一种微针阵列阳模模具的制造方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及医疗器械生产模具制造技术领域,尤其涉及一种微针阵列阳模模具的制造方法。
背景技术
微针一般是指尺寸在微米级且呈针状的结构。微针在生物医学领域有广泛的应用,例如用于生物医学测量系统,药物传输系统及微量采样分析系统等。微针不但体积微小,而且性能上具有常规方法所不能比拟的特性,如精细、无痛、高效、便利。这极大促进了生物医学的发展,使该领域的仪器更具人性化。
其中,在制作金属微针阵列时采用的模具包括阳模,现有技术中金属微针阵列阳模模具制造时,步骤繁琐,且需要烘干固定,耗时较长,工作效率低下。
因此,如何提供一种微针阵列阳模模具的制造方法,以简化步骤,缩短时间,提高工作效率,是目前本领域技术人员亟待解决的技术问题。
发明内容
有鉴于此,本发明的目的在于提供一种微针阵列阳模模具的制造方法,以简化步骤,缩短时间,提高工作效率。
为了达到上述目的,本发明提供如下技术方案:
一种微针阵列阳模模具的制造方法,包括:
步骤1)采用多个直径10-2000μm、长度0.1-50mm的针体,通过固定材料固化在固定框中完成定位;
步骤2)截取使得所述固定材料的高度与所述针体的端部齐平;
步骤3)去掉部分所述固定材料,露出所述针体的部分长度;
步骤4)加工所述针体,使得露出的所述针体的端部呈尖锐针状。
优选的,上述步骤1)为多个所述针体呈阵列捆束装后,放置在所述固定框的空腔中,浇注所述固定材料进行固定。
优选的,上述步骤1)中,所述固定框上开设微米孔阵列,每个微米孔中插入一根所述针体,注入所述固定材料,部分所述固定材料进入所述微米孔将所述针体固定在所述微米孔中。
优选的,当所述步骤1)中所述固定材料的高度高于所述针体的高度时,
所述步骤2)为去掉所述固定材料高于所述针体的部分,使得所述固定材料的高度与所述针体的端部齐平,或者,
所述步骤2)为沿与所述针体垂直的平面同时切掉部分所述固定材料和所述针体,使得所述固定材料的高度与所述针体的端部齐平;
当所述步骤1)中所述固定材料的高度不高于所述针体的高度时,
所述步骤2)为沿与所述针体垂直的平面同时切掉部分所述固定材料和所述针体,使得所述固定材料的高度与所述针体的端部齐平。
优选的,上述步骤1)为:采用多个直径10-2000μm、长度0.1-50mm的所述针体,通过所述固定材料固化在所述固定框中完成定位,所述固定材料的高度高于所述针体的高度;
所述步骤2)为:去掉所述固定材料高于所述针体的部分,使得所述固定材料的高度与所述针体的端部齐平;
所述步骤3)为:将所述固定材料与所述针体齐平的端面浸入溶解材料中去掉部分所述固定材料,或者加热去掉部分所述固定材料,露出所述针体10-5000μm;
所述步骤4)为:在腐蚀溶液中蚀刻露出的所述针体,使得所述针体的端部呈尖锐针状。
优选的,上述步骤2)中为通过磨床磨平的方式去掉所述固定材料高于所述针体的部分,使得所述固定材料的高度与所述针体的端部齐平;
所述步骤3)中为通过悬吊的方式将所述固定材料与所述针体齐平的端面浸入溶解材料中去掉所述固定材料,露出所述针体;
所述步骤4)为通过提拉方式在所述腐蚀溶液中对露出的所述针体进行蚀刻。
优选的,上述针体为金属针,所述固定材料为松香,或者聚甲基丙烯酸甲酯,或者光敏树脂石蜡,或者环氧树脂,所述溶解材料为酒精,或者甲笨,或者有机溶剂,或者无机酸,或者有机酸,所述腐蚀溶液为盐酸,或者氢卤酸,或者硫酸,或者磷酸,或者硝酸,或者无机酸,或者有机酸。
优选的,上述步骤1)为:所述针体的材质为塑胶纤维;
所述步骤4)为:在腐蚀溶液中蚀刻露出的所述针体,使得所述针体的端部呈尖锐针状。
优选的,上述步骤1)为:所述针体为毛笔笔毛。
优选的,上述步骤1)为:所述固定材料为低熔点固液转换材料。
优选的,上述针体的尖锐针状为圆锥,所述圆锥的高度为0.1-1500μm,锥度为0-60°,所述针体的针间距为0.1-3毫米。
本发明提供的微针阵列阳模模具的制造方法,包括:步骤1)采用多个直径10-2000μm、长度0.1-50mm的针体,通过固定材料固化在固定框中完成定位;步骤2)截取使得所述固定材料的高度与所述针体的端部齐平;步骤3)去掉部分所述固定材料,露出所述针体的部分长度;步骤4)加工所述针体,使得露出的所述针体的端部呈尖锐针状。简化了步骤,缩短了时间,提高了工作效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例提供的微针阵列阳模模具的制造方法的一种具体实施方式的流程示意图;
图2为本发明实施例提供的通过固定材料固化在固定框中完成定位的俯视结构示意图;
图3为图2的侧视结构示意图;
图4为本发明实施例提供的沿与针体垂直的平面同时切掉部分固定材料和针体使得固定材料的高度与针体的端部齐平的结构示意图;
图5为本发明实施例提供的固定材料的高度与针体的端部齐平的结构示意图;
图6为本发明实施例提供的微针阵列阳模模具的结构示意图。
图1-6中:
针体1、固定框2、固定材料3、与针体垂直的平面4、尖锐针状5。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参考图1至图6,图1为本发明实施例提供的微针阵列阳模模具的制造方法的一种具体实施方式的流程示意图;图2为本发明实施例提供的通过固定材料固化在固定框中完成定位的俯视结构示意图;图3为图2的侧视结构示意图;图4为本发明实施例提供的沿与针体垂直的平面同时切掉部分固定材料和针体使得固定材料的高度与针体的端部齐平的结构示意图;图5为本发明实施例提供的固定材料的高度与针体的端部齐平的结构示意图;图6为本发明实施例提供的微针阵列阳模模具的结构示意图。
本发明实施例提供的微针阵列阳模模具的制造方法,包括:步骤1)采用多个直径10-2000μm、长度0.1-50mm的针体1,通过固定材料3冷凝固化在固定框2中完成定位,如图2所示,当然,除了冷凝固化,还可以采用化学固化或者光固化等其他固化方式,本实施例不对具体固化方式做出限定;步骤2)截取使得固定材料3的高度与针体1的端部齐平,如图5所示;步骤3)去掉部分固定材料3,露出针体1的部分长度;步骤4)加工针体1,使得露出的针体1的端部呈尖锐针状5,如图6所示。简化了步骤,缩短了时间,提高了工作效率。
其中,固定材料3的去除方式包含但不限于融化、溶解、腐蚀、机械去除、激光去除。固定材料3可以为低熔点固液转换材料。
其中,针体1的固定定位有多种具体实施方式,例如,在一种具体实施方式中,步骤1)为多个针体1呈阵列捆束装后,放置在固定框2的空腔中,浇注固定材料3进行冷凝固定,如图2所示。
在另一种具体实施方式中,步骤1)中,固定框2本身为具有一定硬度的材料块,例如可以为金属块,金属块上开设微米孔阵列,每个微米孔中插入一根针体1,注入固定材料3,部分固定材料3进入微米孔将针体1固定在微米孔中。其中,以针体1与微米孔的直径相同为宜。金属块可以为铝块。
当然还可以采用其他的固定方式将多个针体1呈阵列通过固定材料3冷凝固化定位。
对于步骤2)截取使得固定材料3的高度与针体1的端部齐平,同样有多种具体实施方式,例如,当步骤1)中固定材料3的高度高于针体1的高度时,如图3所示,步骤2)为去掉固定材料3高于针体1的部分,使得固定材料3的高度与针体1的端部齐平,或者,步骤2)为沿与针体垂直的平面4同时切掉部分固定材料3和针体1,如图4所示,使得固定材料3的高度与针体1的端部齐平;当步骤1)中固定材料3的高度不高于针体1的高度时,步骤2)为沿与针体垂直的平面4同时切掉部分固定材料3和针体1,使得固定材料3的高度与针体1的端部齐平。
对于针体1而言,可以采用多种材料,只要针体1具有一定硬度即可,而不同的材料有着不同的实施方式,在本发明实施例提供的微针阵列阳模模具的制造方法的其他具体实施方式中,
包括:
步骤1)针体1为金属针,采用多个直径400-800μm、长度20-50mm的针体1,通过固定材料3冷凝固化在固定框2中完成定位,固定材料3的高度高于针体1的高度,如图3所示;
步骤2)去掉固定材料3高于针体1的部分,使得固定材料3的高度与针体1的端部齐平;
步骤3)将固定材料3与针体1齐平的端面浸入溶解材料中去掉固定材料3,或者加热去掉部分固定材料3,露出针体1300-700μm;
步骤4)在腐蚀溶液中蚀刻露出的针体1,使得针体1的端部呈尖锐针状5。具体的,可以根据针高、针间距,结合腐蚀速率,控制水平腐蚀速度和竖直腐蚀速度,可以更容易更好的控制不同的长径比。
本发明实施例提供的微针阵列阳模模具的制造方法,通过采用固定材料3冷凝固化固定定位、浸入溶解材料中去掉多余固定材料3以及腐蚀溶液中蚀刻露出的针体1等手段,简化了步骤,缩短了时间,提高了工作效率。
其中,针体1可以为金属针,例如钨针或者校直钨丝。针体1通过切割得到20-50mm的长度。固定材料3可以为松香,或者聚甲基丙烯酸甲酯,或者光敏树脂石蜡,或者环氧树脂,溶解材料可以为酒精,或者甲笨,或者有机溶剂,或者无机酸,或者有机酸等溶剂,腐蚀溶液可以为盐酸,或者氢卤酸,或者硫酸,或者磷酸,或者硝酸,或者无机酸,或者有机酸等。聚甲基丙烯酸甲酯的英文简称为PMMA,英文全称为polymethyl methacrylate。
具体的,步骤2)中为通过磨床磨平的方式去掉固定材料3高于针体1的部分,使得固定材料3的高度与针体1的端部齐平;
步骤3)中为通过悬吊的方式将固定材料3与针体1齐平的端面浸入溶解材料中去掉固定材料3,露出针体1;
步骤4)为通过提拉方式在腐蚀溶液中对露出的针体1进行蚀刻。使得针体1断面变的尖锐,形成针状结构,可以通过提拉次数、裸露的钨针高度来控制尖端的锥度大小。
从上述本发明实施例提供的微针阵列阳模模具的制造方法的具体实施方式中可以看到,当针体1采用金属针时,采用的溶解溶液只能溶解固定材料,采用的腐蚀溶液能够对金属针进行腐蚀。而由于固定材料3为冷凝固化进行针体的固定,所以也可以采用加热的方式进行溶液,并不限于采用溶解溶液这种方式。
那么同样的,当采用其他材质的针体1时,同样遵循上面的原理,例如,针体1的材质为塑胶纤维时,同样可以采用松香作为固定材料3,当然还可以采用冰作为固定材料3,固定材料3不与塑胶纤维发生反应即可,在进行步骤3中去掉部分固定材料3露出针体1的部分长度时,同样是既可以采用加热的方式,也可以采用溶液溶液溶解的方式,最后通过腐蚀溶液腐蚀针体1形成尖锐针状5时,针对塑胶纤维,可以采用三氯甲烷、乙酸乙酯等有机溶剂,当然也可以采用环氧树脂溶解液作为腐蚀溶液。
当然,针体1还可以采用毛笔笔毛,只要具有一定硬度即可,例如羊毫笔、狼毫笔、紫毫笔的笔毛,针体1还可以采用竹子材质。
以上的仅是本发明的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出改进,但这些均属于本发明的保护范围。
其中,针体1的尖端为锥形,可以为四棱锥形,也可以为圆锥,当其为圆锥时锥度以30°为宜,多个针体1聚集在一起时,其侧壁面之间为相切的关系,相邻的两个针体1的轴线之间的距离为针间距,针间距取决于针体1的直径,而针高为通过初始的针高和腐蚀速度来调节。
具体的,针体1的尖锐针状为圆锥,圆锥的高度为0.1-1500μm,锥度为0-60°,针体1的针间距为0.1-3毫米。优选的,上述锥度为30°,针间距0.3-1毫米,更优的,针间距0.5-0.8毫米。
本发明实施例提供的微针阵列阳模模具的制造方法,以其中一种实际生产操作为例进行说明:
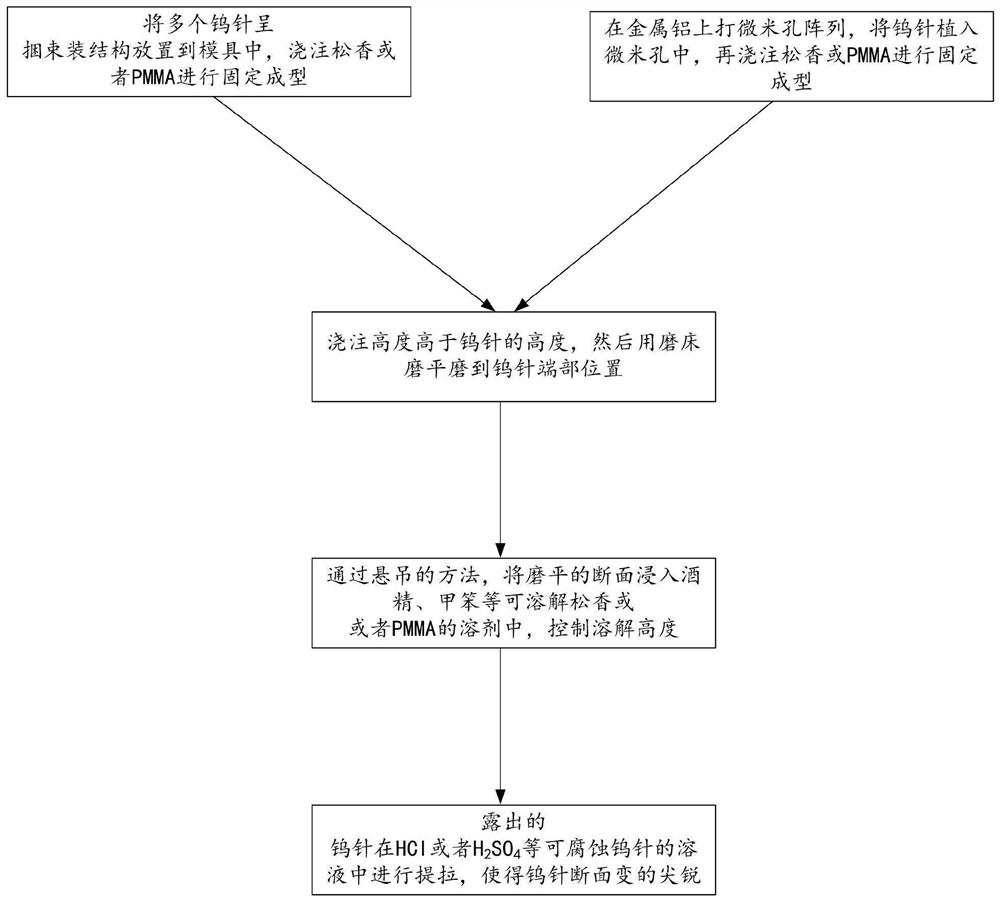
选择多个直径400-800微米钨针或者校直钨丝,切割成20-50mm的长度,形成捆束装结构,放置到固定框2中,浇注松香或者PMMA等材料进行固定成型,浇注高度高于钨针的高度,然后用磨床磨平,磨到钨针端部位置,保证钨针断面在同一个水平面,高度一致,然后通过悬吊的方法,将磨平的断面浸入酒精、甲笨等可溶解松香的溶剂中,控制溶解高度,从而可以控制微针的高度,300-700微米之间,溶解掉松香,露出钨针或者钨丝,然后在HCl或者H
以另外一种实际生产操作为例进行说明:
选择多个直径400-800微米钨针或者校直钨丝,切割成20-50mm的长度,在金属铝等材料上打微米孔阵列,微孔的直径和钨针或者钨丝的直径相同,将钨针或者钨丝植入微米孔中,然后再浇注松香或PMMA等材料进行固定成型,浇注高度高于钨针的高度,然后用磨床磨平,磨到钨针端部位置,保证钨针断面在同一个水平面,高度一致,然后通过悬吊的方法,将磨平的断面浸入酒精、甲笨等可溶解松香的溶剂中,控制溶解高度,从而可以控制微针的高度,300-700微米之间,溶解掉松香,露出钨针或者钨丝,然后在HCl或者H
采用本发明实施例提供的微针阵列阳模模具的制造方法得到的微针阵列阳模模具,在单个大小不足时,可以多个拼接在一起形成更大的阳模进行使用。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种微针阵列阳模模具的制造方法
- 微针阵列、制造该微针阵列的模铸方法及所使用的模具