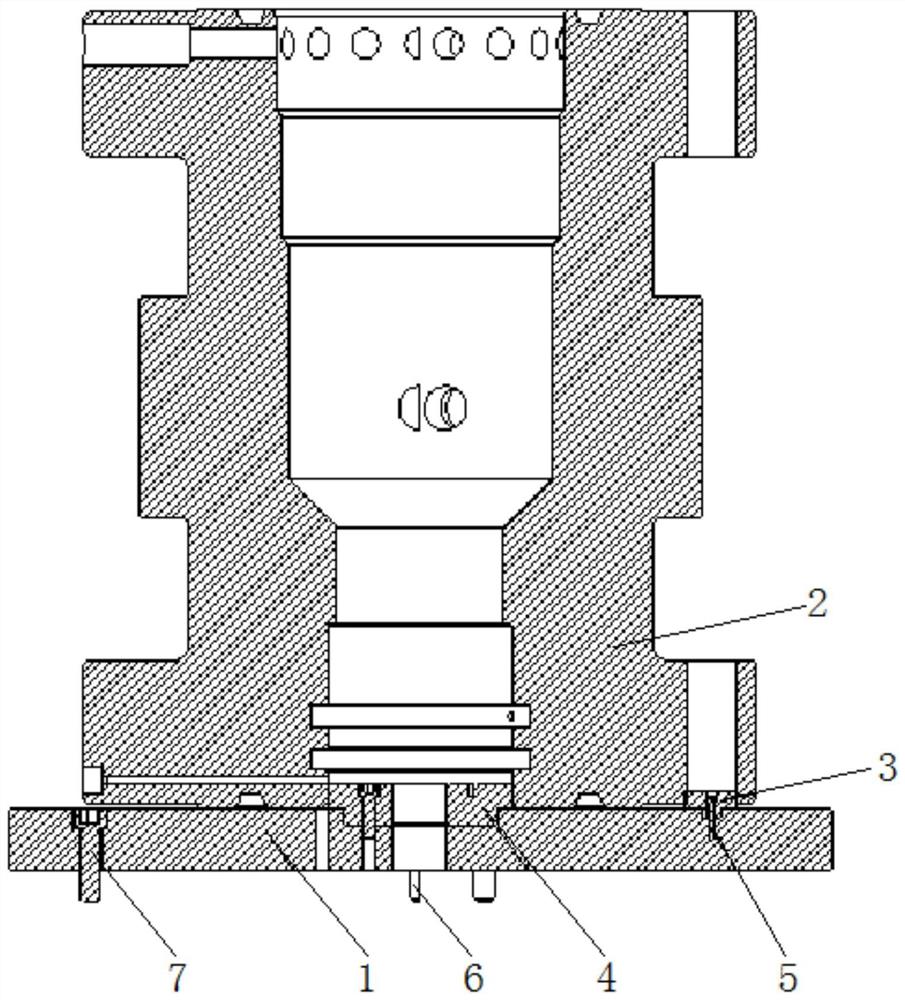
图1是本发明一种新型的套管头侧出孔通用型快换加工装置的结构示意图;
图2是本发明一种新型的套管头侧出孔通用型快换加工装置的俯视结构示意图;
图3是本发明一种新型的套管头侧出孔通用型快换加工装置的套管头本体的正视结构示意图;
图4是本发明一种新型的套管头侧出孔通用型快换加工装置的通用底板的剖视结构示意图;
图5是本发明一种新型的套管头侧出孔通用型快换加工装置的通用底板的立体结构示意图。
图中:1、通用底板;2、套管头本体;3、定位销;4、定位盘;5、定位螺栓;6、第一安装螺栓;7、第二安装螺栓;8、连接螺栓;9、基准缺口。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例:如图1-5所示,本发明一种新型的套管头侧出孔通用型快换加工装置,包括底板组件和套管头本体2,底板组件由通用底板1、定位销3、定位盘4、定位螺栓5、第一安装螺栓6、第二安装螺栓7、连接螺栓8和基准缺口9组成,套管头本体2设置在通用底板1上,通用底板1、定位销3、定位盘4、定位螺栓5、第一安装螺栓6、第二安装螺栓7和连接螺栓8均采用高硬度钢制作而成,通用底板1上设置有多个环形的定位销孔。
其中,定位螺栓5的外表面与定位销3和通用底板1的内壁螺纹连接,定位销3通过定位螺栓5安装在通用底板1上且定位销3的外表面与套管头本体2上的法兰孔穿插连接,通过定位销3与套管头本体2上的法兰孔配合限定工件回转方向,不需找正就能确定平面与已加工法兰孔的位置关系而且加工状况稳定不会产生动件等问题。
其中,定位盘4通过连接螺栓8安装在通用底板1顶端的中部,定位盘4的顶端延伸至套管头本体2的内部,使用连接螺栓8将定位盘4固定在通用底板1上,使用定位螺栓5将定位销3固定在通用底板1上,通过定位盘4与套管头本体2内孔配合限定套管头本体2的中心与机床的回转中心重合。
其中,第二安装螺栓7和第一安装螺栓6均与通用底板1的内壁穿插连接,基准缺口9开设在通用底板1顶部的一侧,通用底板1、定位销3、定位盘4、定位螺栓5、第一安装螺栓6、第二安装螺栓7和连接螺栓8均采用高硬度钢制作而成,耐磨损,减少组件损耗,通过第一安装螺栓6和第二安装螺栓7的相互配合将通用底板1连接固定在机床工作台上。
工作时,通过第一安装螺栓6和第二安装螺栓7的相互配合将通用底板1连接固定在机床工作台上,找正通用底板1中心与机床回转中心重合,并拉平基准缺口9,使用连接螺栓8将定位盘4固定在通用底板1上,使用定位螺栓5将定位销3固定在通用底板1上,通过定位盘4与套管头本体2内孔配合限定套管头本体2的中心与机床的回转中心重合,通过定位销3与套管头本体2上的法兰孔配合限定工件回转方向,不需找正就能确定平面与已加工法兰孔的位置关系而且加工状况稳定不会产生动件等问题,然后对套管头本体2进行加工即可;
在使用过程中,针对不同类型产品能快速换线、无需重复校正节省加工时间,对双工位工作台能在机外装夹提高机床利用率,在结构设计上属于模块化加工方式,通过更换不同规格定位盘4与定位销3就能实现快速换型加工,提高生产效率,在通用底板1上设置有多个环形的定位销孔,使得不需每种类型都投入一块通用底板1,大大提高了该装置的通用性,降低了工装制造成本,由定位盘4与定位销3相互配合形成双向定位,无需校正,大大提高了产品的加工精度及加工稳定性,提高了产品质量、加工效率,通用底板1、定位销3、定位盘4、定位螺栓5、第一安装螺栓6、第二安装螺栓7和连接螺栓8均采用高硬度钢制作而成,耐磨损,减少组件损耗。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种新型的套管头侧出孔通用型快换加工装置
- 一种新型的套管头侧出孔通用型快换加工件的校正装置