一种四层共挤聚乙烯流延膜及其生产方法和医疗包装袋
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及流延膜生产技术领域,具体涉及一种四层共挤聚乙烯流延膜及其生产方法和医疗包装袋。
背景技术
经对市场调研发现,市面上的医用口罩与防护服的包装都是采用的涂胶型透析纸,因透析纸在涂胶过程中会产生废气及危废,对环境不友好。经我司技术团队研发,采用我司现有的四层共挤流延膜设备,成功研发出与非涂胶透析纸有亲和力的聚乙烯流延薄膜,通过热压即可与非涂胶透析纸自粘,具有很好的使用前景。
发明内容
本发明的目的是提供一种四层共挤聚乙烯流延膜,以解决现有技术中存在的薄膜必须与涂胶型透析纸配合制成涂胶型透析纸袋导致对环境不友好的问题;同时,本发明的目的还在于提供一种上述四层共挤聚乙烯流延薄膜的生产方法;同时,本发明的目的还在于提供一种使用上述四层共挤聚乙烯流延薄膜制成的医疗包装袋。
为实现上述目的,本发明的一种四层共挤聚乙烯流延膜采用如下技术方案:一种四层共挤聚乙烯流延膜,包括电晕层、第一芯层、第二芯层和热封层;
其中,电晕层的材质为线性低密度聚乙烯和低密度聚乙烯共混,且线性低密度聚乙烯和低密度聚乙烯的质量比为4:1;第一芯层的材质为线性低密度聚乙烯;第二芯层的材质为线性低密度聚乙烯;热封层的材质为树脂和润滑母料共混,且树脂与润滑母料的质量比为97:3;
电晕层、第一芯层、第二芯层和热封层的厚度比为20:25:25:30。
本发明的一种上述四层共挤聚乙烯流延薄膜的生产方法采用如下技术方案:一种如上所述的四层共挤聚乙烯流延薄膜的生产方法,包括以下步骤:
1)原料的准备与称量:根据流延膜的四层结构的组分准备原料颗粒,通过吸料器和称重器将原料颗粒分别送入对应的加料斗;
2)挤出机剪切加热:四个挤出机分别对其加料斗内的原料颗粒进行剪切加热,得到熔融状态下的原料,送至四层分配器;
3)四层分配器:将步骤2)中四个挤出机得到的熔融状态的原料进行分配形成工艺要求的四层产品结构;
4)T型摸头挤出冷却:在T型摸头的挤出口将四层熔融原料挤出融合,并冷却成型;
5)在线侧厚度:对薄膜的总厚度和各层的厚度进行测量,并反馈给控制系统;
6)电晕处理:采用电晕机对薄膜进行电晕处理,使薄膜具有一定的表面张力;
7)回火:将步骤6)中电晕处理后的薄膜进行回火处理;
8)切边:根据不同宽度要求在线分切;
9)收卷:将步骤8)中分切后的薄膜进行卷曲成卷。
在步骤2)中四个挤出机中的加热温度均为175-260℃。
在步骤4)中冷却方式采用冷却辊,冷却辊的温度为35℃。
在步骤7)中回火温度为42℃,回火过程中薄膜移动速度为50m/min。
本发明的一种使用上述四层共挤聚乙烯流延薄膜制成的医疗包装袋采用如下技术方案:一种使用上述四层共挤聚乙烯流延薄膜制成的包装袋,将上述四层结构的流延膜与BOPET采用干式复合或者无溶剂复合后,再与医用非涂胶透析纸通过热压制成包装袋。
本发明的有益效果:本发明的四层共挤聚乙烯流延膜具有与非涂胶透析纸有很好的亲和力,其中热封层通过树脂和润滑母料共混改性后成膜,使其在与非涂胶型透析纸在热压时,在一定的温度和压力下,热封层能快速发生分子结构改变,瞬间与非涂胶型透析纸粘接上。很好的满足了需求,也解决了现有技术中的薄膜必须与涂胶型透析纸配合制成涂胶型透析纸袋导致对环境不友好的问题。
附图说明
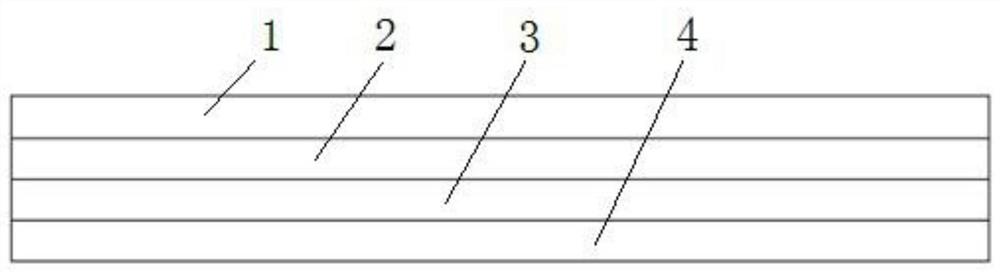
图1是本发明的一种四层共挤聚乙烯流延薄膜的一个实施例的结构示意图。
具体实施方式
实施例1
本实施例的四层共挤聚乙烯流延薄膜,包括电晕层4、第一芯层3、第二芯层2和热封层1。其中,电晕层的材质为线性低密度聚乙烯(LLDPE)和低密度聚乙烯(LDPE)共混,且LLDPE和LDPE的质量比为4:1。第一芯层的材质为线性低密度聚乙烯(LLDPE)。第二芯层的材质为线性低密度聚乙烯(LLDPE)。热封层的材质为树脂和润滑母料(F005)共混,且树脂和F005的质量比为97:3。电晕层、第一芯层、第二芯层和热封层的厚度占比分别为20%、25%、25%和30%。
本实施例的四层共挤聚乙烯流延薄膜的生产方法,包括以下步骤制得:
1)原料的准备与称量:根据流延膜的四层结构的组分准备原料颗粒,通过吸料器和称重器将原料颗粒分别送入对应的加料斗;
2)挤出机剪切加热:四个挤出机分别对其加料斗内的原料颗粒进行剪切加热,得到熔融状态下的原料,送至四层分配器;四个挤出机中的加热温度均为175℃。
3)四层分配器:将步骤2)中四个挤出机得到的熔融状态的原料进行分配形成工艺要求的四层产品结构;
4)T型摸头挤出冷却:在T型摸头的挤出口将四层熔融原料挤出融合,并冷却成型;冷却方式采用冷却辊,冷却辊的温度为35℃。
5)在线侧厚度:对薄膜的总厚度和各层的厚度进行测量,并反馈给控制系统;
6)电晕处理:采用电晕机对薄膜进行电晕处理,使薄膜具有一定的表面张力;
7)回火:将步骤6)中电晕处理后的薄膜进行回火处理;回火温度为42℃,回火过程中薄膜移动速度为50m/min(米/分钟)。
8)切边:根据不同宽度要求在线分切;
9)收卷:将步骤8)中分切后的薄膜进行卷曲成卷。
本实施例中使用上述四层共挤聚乙烯流延薄膜制成的包装袋,将上述四层结构的流延膜与BOPET采用干式复合或者无溶剂复合后,再与医用非涂胶透析纸通过热压制成包装袋。四层结构的流延膜的厚度选用40微米,BOPET的厚度为12微米。BOPET是现有技术中常用的包装薄膜,是双向拉伸聚脂薄膜的简称。四层结构的流延膜与BOPET复合后再与医用非涂胶透析纸通过热压即自粘,自粘强度可达到2.5-3.5N。
实施例二
本实施例的四层共挤聚乙烯流延薄膜,包括电晕层、第一芯层、第二芯层和热封层。其中,电晕层的材质为线性低密度聚乙烯(LLDPE)和低密度聚乙烯(LDPE)共混,且LLDPE和LDPE的质量比为4:1。第一芯层的材质为线性低密度聚乙烯(LLDPE)。第二芯层的材质为线性低密度聚乙烯(LLDPE)。热封层的材质为树脂和润滑母料(F005)共混,且树脂和F005的质量比为97:3。电晕层、第一芯层、第二芯层和热封层的厚度占比分别为20%、25%、25%和30%。
本实施例的四层共挤聚乙烯流延薄膜的生产方法,包括以下步骤制得:
1)原料的准备与称量:根据流延膜的四层结构的组分准备原料颗粒,通过吸料器和称重器将原料颗粒分别送入对应的加料斗;
2)挤出机剪切加热:四个挤出机分别对其加料斗内的原料颗粒进行剪切加热,得到熔融状态下的原料,送至四层分配器;四个挤出机中的加热温度均为260℃。
3)四层分配器:将步骤2)中四个挤出机得到的熔融状态的原料进行分配形成工艺要求的四层产品结构;
4)T型摸头挤出冷却:在T型摸头的挤出口将四层熔融原料挤出融合,并冷却成型;冷却方式采用冷却辊,冷却辊的温度为35℃。
5)在线侧厚度:对薄膜的总厚度和各层的厚度进行测量,并反馈给控制系统;
6)电晕处理:采用电晕机对薄膜进行电晕处理,使薄膜具有一定的表面张力;
7)回火:将步骤6)中电晕处理后的薄膜进行回火处理;回火温度为42℃,回火过程中薄膜移动速度为50m/min(米/分钟)。
8)切边:根据不同宽度要求在线分切;
9)收卷:将步骤8)中分切后的薄膜进行卷曲成卷。
本实施例中使用上述四层共挤聚乙烯流延薄膜制成的包装袋,将上述四层结构的流延膜与BOPET采用干式复合或者无溶剂复合后,再与医用非涂胶透析纸通过热压制成包装袋。四层结构的流延膜的厚度选用40微米,BOPET的厚度为12微米。BOPET是现有技术中常用的包装薄膜,是双向拉伸聚脂薄膜的简称。四层结构的流延膜与BOPET复合后再与医用非涂胶透析纸通过热压即自粘,自粘强度可达到2.5-3.5N。
实施例3
本实施例的四层共挤聚乙烯流延薄膜,包括电晕层、第一芯层、第二芯层和热封层。其中,电晕层的材质为线性低密度聚乙烯(LLDPE)和低密度聚乙烯(LDPE)共混,且LLDPE和LDPE的质量比为4:1。第一芯层的材质为线性低密度聚乙烯(LLDPE)。第二芯层的材质为线性低密度聚乙烯(LLDPE)。热封层的材质为树脂和润滑母料(F005)共混,且树脂和F005的质量比为97:3。电晕层、第一芯层、第二芯层和热封层的厚度占比分别为20%、25%、25%和30%。
本实施例的四层共挤聚乙烯流延薄膜的生产方法,包括以下步骤制得:
1)原料的准备与称量:根据流延膜的四层结构的组分准备原料颗粒,通过吸料器和称重器将原料颗粒分别送入对应的加料斗;
2)挤出机剪切加热:四个挤出机分别对其加料斗内的原料颗粒进行剪切加热,得到熔融状态下的原料,送至四层分配器;四个挤出机中的加热温度均为220℃。
3)四层分配器:将步骤2)中四个挤出机得到的熔融状态的原料进行分配形成工艺要求的四层产品结构;
4)T型摸头挤出冷却:在T型摸头的挤出口将四层熔融原料挤出融合,并冷却成型;冷却方式采用冷却辊,冷却辊的温度为35℃。
5)在线侧厚度:对薄膜的总厚度和各层的厚度进行测量,并反馈给控制系统;
6)电晕处理:采用电晕机对薄膜进行电晕处理,使薄膜具有一定的表面张力;
7)回火:将步骤6)中电晕处理后的薄膜进行回火处理;回火温度为42℃,回火过程中薄膜移动速度为50m/min(米/分钟)。
8)切边:根据不同宽度要求在线分切;
9)收卷:将步骤8)中分切后的薄膜进行卷曲成卷。
本实施例中使用上述四层共挤聚乙烯流延薄膜制成的包装袋,将上述四层结构的流延膜与BOPET采用粘接胶水涂覆复合后,再与医用非涂胶透析纸通过热压制成包装袋。四层结构的流延膜的厚度选用40微米,BOPET的厚度为12微米。BOPET是现有技术中常用的包装薄膜,是双向拉伸聚脂薄膜的简称。四层结构的流延膜与BOPET复合后再与医用非涂胶透析纸通过热压即自粘,自粘强度可达到2.5-3.5N。
上述各实施例中润滑母料采用东莞舒尔曼塑料有限公司生产的牌号为F005的润滑母料。添加后起到薄膜表面达到润滑效果,使包装袋能够可以顺利把口打开。电晕层中的LLDPE是线性低密度聚乙烯的简称,它是一种聚乙烯塑料颗粒,国际通用名都称为:LLDPE,使用埃克森美孚生产的牌号为1002YB。LDPE是低密度聚乙烯的简称,它也是一种聚乙烯塑料颗粒,国际通用名都称为:LDPE,使用的是埃克森美孚生产的牌号为100BW。第一芯层和第二芯层中的LLDPE均采用中韩石化生产的牌号为35B。热封层中的树脂采用杜邦生产的牌号为53009的易拉盖树脂。
上述各实施例中的包装袋,雾度低(<6%)。本发明中的四层共挤流延膜能够与BOPET复合后,再与医用非涂胶透析纸通过热压成型为医用包装袋,自粘强度可达到2.5-3.5N,能够很好的满足需求,也解决了现有技术中的薄膜必须与涂胶型透析纸配合制成涂胶型透析纸袋导致对环境不友好的问题。
对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本发明权利要求的保护范围之内。
- 一种四层共挤聚乙烯流延膜及其生产方法和医疗包装袋
- 一种耐低温冷冻多层共挤流延膜及其生产方法