高炉冷却壁的制造方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于冶金设备技术领域,更具体地说,是涉及一种高炉冷却壁的制造方法。
背景技术
为了提高高炉高热负荷区域炉体冷却壁的传热性能,研究人员开发了铜冷却壁。铜冷却壁具有传热能力强、抗热流冲击性能和抗热震性能优良等特点。铜冷却壁内部冷却水道通过钻孔加工得到,克服了球墨铸铁冷却壁冷却水管与壁体之间因存在高热阻涂层和气隙所致的传热性能不佳的缺点。但在应用过程中,申请人发现铜冷却壁易产生磨损破损及弯曲变形。
于是铜钢复合冷却壁就应运而生。铜钢复合冷却壁强度大,克服了铜冷却壁易产生受损及弯曲变形的缺点。在铜钢复合冷却壁中,冷却水道一般为圆孔通道,通过钻孔得到。为了达到一定的冷却效果,冷却水道的孔径通常较大,这也导致铜钢复合冷却壁中的钢板或铜板的厚度尺寸必须足够大,继而导致铜钢冷却壁整体较为笨重,制造成本高。
发明内容
本发明的目的在于提供一种高炉冷却壁的制造方法,旨在解决现有高炉冷却壁为了达到冷却效果而导致冷却壁整体较为笨重、制造成本高的技术问题。
为实现上述目的,本发明采用的技术方案是:提供一种高炉冷却壁的制造方法,包括以下步骤:
制造铜钢复合板:获取钢板和铜板,并使所述钢板和所述铜板相连以制造铜钢复合板;
制造水道:在所述铜钢复合板的所述钢板一侧上开设水槽;获取水道盖,所述水道盖为朝向远离所述铜板一侧凸出的凸形盖体;将所述水道盖与所述钢板焊接连接,以使所述水槽和所述水道盖围合形成水道;
焊接水管:获取水管,将所述水管与所述水道焊接相连并使所述水管与所述水道导通:
水压测试:对所述水道进行注水并保压,以测试所述水道的密封性。
进一步地,所述在所述铜钢复合板的所述钢板一侧上开设水槽包括:
在所述铜钢复合板的所述钢板一侧上铣削所述水槽,所述水槽为上端开口的长方型凹槽结构,所述水槽的下端向下一直延伸到所述铜板上;
抛光所述水槽的内壁,且使所述水槽的内壁表面粗糙度在Ra6.3以内。
进一步地,所述获取水道盖,所述水道盖为朝向远离所述铜板一侧凸出的凸形盖体;将所述水道盖与所述钢板焊接连接,以使所述水槽和所述水道盖围合形成水道包括:
获取半圆管型的所述水道盖,所述水道盖的直径与所述水槽的宽度相等;
将所述水道盖盖设在所述水槽的上方,且所述水道盖与所述钢板密封焊接相连,以使所述水槽和所述水道盖围合形成所述水道。
进一步地,所述获取半圆管型的所述水道盖包括:
获取圆管;
沿所述圆管的轴向将所述圆管切割,以获得两个半圆管型的所述水道盖。
进一步地,所述获取半圆管型的所述水道盖还包括:
在所述水道盖轴向方向的两端分别开设连通口,以便于所述水道与所述水管的导通,所述连接口位于所述水道盖的弧形外壁上。
进一步地,所述获取半圆管型的所述水道盖还包括:
抛光所述水道盖的内壁,且使所述水道盖的内壁表面粗糙度在Ra6.3以内。
进一步地,所述高炉冷却壁的制造方法还包括焊接套管组件,所述焊接套管组件在所述焊接水管之后进行,所述焊接套管组件包括:
获取外层套管和内层套管;
将所述外层套管和所述内层套管分别与所述水道盖焊接相连,且所述内层套管包绕于所述水管的外侧,所述外层套管包绕于所述内层水管的外侧,所述内层套管与所述水管之间具有间隙,所述外层套管与所述内层套管之间具有间隙。
进一步地,所述水槽延伸至所述铜板的深度范围为5mm-15mm。
进一步地,所述对所述水道进行注水并保压,以测试所述水道的密封性包括:
密封所述水道的一端;
从所述水道的另一端进行注水,使所述水道内的水压达到2.0Mpa;
封闭所述水道的注水端,并使所述水道保持封闭状态3h;
若在所述水道保持封闭状态的3h内,所述水道的水压能够保持在1.9Mpa以上,则判断所述水道密封性合格。
进一步地,所述高炉冷却壁的制造方法还包括步骤退火处理,所述退火处理在所述焊接套管组件之后进行,所述退火处理包括:
对所述铜钢复合板进行退火处理,退火温度控制在400℃-600℃,退火时间控制在8.5h-11h之间。
本发明提供的高炉冷却壁的制造方法的有益效果在于,使焊接在钢板上的水道盖和开设在钢板一侧的水槽共同围合形成水道,并通过将水道盖设置为凸形盖体,在不过分增加钢板和铜板厚度的情况下增大水道的过水截面积,以使高炉冷却壁达到预定冷却效果,降低高炉冷却壁的体积和重量,降低制造成本。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获取其他的附图。
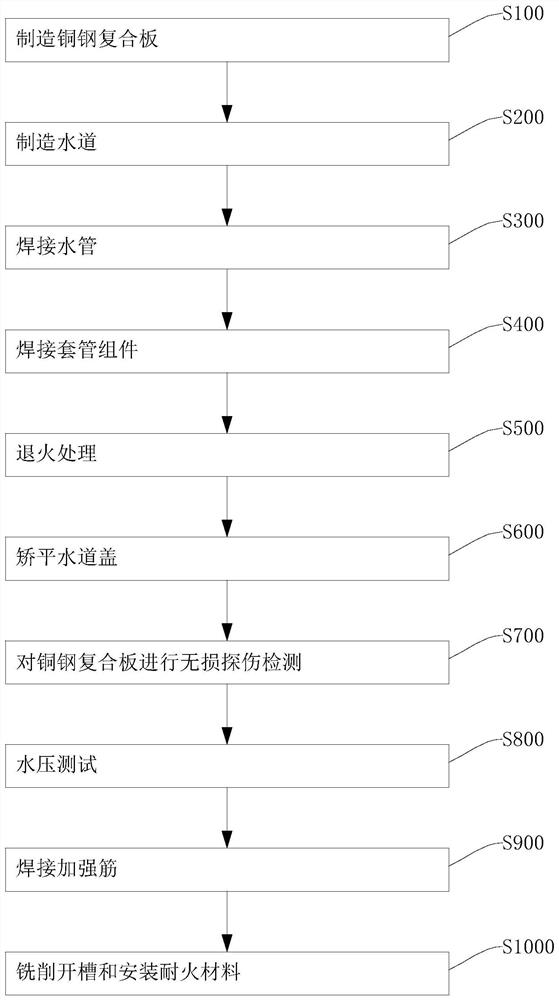
图1为本发明实施例提供的高炉冷却壁的制造方法的流程示意图;
图2为本发明实施例提供的高炉冷却壁的制造方法中在爆炸焊接前布置铜板和钢板时的示意图;
图3为本发明实施例提供的高炉冷却壁的示意图;
图4为图3中A处的剖视图。
图中:1、钢板;2、铜板;3、水道盖;4、水管;5、外层套管;6、内层套管;7、第一加强筋;8、第二加强筋;9、开槽;10、黄油缓冲层;11、炸药层;12、间隔支架;13、地基。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
请参见图1至图4,现对本发明提供的一种高炉冷却壁的制造方法进行说明。图1示出了本发明的一个实施例提供的一种高炉冷却壁的制造方法的实现流程,其过程详述如下:
在步骤S100中,进行制造铜钢复合板操作,主要包括获取钢板1和铜板2,通过将钢板1与铜板2相连,以获得铜钢复合板。
在步骤S200中,进行制造水道操作。S200制造水道具体包括:
S210在铜钢复合板的钢板1一侧上开设水槽。钢板1一侧为高炉冷却壁的冷面一侧,铜板2一侧为高炉冷却壁的热面一侧。
S220获取水道盖3,水道盖3为朝向远离铜板2的一侧凸出的凸形盖体,其可以是凸弧形盖体或者凸方形该等结构,以增加过水面积。
S230将水道盖3与钢板1焊接连接,以使水槽和水道盖3围合形成水道。
这样围合形成的水道,可以在不过分增加钢板1厚度的情况下,增加水道的过水截面积,从而降低钢板1的厚度,继而降低整体铜钢复合板的体积和重量,降低制造成本。
在步骤S300中,进行焊接水管4作业。在步骤S300中,焊接水管4后,使水管4与水道连通,水管4用于将外部的冷却机与水道连通,这样冷却机中的冷媒就可以通过水管4给水道进行供水。
在步骤S800中,进行水压测试作业:对制成后(焊接水管4后)的水道进行注水并保压,以测试水道的密封性。如果水道的密封性不满足密封性,则判断水道不合格,需要对水道进行返修或进行报废。
从上述实施例可知,本发明实施例提供的高炉冷却壁的制造方法,使焊接在钢板上的水道盖和开设在钢板一侧的水槽共同围合形成水道,并通过将水道盖设置为凸形盖体,在不过分增加钢板和铜板厚度的情况下增大水道的过水截面积,以使高炉冷却壁达到预定冷却效果,降低高炉冷却壁的体积和重量,降低制造成本。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S100制造铜钢复合板具体包括:S110获取铜板2和钢板1;S120以铜板2为基板、以钢板1为复板通过爆炸焊接方式来制造并获取铜钢复合板。爆炸焊接可以实现铜板2和钢板1的焊接连接,爆炸焊接后的铜钢复合板力学性能较好,而且爆炸焊接的焊接过程速度快、效率高,能够快速将铜板2和钢板1制成铜钢复合板。爆炸焊接可以是快速实现两种或多种材料性能差异很大的金属焊接复合,几乎不受材料的熔点、强度、热膨胀系数等性能参数的限制,并且爆炸焊接过程中作用时间非常短、材料温度变化很快,不会发生界面反应。钢板1一侧为高炉冷却壁的冷面一侧,铜板2一侧为高炉冷却壁的热面一侧。
请参见图3至图4,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S210在铜钢复合板的钢板1一侧上开设水槽具体包括:
S211在铜钢复合板的钢板1一侧上铣削水槽,水槽为上端开口的长方型凹槽结构,水槽的下端向下一直延伸到铜板2(层)上,这样可以使水道中的冷却液直接与铜板2进行换热冷却,有利于提高高炉冷却壁的冷却效果;当然,水槽的下端不能深入到铜板2一侧太深,否则铜板2过高的温度,极易使水道管壁发生破裂。而且,水槽的下端不能深入到铜板2一侧太深,也不能保证铜板2具有一定强度。
S212抛光水槽的内壁,且使水槽的内壁表面粗糙度在Ra6.3以内,以减少冷却液在水道内的阻力。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,在步骤S211在铜钢复合板的钢板1一侧上铣削水槽时,首先使用常规铣刀保持低速在钢板1上开槽,开槽深度以达到铜钢复合层界面为止。进入铜层后更换飞刀或合金刀保持高速进行开槽,开槽宽度保持小于钢板开槽宽度,即预留出倒圆角的空间。
请参见图3至图4,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S220获取水道盖3,水道盖3为朝向远离铜板2一侧凸出的凸形盖体具体包括:获取半圆管型的水道盖3,水道盖3的直径与水槽的宽度(非水槽的延伸方向和深度方向)相等。水槽为长方型凹槽,这样可以使槽底是平的,使水槽在深入铜板2不多的情况下,(相对于其他形状的凹槽)尽可能的增大过水截面积,同时半圆管型的水道盖3也在节约水道盖3材料的情况下,围合形成了较大的过水截面积。
步骤S230将水道盖3与钢板1焊接连接,以使水槽和水道盖围合形成水道具体包括:将水道盖3盖设在水槽(开口一侧)的上方,且水道盖3与钢板1密封焊接相连,以使水槽和水道盖3围合形成水道。当然这里应该理解的是,水道盖3的两端必然是设有封堵结构或者是与铜钢复合板上的某些结构焊接封堵的,这样才能使水道相对封闭,不漏冷却液。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,在步骤S221获取半圆管型的水道盖3具体包括:
获取圆管;
沿圆管的轴向将圆管切割,以获得两个半圆管型的水道盖3。
半圆管型的水道盖3可以选择使用标准件圆管切割获得,以降低水道盖3的制造成本。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,水道盖3与钢板1的材质相同,以便于焊接。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S221获取半圆管型的所述水道盖还包括:
在水道盖3轴向方向的两端分别开设连通口,以便于水道与水管4的导通,连接口位于水道盖3的弧形外壁上。水管4与水道盖3焊接相连,连通口与水管4导通。开设连通口的步骤可以位于圆管切割之后,也可以位于切割圆管之前。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,水管4与水道盖3的材质相同,以便于焊接。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S221获取半圆管型的所述水道盖还包括:
抛光水道盖3的内壁,且使水道盖3的内壁表面粗糙度在Ra6.3以内,以降低冷却液在水道中的阻力。本步骤应该位于开设连通口的步骤之后进行。
请参见图3至图4,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法还包括步骤S400焊接套管组件,步骤S400焊接套管组件在步骤S300焊接水管之后进行,当然步骤S400焊接套管组件可以在步骤700水压测试之前或之后进行,这两个步骤互不影响,一般地,我们采用将步骤S400焊接套管组件紧跟在步骤S300焊接水管之后进行。步骤S400焊接套管组件具体包括以下操作:
S410获取外层套管5和内层套管6;
S420将外层套管5和内层套管6分别与水道盖3焊接相连,且内层套管6包绕于水管4的外侧,外层套管5包绕于内层水管6的外侧,内层套管6与水管4之间具有间隙,外层套管5与内层套管6之间具有间隙。
由于高炉冷却壁最终是安装在高炉上,水管4需要穿过高炉炉壁上的穿孔来与外设的冷却机连通,高炉炉壁温度极高,水管4于高炉炉壁直接接触,很可能会使水管4以及水管4和水道盖3的连接处高温损坏,因此在水管4外侧增加套管组件,以避免水管4与高炉炉壁直接接触,同时内层套管6与水管4之间具有间隙,外层套管5与内层套管6之间具有间隙,可以更好使水管4隔绝高炉炉壁的高温。同时,套管组件能够避免因工作时冷却壁受热震影响而开裂漏水。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,水槽延伸至铜板2的深度范围为5mm-15mm。水槽伸入铜板2一侧有助于水道与铜板2的换热,但水槽不宜伸入到铜板2一侧太深,以避免过渡减损铜板2的强度。
请参见图3至图4,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法还包括步骤S1000铣削开槽9和安装耐火材料。步骤S1000铣削开槽和安装耐火材料具体包括:
在铜板2远离钢板1的一侧铣削开槽9,开槽9的槽底与水槽的槽底之间的间隔大于20mm;
获取耐火材料,并在在开槽9内安装耐火材料。
耐火材料可以使高炉冷却壁有效减少高温损坏,开槽9的槽底与水槽的槽底之间的间隔大于20mm以避免过渡减损铜板2的强度。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,耐火材料为耐火镶砖或涂覆在开槽9内的耐火涂料。
请参见图3,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,水道具有平行且间隔设置的多个,水道的延伸方向与开槽9的延伸方向垂直设置。
请参见图3,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法还包括步骤S900焊接加强筋,步骤S900焊接加强筋包括:
获取若干第一加强筋7,将各第一加强筋7焊接在钢板1远离铜板2的一侧面上,且各第一加强筋7呈收尾相接地闭合结构连接在钢板1的边缘;
获取若干第二加强筋8,将各第二加强筋8平行且间隔地焊接在钢板1远离所述铜板2的一侧面上,各第二加强筋8位于闭合结构内部且与各水道的延伸方向垂直设置。
第一加强筋7和第二加强筋8的设置可有效加强高炉冷却壁的强度和刚度。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,第二加强筋8上设有与水道盖3适配的豁口,第二加强筋8还与水道盖3焊接相连,以增强整个高炉冷却壁的连接刚度。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,水槽的立壁与钢板1的表面之间设有圆弧过渡结构,水槽的立壁与水槽的槽底之间设有圆弧过渡结构。圆弧过渡结构的优化设计,能够减小冷却空区,强化传热效果。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S800水压测试:对水道进行注水并保压,以测试水道的密封性,具体包括:
S810密封水道的一端;
S820从水道的另一端进行注水,使水道内的水压达到2.0Mpa;
S830封闭水道的注水端,并使水道保持封闭状态3h;
S840若在所述水道保持封闭状态的3h内,水道的水压能够保持在1.9Mpa以上,则判断水道密封性合格;否则则判断水道密封性不合格,需要将高炉冷却壁返修或报废。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法还包括步骤S500退火处理,步骤S500退火处理紧跟在步骤S400焊接套管组件之后进行。步骤S500退火处理具体包括:
对铜钢复合板进行退火处理,退火温度控制在400℃-600℃,退火时间控制在8.5h-11h之间。
由于步骤S300制造水道和步骤S400焊接套管组件中的焊接操作会使高炉冷却壁产生较大的应力,因此进行步骤S500退火处理,有助于高炉冷却壁迅速释放应力。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法还包括步骤S600矫平水道盖3的操作,步骤S600矫平水道盖3具体包括:将水道盖3远离钢板1一侧的高度矫平。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,铜板2为TU1无氧铜板材,为保证冷却壁的刚度,满足冷却壁在同时受高温及较大压力下仍然不发生变形及损坏,钢板1采用Q345R低合金高强钢板材,铜板2的厚度取值范围为50mm-70mm;钢板1的厚度取值范围为20-30mm。TU1无氧铜板材和Q345R低合金高强钢板材采用爆炸焊接后可以得到较好力学性能的铜钢复合板,TU1无氧铜板材中的杂质元素含量低,导热性能优异,可强化到热效率,并避免高炉内部温度过高导致的氢脆等。同时经过测算TU1无氧铜板材采用50mm-70mm的厚度范围,Q345R低合金高强钢板材采用20-30mm的厚度范围,可以满足高炉冷却壁的散热和强度性能。
请参见图2,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S120以铜板2为基板、以钢板1为复板通过爆炸焊接方式来制造获取铜钢复合板具体包括:
S121将铜板2的被焊面朝上平放在爆炸地基上,爆炸地基以平地基13为佳。
S122将钢板1的被焊面朝下并与铜板2呈平行间隔设置,这样钢板1与铜板2之间就具有一个间隙。在本实施例中,钢板1与铜板2没有采用常规的倾斜设置,而是采用钢板1与铜板2平行设置,这样可以使大范围焊接的钢板1与铜板2在焊接后的各处连接性能保持一致。
S123在钢板1的上表面的待爆炸区域内分别依次敷设黄油缓冲层10和炸药层11,黄油缓冲层10紧贴钢板1的上表面,炸药层11位于黄油缓冲层10的上部,黄油缓冲层10可以避免炸药层11的爆炸力和热反应而损坏钢板1上表面。
S124在炸药层1上部布设雷管。
S125引爆雷管,利用爆炸焊接的反应和作用力使铜板1和钢板2连接起来,获取铜钢复合板。当炸药引爆以后,瞬时释放的化学能量可以产生一定高压(可达700MPa)和高温(局部高达3000℃),能量波产生的冲击力使复板以向下飞行并与基板发生猛烈碰撞,接触界面在碰撞点产生射流。射流对板材表面产生冲刷作用,可去除表面的氧化膜和杂质等,使洁净的表面形成金属键结合。随着炸药的持续消耗,结合过渡层不断向前移动,形成连续的结合过渡层,完成复合。
请参见图2,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S122将钢板1的被焊面朝下并与铜板2呈平行间隔设置具体包括:
获取四个间隔支架12;
将四个间隔支架12放置在铜板2的四个边角处;
将钢板1的被焊面朝下并借助间隔支架12实现与铜板2呈平行间隔设置,铜板2和钢板1都是长方形板体,将四个完全相同尺寸的间隔支架12放在铜板2的四个边角处,当然这四个边角处也是铜板2不会与钢板1发生爆炸焊接的地方。在把钢板1放到间隔支架12上,以实现铜板2和钢板1的平行间隔设置。钢板1对应间隔支架12的地方(四个边角)也不会涂覆炸药层11,黄油缓冲层10和炸药层11涂覆在钢板1的中间位置。
请参见图2,作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,间隔支架12为“W”弯折板结构。“W”弯折板结构就是利用板材折弯或冲压而成的弯折结构,“W”弯折板结构的上部和下部都磨削成平面。因为铜板2和钢板1之间的间隔可能是毫米级别,大型的支撑块体无法满足毫米级别的间隔,而没有弯折则可能强度不足以支撑钢板1。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,根据测算,为得到更好的爆炸焊接效果,铜板2与钢板1之间的间隔h的取值范围为3mm-7mm。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,根据测算,为得到更好的爆炸焊接效果,黄油缓冲层10的厚度范围为0.5mm-1.5mm。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,根据测算,为得到更好的爆炸焊接效果,炸药层11的成分为粉状乳化炸药,炸药层11的装药量为2.0g·cm
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,由于炸药的爆轰速度通常都很高,需要添加密度调节剂来控制炸药速度,本实施例中是在粉状乳化炸药的基础上通过添加一定量的氯化钠来控制爆轰速度。将乳化炸药晒干、过筛后添加10%-30%(质量比)的氯化钠进行充分混合,搅拌均匀,以此得到更优化的炸药层11的成分。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S123在钢板1的上表面的待爆炸区域内分别依次敷设黄油缓冲层10和炸药层11中布设炸药层11时将准备好的炸药放置在黄油缓冲层10上,用木条进行刮平,尽可能保证炸药厚度一致,并用牛皮纸做成的药框对炸药进行固定,起到约束炸药的作用。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,步骤S125引爆所述雷管,利用爆炸焊接铜板2和钢板1,获取铜钢复合板包括:
引爆雷管,利用爆炸焊接铜板2和钢板1,获取一级铜钢复合板;这里需要注意的是,因为爆炸焊接后的一级铜钢复合板的边角(例如间隔支架12处)没有焊接,所以一级铜钢复合板并不能直接用于进行步骤S200制造水道;
将一级铜钢复合板进行切割,获得预设尺寸的铜钢复合板,这里切割的除了对边角进行切割外,还有可能是一级铜钢复合板的尺寸较大,爆炸焊接一次获得的复合板的尺寸大于一个铜钢复合板的尺寸,切割后可以获得多块铜钢复合板。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法还包括步骤S700对(焊接后的)铜钢复合板进行无损探伤检测。步骤S700对(焊接后的)铜钢复合板进行无损探伤检测在S600矫平水道盖之后并在步骤S800水压测试之前进行。
步骤S700对铜钢复合板进行无损探伤检测具体包括:
S710获取对比样例及对比样例的衰减系数,对比样例的衰减系数也是通过无损探伤检测的数据分析获得的,对比样例的衰减系数的获取属于现有技术,在此不再赘述。
S720对铜钢复合板进行超声检测并获得铜钢复合板的衰减系数。
S730对铜钢复合板的铜板2一侧进行扫查探伤,获取扫查探伤的缺陷情况。
S740对比对比样例的衰减系数和铜钢复合板的衰减系数,若铜钢复合板的衰减系数与对比样例的衰减系数在0.9-1.1的范围之外,则判定铜钢复合板不合格;若扫查探伤的缺陷情况不符合预期情况,则判定铜钢复合板不合格,不合格的铜钢复合板需要返修或报废。只有铜钢复合板的衰减系数与对比样例的衰减系数在0.9-1.1的范围之内,同时扫查探伤的缺陷情况符合预期情况,才能判定铜钢复合板合格。如果铜钢复合板不合格,则需要进行返修直到合格为止。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,对比样例采用与铜钢复合板同等厚度的铜板作为对比样例。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本实施例的探伤仪使用A型显示脉冲反射式探伤仪,其工作频率至少为2.5~5MHz,使用的纵波直探头在8~20mm的范围。
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,缺陷情况包括:水槽之间的投影区域(水槽之间区域投影到铜板热面一侧的投影区域)或者水槽与铜板2边缘之间的投影区域内每m
作为本发明提供的高炉冷却壁的制造方法的一个具体实施例,本发明实施例提供的高炉冷却壁的制造方法中各步骤的优化顺序操作依次为:
S100制造铜钢复合板;
S200制造水道;
S300焊接水管;
S400焊接套管组件;
S500退火处理;
S600矫平水道盖;
S700对铜钢复合板进行无损探伤检测;
S800水压测试;
S900焊接加强筋;
S1000铣削开槽和安装耐火材料。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种高炉冷却壁套管拆除装置及高炉冷却壁套管拆除方法
- 一种高炉漏水冷却壁差异性控水方法及漏水冷却壁供水制度调控方法