一种插件电感的智能化生产工艺
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及插件电感领域,具体是一种插件电感的智能化生产工艺。
背景技术
贴片电感(Chip inductors),又称为功率电感、大电流电感和表面贴装高功率电感。具有小型化,高品质,高能量储存和低电阻等特性。一般电子线路中的电感是空心线圈,或带有磁芯的线圈,只能通过较小的电流,承受较低的电压;而功率电感也有空心线圈的,也有带磁芯的,主要特点是用粗导线绕制,可承受数十安,数百,数千,甚至于数万安。功率贴片电感是分带磁罩和不带磁罩两种,主要由磁芯和铜线组成。在电路中主要起滤波和振荡作用片式电感器主要有4种类型,即绕线型、叠层型、编织型和薄膜片式电感器。常用的是绕线式和叠层式两种类型。前者是传统绕线电感器小型化的产物;后者则采用多层印刷技术和叠层生产工艺制作,体积比绕线型片式电感器还要小,是电感元件领域重点开发的产品。主要产品为功率电感、模压电感、一体成型电感、磁胶电感、叠层电感、贴片电感、功率电感、电感器、可调电感、片式电感、大功率电感、大电流电感等系列产品。产品广泛应用于数码产品、PDA、笔记本电脑、移动电话、网络通信、显卡、液晶背光源、电源模块、汽车电子、安防产品、办公自动化、家庭电器、对讲机、电子玩具、运动器材及医疗仪器等。
但是现在的插件电感在进行加工和生产时,主要的是进行手工的成型植脚片植入,然后进行人工的效正引脚,对引脚进行检查,之后在进行烘干的操作,整体的插件电感难以做到智能化生产,整体的生产的效率相对来说比较慢,不能够实现大面积的批量化生产,同时整体的加工需要通过人工参与的环节太多,需要用到的人力成本过于高,通过人工的方式进行成型植脚片植入,这样的引脚的损坏率较高,同时点胶操作难以实现,基本会出现溢胶的操作,这样的操作,直接的导致了整个的插件电感电路连接紊乱,导致了插件电感的加工失败,造成材料的浪费,缺点还有如下:1、产品流转多工序,损耗多、品质不稳定。2、需人工外观筛选,品质无法保障。3、点胶难度大、耗费人工多。
因此,本领域技术人员提供了一种插件电感的智能化生产工艺,以解决上述背景技术中提出的问题。
发明内容
本发明的目的在于提供一种插件电感的智能化生产工艺,以解决上述背景技术中提出的现在的插件电感在进行加工和生产时,主要的是进行手工的成型植脚片植入,然后进行人工的效正引脚,对引脚进行检查,之后在进行烘干的操作,整体的插件电感难以做到智能化生产,整体的生产的效率相对来说比较慢,不能够实现大面积的批量化生产,同时整体的加工需要通过人工参与的环节太多,需要用到的人力成本过于高,通过人工的方式进行成型植脚片植入,这样的引脚的损坏率较高,同时点胶操作难以实现,基本会出现溢胶的操作,这样的操作,直接的导致了整个的插件电感电路连接紊乱,导致了插件电感的加工失败,造成材料的浪费,缺点还有如下:1、产品流转多工序,损耗多、品质不稳定。2、需人工外观筛选,品质无法保障。3、点胶难度大、耗费人工多的问题。
为实现上述目的,本发明提供如下技术方案:
一种插件电感的智能化生产工艺,其工艺包括以下步骤:
步骤一:成型植脚片放置到震动下料机的内部,在震动的作用下使得植脚片进行有序高效的排列下料处理;
步骤二:将植脚片进行固定定型后,通过绕线器对其进行绕线处理;
步骤三:对绕线完成后的植脚片进行焊接稳定处理;
步骤四:在CCD检测的作用下对其外观筛选处理,CCD检测,通过CCD相机对来料进行成像处理,CCD相机成像处理后的图像数据与系统标准数据进行对比,检测合格的进入下一道工序,次品自动下线;
步骤五:点胶,点胶为环氧树脂,用于保护焊接处的焊点;
步骤六:浸泡凡立水,在浸泡凡立水前需要将产品进行放置到链板线上;
步骤七:烘烤,烘烤可加速凡立水的凝固;
步骤八:对处理好的产品进行套管固定,然后进行出料处理。
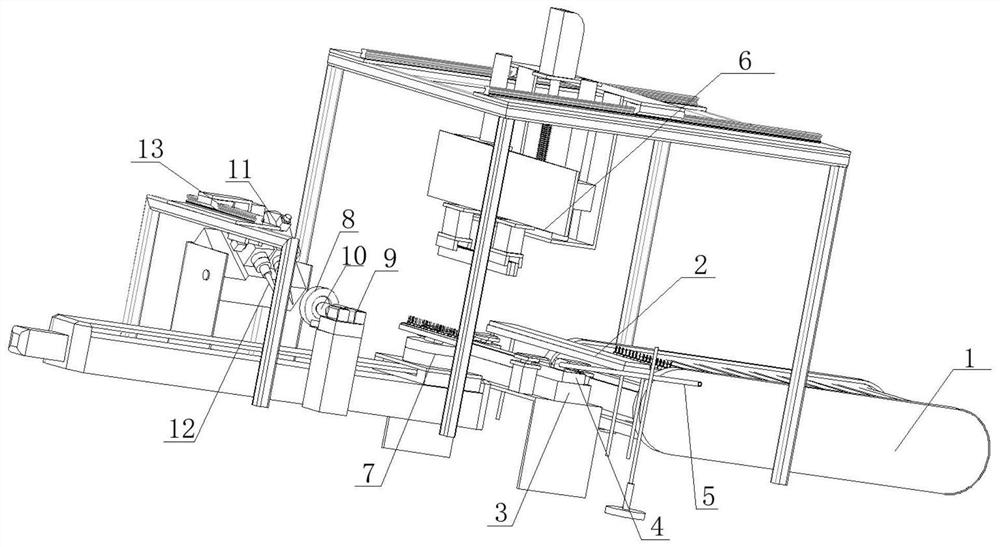
一种插件电感的智能化生产工艺,所述步骤六中的浸泡凡立水工艺单元包括链板线,所述链板线的一端设置有擦残胶泡棉,所述链板线在擦残胶泡棉的同一端设置有防溢槽,所述防溢槽的内侧边设置有胶槽,所述防溢槽的一端设置有补料软管,所述防溢槽的顶面设置有取料机构,所述防溢槽在远离擦残胶泡棉的一端设置有移动转动机构,所述移动转动机构的一侧边设置有光源,所述光源的一侧边设置有CCD相机,所述CCD相机在靠近光源的一端设置有镜头,所述移动转动机构的顶面设置有调节阀,所述调节阀的顶面斜设置有供胶接头,所述移动转动机构的顶面设置有次品下线机构。
作为本发明的一种优选实施方式:所述取料机构固定设置在防溢槽的顶面之间位置,且胶槽设置有升降结构。
作为本发明的一种优选实施方式:所述补料软管的一端延伸至胶槽的顶面位置。
作为本发明的一种优选实施方式:所述移动转动机构设置在固定板的顶面位置,且通过滑动块滑动设置在顶面位置。
作为本发明的一种优选实施方式:所述调节阀的个数为两个,且两个调节阀分别倾斜向下设置,供胶接头固定套接在调节阀的输出端位置。
与现有技术相比,本发明的有益效果是:
本发明一种插件电感的智能化生产工艺,能够高效的将成型植脚片快速的插接到插件之中,能够有效的避免通过人工的方式进行成型植脚片植入,可以在一定的程度上避免引脚的损坏,同时通过机械的方式进行双面点胶,能够有效的控制点胶的胶量,能够防止因为人工出现失误而出现大面积溢胶的情况的发生,保证整个的插件电感电路的连接,能够进行大批量的生产,可以大大的减少人工参与的环节,同时能够达到智能化的生产,通过插入成型植脚片,点胶,检测,烘干,进行一系列的加工自动化,能够整体的生产的效率相对来说可以大幅度的提高,起到节省人力物力的作用,还包括以下优点:
1.CCD(外观筛选):不良品自动排料,保障无缺陷产品流出。
2.自动点胶:保护焊点,提高品质管控。
3.凡立水:绝缘保护线圈、降低零件使用噪音。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
图1为一种插件电感的智能化生产工艺中的工艺流程示意图;
图2为一种插件电感的智能化生产工艺中的链板线部分的立体结构示意图;
图3为一种插件电感的智能化生产工艺中的链板线部分的左右等角侧视的立体结构示意图。
图4为一种插件电感的智能化生产工艺中的链板线部分的等轴侧视的立体结构示意图。
图中:1、链板线;2、擦残胶泡棉;3、防溢槽;4、胶槽;5、补料软管;6、取料机构;7、移动转动机构;8、光源;9、CCD相机;10、镜头;11、调节阀;12、供胶接头;13、次品下线机构。
具体实施方式
请参阅图1-3,本发明实施例中,一种插件电感的智能化生产工艺,其工艺包括以下步骤:
步骤一:成型植脚片放置到震动下料机的内部,在震动的作用下使得植脚片进行有序高效的排列下料处理;
步骤二:将植脚片进行固定定型后,通过绕线器对其进行绕线处理;
步骤三:对绕线完成后的植脚片进行焊接稳定处理;
步骤四:在CCD检测的作用下对其外观筛选处理,CCD检测,通过CCD相机对来料进行成像处理,CCD相机成像处理后的图像数据与系统标准数据进行对比,检测合格的进入下一道工序,次品自动下线;
步骤五:点胶,点胶为环氧树脂,用于保护焊接处的焊点;
步骤六:浸泡凡立水,在浸泡凡立水前需要将产品进行放置到链板线1上,凡立水则是清漆的俗称。清漆是一类不含着色物质的涂料,其主要成分是由树脂和溶剂或树脂、油和溶剂配制而成。将其涂于物体表面后溶剂挥发,树脂或树脂和油结成透明、光滑的薄膜,显出物体原有的花纹,易干耐用,并能耐酸和油;
步骤七:烘烤,烘烤可加速凡立水的凝固;
步骤八:对处理好的产品进行套管固定,然后进行出料处理。
一种插件电感的智能化生产工艺,首先进行成型植脚片放置到震动下料机的内部,在震动的作用下使得植脚片进行有序高效的排列下料处理,之后将植脚片进行固定定型后,通过绕线器对其进行绕线处理,然后对绕线完成后的植脚片进行焊接稳定处理,再在CCD检测的作用下对其外观筛选处理,CCD检测,通过CCD相机对来料进行成像处理,CCD相机成像处理后的图像数据与系统标准数据进行对比,检测合格的进入下一道工序,次品自动下线,进行点胶,点胶为环氧树脂,用于保护焊接处的焊点,再进行浸泡凡立水,链板线1的一端设置有擦残胶泡棉2,链板线1在擦残胶泡棉2的同一端设置有防溢槽3,防溢槽3的内侧边设置有胶槽4,取料机构6固定设置在防溢槽3的顶面之间位置,且胶槽4设置有升降结构,防溢槽3的一端设置有补料软管5,补料软管5的一端延伸至胶槽4的顶面位置,防溢槽3的顶面设置有取料机构6,防溢槽3在远离擦残胶泡棉2的一端设置有移动转动机构7,移动转动机构7设置在固定板的顶面位置,且通过滑动块滑动设置在顶面位置,移动转动机构7的一侧边设置有光源8,光源8的一侧边设置有CCD相机9,CCD相机9在靠近光源8的一端设置有镜头10,移动转动机构7的顶面设置有调节阀11,调节阀11的顶面斜设置有供胶接头12,调节阀11的个数为两个,且两个调节阀11分别倾斜向下设置,供胶接头12固定套接在调节阀11的输出端位置,移动转动机构7的顶面设置有次品下线机构13,最后进行烘烤,烘烤可加速凡立水的凝固,对处理好的产品进行套管固定,然后进行出料处理。
以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种插件电感的智能化生产工艺
- 一种插件式电感线圈及模压电感