一种用于遥控器的转运系统
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及空调遥控器的生产工艺技术领域,具体涉及一种用于遥控器的转运系统。
背景技术
自上世纪30年代以来,空调行业迅速发展,开启了家用空调服务的新时代,除空调的内外机以外,遥控器也是空调不可分割的一部分,其中空调遥控器的质量,与用户的使用舒适度息息相关,是空调行业制造、售后的重点关注项目之一。
目前我司空调遥控器在生产过程中需完成遥控器通电检测流程,以保证生产的遥控器产品质量合格。遥控器经自动组装线双拼托盘运输到后工序,需要一名员工从双拼托盘上拾取两个遥控器,放置到质量控制部门的遥控器检测设备夹具中,员工总共需要执行两次弯腰、拾取、转身、放置等动作,然后启用视觉检测设备功能,一次性完成四个遥控器的质量检测工作。
另外,我司遥控器在遥控器自动组装线组装完成之后,在双拼托盘上向后工序流转,经遥控器自动组装线链条由右向左运输停在终点处,双拼托盘的每个遥控器之间的距离为85mm,托盘结构受遥控器自动组装线各工位限制无法调整。而质控部视觉检测设备的测试托盘为四拼托盘,每个遥控器之间的距离为80mm,制作控制器分厂遥控器自动组装线与制作质控部遥控器视觉检测设备为不同厂家,在设备对接过程中存在硬件结构不兼容的问题,两个设备之间不能直接对接。
发明内容
本发明要解决的技术问题是克服现有技术的不足,提供一种用于遥控器的转运装置,通过吸取装置吸取遥控器后可自动调节四个遥控器的间距,保证遥控器准确放入遥控器视觉检测设备的夹具凹槽中定位,以实现遥控器视觉检测设备与控制器分厂遥控器自动组装线无缝对接,从而实现白晚班减员两人的目的。
为了解决上述技术问题,本发明提出的技术方案为:
一种用于遥控器的转运系统,包括转运装置、控制系统、感应装置和伸缩式阻挡装置。其中,阻挡装置布置在自动装配线的线尾停止点处,感应装置分别布置在自动装配线的线尾停止点处和自动装配线上与靠近线尾停止点处的双拼托盘相邻的双拼托盘对应的位置。转运装置包括支架、固定在支架上的横梁和能够沿横梁滑动的抓取机构,抓取机构至少包括4个能够分别与遥控器形成配合的抓取头,抓取头能够沿同一直线移动。感应装置、转运装置和阻挡装置均与控制系统电性连接。
根据本发明的用于遥控器的转运系统,使用简易自动化装置完成遥控器的吸取、转移、放置动作,代替员工操作,实现了控制器分厂遥控器自动组装线与质量控制部遥控器视觉检测设备的自动对接,实现自动化减员的目的。
对于上述技术方案,还可进行如下所述的进一步的改进。
根据本发明的用于遥控器的转运系统,在一个优选的实施方式中,转运装置还包括旋转机构和第一滑块,横梁底部设有与第一滑块形成配合的滑槽,旋转机构布置在第一滑块底部,抓取机构布置在旋转机构底部。
转运装置上通过设置旋转机构,便于抓取机构到达指定位置后旋转到预设角度,使得抓取机构精确地移动到质控部遥控器视觉检测设备测试托盘上方或遥控器自动组装线上的双拼托盘上方。
具体地,在一个优选的实施方式中,旋转机构包括第一顶板和底板,底板能够绕第一顶板转动。抓取机构布置在底板底部。
上述结构形式的旋转机构,结构简单,工作过程稳定可靠,便于布置。
具体地,在一个优选的实施方式中,抓取机构包括第二顶板、侧板、滑轨、第二滑块、伸缩块和拇指气缸。其中,侧板相对布置在顶板两端,滑轨布置在第二顶板底部,第二滑块套设在滑轨上并能够沿滑轨移动,伸缩块与第二滑块连接,伸缩块底部设有吸盘组,相邻两伸缩块之间设有互相形成配合的限位钩和限位槽结构。拇指气缸其中一端与第二顶板连接,另一端与其中一侧的侧板连接并能够带动该侧板移动,与拇指气缸连接的侧板与对应于外侧的伸缩块连接。
上述结构的抓取机构,通过控制系统发出信号控制拇指气缸的进气放气,由拇指气缸运动带动抓取机构上的伸缩块与第二滑块沿滑轨左右运动,因设置的互相形成配合的限位钩与限位槽产生自锁效果,并且可以通过控制限位钩与限位槽自锁后形成的间隙的大小实现抓取机构上吸盘组之间的中心间距自动调节,完成遥控器半成品的拾取、调节、放置等一系列动作,使得遥控器能在硬件结构不一致的设备间自动转运,节约了人工操作成本,实现工厂无人化的遥控器生产自动检测上料工作。
进一步地,在一个优选的实施方式中,拇指气缸通过电磁阀与控制系统电性连接。
通过电磁阀配合控制系统完成对拇指气缸的运动过程的调节,能够确保遥控器的整个转运过程精准、稳定可靠。
进一步地,在一个优选的实施方式中,第二顶板上设有固定板,固定板上设有沿水平方向布置的伸缩气缸。
通过设置固定板,便于整个抓取机构布置在旋转机构底部,通过设置伸缩气缸,便于精细调节抓取头的移动将抓取头推动到质控部遥控器视觉检测设备测试托盘上方或遥控器自动组装线上的双拼托盘上方。
进一步地,在一个优选的实施方式中,第二顶板能够沿固定板上下移动。
通过上述结构形式,能够进一步提高控制抓取机构运动的精细度。
具体地,在一个优选的实施方式中,感应装置包括接近传感器。
采用接近传感器作为感应装置,易于布置,成本低。
具体地,在一个优选的实施方式中,阻挡装置包括伸缩式阻挡气缸。
将伸缩式阻挡气缸作为阻挡装置对双拼托盘进行限位,易于操作,控制精准,不会占用较大的操作空间。
具体地,在一个优选的实施方式中,控制系统包括PLC控制系统。
采用成熟的PLC控制系统对整个转运系统实现自动控制,能够确保转运过程中的各个步骤稳定可靠,衔接顺畅。
相比现有技术,本发明的优点在于:使用简易自动化装置完成遥控器的吸取、转移、放置动作,代替员工操作,实现了控制器分厂遥控器自动组装线与质量控制部遥控器视觉检测设备的自动对接,实现自动化减员的目的。
附图说明
在下文中将基于实施例并参考附图来对本发明进行更详细的描述。其中:
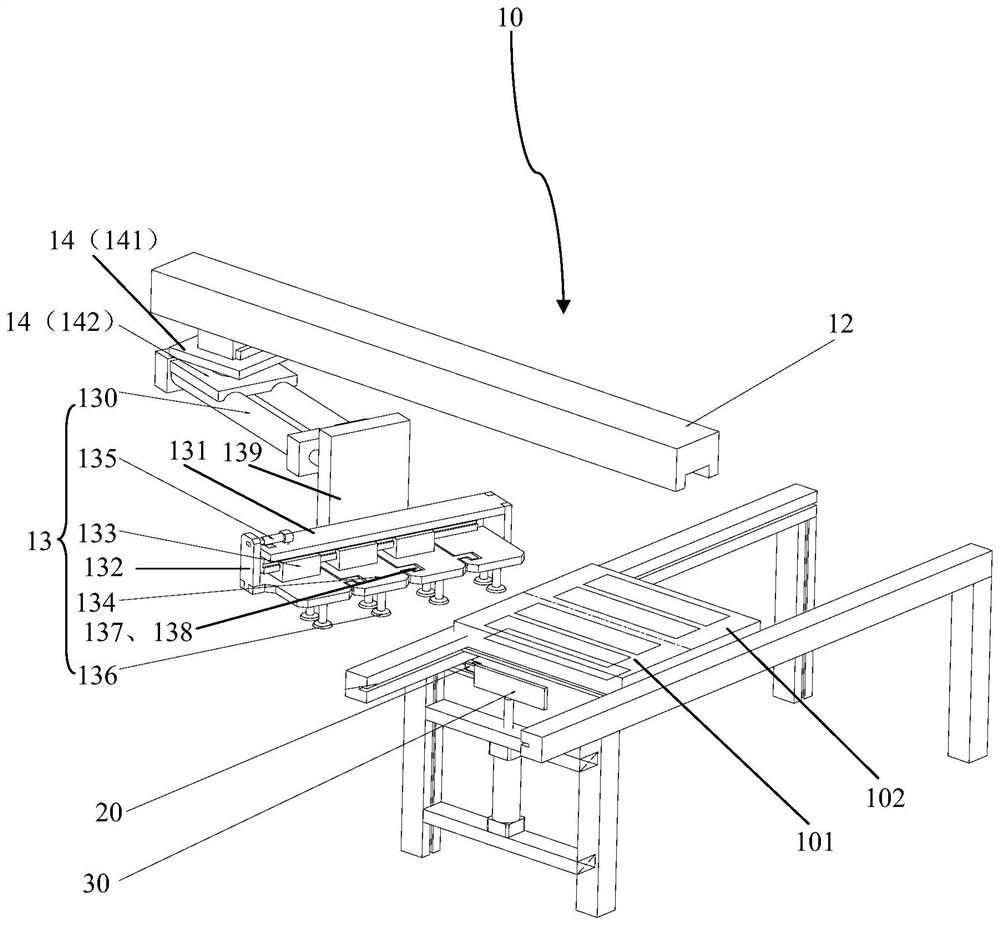
图1示意性显示了本发明实施例的转运系统的整体结构;
图2示意性显示了本发明实施例的转运系统的局部分体结构;
图3示意性显示了本发明实施例的抓取机构的局部结构。
具体实施方式
下面将结合附图和具体实施例对本发明作进一步详细说明,但并不因此而限制本发明的保护范围。
图1示意性显示了本发明实施例的转运系统100的整体结构。图2示意性显示了本发明实施例的转运系统100的局部分体结构。图3示意性显示了本发明实施例的抓取机构的局部结构。
如图1和图2所示,本发明实施例的用于遥控器的转运系统100,包括转运装置10、控制系统、感应装置20和伸缩式阻挡装置30。其中,阻挡装置30布置在自动装配线的线尾停止点处,感应装置20分别布置在自动装配线的线尾停止点处和自动装配线上与靠近线尾停止点处的双拼托盘101相邻的双拼托盘102对应的位置。转运装置10包括支架11、固定在支架11上的横梁12和能够沿横梁12滑动的抓取机构13,抓取机构13至少包括4个能够分别与遥控器形成配合的抓取头,抓取头能够沿同一直线移动。感应装置20、转运装置10和阻挡装置30均与控制系统电性连接。
根据本发明实施例的用于遥控器的转运系统,使用简易自动化装置完成遥控器的吸取、转移、放置动作,代替员工操作,实现了控制器分厂遥控器自动组装线与质量控制部遥控器视觉检测设备的自动对接,实现自动化减员的目的。对于上述技术方案,还可进行如下所述的进一步的改进。
如图2所示,进一步地,在本实施例中,转运装置10还包括旋转机构14和第一滑块15,横梁12底部设有与第一滑块15形成配合的滑槽,旋转机构14布置在第一滑块15底部,抓取机构13布置在旋转机构14底部。转运装置上通过设置旋转机构,便于抓取机构到达指定位置后旋转到预设角度,使得抓取机构精确地移动到质控部遥控器视觉检测设备测试托盘上方或遥控器自动组装线上的双拼托盘上方。具体地,在本实施例中,旋转机构14包括第一顶板141和底板142,底板142能够绕第一顶板141转动。抓取机构13布置在底板142底部。上述结构形式的旋转机构,结构简单,工作过程稳定可靠,便于布置。
具体地,如图2和图3所示,在本实施例中,抓取机构13包括第二顶板131、侧板132、滑轨、第二滑块133、伸缩块134和拇指气缸135。其中,侧板132相对布置在第二顶板131两端,滑轨布置在第二顶板131底部,第二滑块133套设在滑轨上并能够沿滑轨移动,伸缩块134与第二滑块133连接,伸缩块134底部设有吸盘组136,相邻两伸缩块134之间设有互相形成配合的限位钩137和限位槽138结构。拇指气缸135其中一端与第二顶板131连接,另一端与其中一侧的侧板132连接并能够带动该侧板132移动,与拇指气缸135连接的侧板132与对应于外侧的伸缩块134连接。
上述结构的抓取机构,通过控制系统发出信号控制拇指气缸的进气放气,由拇指气缸运动带动抓取机构上的伸缩块与第二滑块沿滑轨左右运动,因设置的互相形成配合的限位钩与限位槽产生自锁效果,并且可以通过控制限位钩与限位槽自锁后形成的间隙的大小实现抓取机构上吸盘组之间的中心间距自动调节,完成遥控器半成品的拾取、调节、放置等一系列动作,使得遥控器能在硬件结构不一致的设备间自动转运,节约了人工操作成本,实现工厂无人化的遥控器生产自动检测上料工作。
进一步地,在本实施例中,拇指气缸135通过电磁阀与控制系统电性连接。通过电磁阀配合控制系统完成对拇指气缸的运动过程的调节,能够确保遥控器的整个转运过程精准、稳定可靠。
如图2所示,进一步地,在本实施例中,第二顶板131上设有固定板139,固定板139上设有沿水平方向布置的伸缩气缸130。通过设置固定板,便于整个抓取机构布置在旋转机构底部,通过设置伸缩气缸,便于精细调节抓取头的移动将抓取头推动到质控部遥控器视觉检测设备测试托盘上方或遥控器自动组装线上的双拼托盘上方。进一步地,在本实施例中,第二顶板131能够沿固定板139上下移动。通过上述结构形式,能够进一步提高控制抓取机构运动的精细度。
如图1所示,具体地,在本实施例中,感应装置20包括接近传感器。采用接近传感器作为感应装置,易于布置,成本低。具体地,在本实施例中,阻挡装置30包括伸缩式阻挡气缸。将伸缩式阻挡气缸作为阻挡装置对双拼托盘进行限位,易于操作,控制精准,不会占用较大的操作空间。具体地,在本实施例中,控制系统包括PLC控制系统。采用成熟的PLC控制系统对整个转运系统实现自动控制,能够确保转运过程中的各个步骤稳定可靠,衔接顺畅。
本发明实施例的用于遥控器的转运系统100的具体工作过程如下:
首先遥控器由控制器分厂遥控器自动装配线生产,半成品由链条线经双拼托盘101从右到左运输到遥控器自动装配线的线尾,线尾停止点处接近传感器感应到有遥控器,PLC控制系统控制阻挡气缸向上弹出,阻止双拼托盘101继续前进但链条未停止,当第二个双拼托盘102到达第一个双拼托盘101后面时,第二个双拼托盘102下方接近传感器接受信号使链条停止传动,因延时控制两个双拼托盘101、102已紧贴固定无法动作。链条正常停止后双拼托盘101、102已到位信号传输至PLC控制系统,由PLC控制系统控制转运装置10中的抓取机构13向遥控器方向运动,具体地,抓取机构13沿横梁12滑动,伸缩气缸130向前推出,使吸盘组136停止在遥控器自动组装线的两个双拼托盘101、102正上方对齐。遥控器自动组装线的双拼托盘101、102上的遥控器的中心间距为85mm,抓取机构13的伸缩块134处于复位状态中心间距为80mm,吸盘组136运行到位后由PLC控制系统控制电磁阀允许拇指气缸135一侧供气,拇指气缸135向左做伸展运动,由于拇指气缸135右侧与第二顶板131机械固定,拇指气缸135伸展带动左侧侧板132、伸缩块134组与第二滑块133组向左运动,由于伸缩块134上的限位钩137和限位槽138自锁不能无限张开,使得吸盘组136相邻吸盘的中心间距由80mm运动变成85mm,然后PLC控制系统控制真空吸盘上的气管吸气完成吸取动作,共完成四个遥控器的吸取动作。吸取完成之后,整个抓取机构13向上升沿顶部的型材轨道向内运动,遥控器自动组装线上的阻挡气缸向下运动释放双拼托盘101、102向左运动回收。抓取机构13沿横梁12向后滑动,到达指定位置后,旋转机构14向右旋转90度,伸缩气缸130向前运动将抓取机构13推动到质控部遥控器视觉检测设备103测试托盘104上方,PLC控制系统控制抓取机构13停留在测试托盘104正上方对齐。测试托盘104的四拼托盘遥控器中心间距为80mm,此时抓取机构13上遥控器中心间距为85mm,PLC控制系统控制电磁阀给拇指气缸135另一侧进气,拇指气缸135反向动作收缩,左侧侧板132带动伸缩块134、第二滑块133组向右运动使各伸缩块134贴紧,将相邻吸盘的中心间距由85mm变成80mm,然后PLC控制系统取消真空吸盘控制信号,遥控器成功放置在质量控制部门的视觉检测设备103的四拼测试托盘中,完成四个遥控器的自动上料工作。因设计的抓取机构上的限位钩和限位槽产生自锁效果,实现抓取机构上吸盘的中心间距自动调节,完成遥控器半成品的拾取、调节、放置等一系列动作,使得遥控器能在硬件结构不一致的设备间自动转运,节约了人工操作成本,实现工厂无人化的遥控器生产自动检测上料工作。
根据上述实施例,可见,本发明涉及的用于遥控器的转运系统,使用简易自动化装置完成遥控器的吸取、转移、放置动作,代替员工操作,实现了控制器分厂遥控器自动组装线与质量控制部遥控器视觉检测设备的自动对接,实现自动化减员的目的。
虽然已经参考优选实施例对本发明进行了描述,但在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
- 一种用于遥控器的转运系统
- 一种遥控器的壳体及用于门禁设备的遥控器