一种螺母自动送料焊接机
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及焊接机技术领域,尤其涉及一种螺母自动送料焊接机。
背景技术
在生产加工制造行业中,许多工件是通过螺母和螺栓来进行连接的,尤其是当钣金、薄板金属与其他零件需要采用螺纹连接时,螺母的焊接就显得尤为重要。传统的螺母焊接操作中,通常采用人工操作的方式对螺母进行送料,手动对螺母进行操作定位,这种方式极大地增加了工人的劳动强度,增加了人力的消耗,并且人工操作的方式精度差,效率低下,难以满足现代化高速生产的需求。
发明内容
为了解决上述背景技术问题,本发明提供了一种螺母自动送料焊接机,该自动螺母送料焊接机实现了自动输送螺母至电极导向销上,自动焊接螺母,降低了操作工的劳动强度,大幅提高了工作效率,提高了输送精度和焊接质量。
为实现上述目的,本发明提供如下技术方案:
一种螺母自动送料焊接机,包括点焊机,其特征在于:还包括机架、外护罩、供料装置、送料装置和电源控制系统;所述机架设于点焊机的一侧,所述机架上方设有外护罩,所述电源控制系统设于外护罩内前侧壁上端;
所述供料装置包括料斗、振动盘,所述振动盘设于外护罩内部机架上平面中间,所述料斗设于振动盘后上方,所述料斗前下端设有落料口,料斗内螺母从该落料口进入振动盘内;
所述送料装置包括输送管、送料座、压送气缸、压料杆、定位筒、定位调节装置和电磁铁,所述输送管一端与振动盘出料口连接,所述送料座包括进料管、送料口和开关活页弹簧,所述进料管下端部设有开口槽,所述开口槽与送料口相对应,所述开口槽右端设有开关活页弹簧,所述输送管另一端与进料管相连,输送管将螺母输送至送料座上开口槽内,所述输送管与振动盘出料口连接处设有进气接口,该进气接口与空压机相联,空压机向输送管内输入压缩空气,压缩空气的进气方向与螺母输送方向一致,所述送料座设于点焊机的电极导向销斜上方;
所述压料杆与压送气缸活塞杆端头固定连接,所述定位筒套设于压料杆外侧,一端与压送气缸缸体固定连接,另一端端部设有电磁铁,所述压料杆端部套设于该电磁铁内,所述电磁铁另一端与送料座固定连接,且压料杆端头正对开口槽,所述电磁铁与电源控制系统相联,工作时可使压料杆端部带有磁性,将螺母吸住,在压料杆将螺母送至离点焊机下方电极导向销距离10mm时,电磁铁电源会断开;
所述定位筒通过定位调节装置与点焊机机体外侧壁固定连接,所述压送气缸带动压料杆沿定位筒轴向直线移动,且移动方向与点焊机下面的电极导向销位置相对应,通过定位调节装置可以调节压料杆的安装角度;
所述输送管两端头外侧均设有接近开关,所述接近开关与电源控制系统相联,用于检测螺母进、出料情况和启动压料杆。
进一步的,所述定位调节装置包括固定块一、固定块二、固定块三和L型支撑杆;
所述固定块一与点焊机机体外侧壁固定连接,中间设有第一通孔,该第一通孔外侧壁上开设有第一开缝,所述L型支撑杆一端套设于第一通孔内,所述第一开缝的两侧设有第一螺栓,L型支撑杆与固定块一形成可拆卸固定连接;
所述固定块二一端设有横向的第二通孔,该第二通孔外侧壁上开设有第二开缝,所述L型支撑杆另一端套设于第二通孔内,所述第二开缝的两侧设有第二螺栓,L型支撑杆与固定块二形成可拆卸固定连接,所述固定块二另一端设有竖向的第三通孔,该第三通孔外侧壁上开设有第三开缝,所述第三开缝的两侧设有第三螺栓;
所述固定块三下侧面中间固设有圆柱销,所述圆柱销套设于第三通孔内,使固定块二与固定块三形成可拆卸固定连接,所述固定块三上端设有横向的第四通孔,该第四通孔外侧壁上开设有第四开缝,所述定位筒套设于第四通孔内,所述第四开缝的两侧设有第四螺栓,定位筒与固定块三形成可拆卸固定连接。
进一步的,所述压料杆的安装角度设为20~60°。
进一步的,所述料斗落料口前端设有锥形的导料槽,后端设有推送气缸,所述推送气缸活塞杆端连接有推板,所述推板设于导料槽内,可沿导料槽将螺母推入振动盘内,所述推料气缸与电源控制系统相联。
进一步的,所述料斗前侧壁落料口上方设有出料闸门,所述料斗前侧壁上开设有两个腰形孔,所述出料闸门可沿腰形孔上、下移动,调节料斗落料口大小,防止振动盘内螺母堆积。
进一步的,所述振动盘上方设有螺母检测装置,该螺母检测装置与电源控制系统相联,用于检测振动盘中间是否有螺母,所述螺母检测装置通过支架与导料槽外侧壁固定连接。
进一步的,所述电磁铁可通入正向电流和反向消磁电流,压料杆送料时通入正向电流,使压料杆端部产生电磁吸力吸住螺母,将螺母送向点焊机下方电极导向销,在螺母被送至离电极导向销10mm处通入反向消磁电流,可消除压料杆端部遗留电磁,防止压料杆将螺母带回。
进一步的,所述定位筒与电磁铁之间还设有定位盘,所述定位筒右端面上设有止口,所述定位盘左端面上设有凸台,该凸台与止口相套接,所述压料杆右侧外圆面下侧设有切平面,使压料杆右侧横截面为月牙形,所述定位盘中间设有与压料杆右侧相配合的月牙形通孔,所述压料杆右侧穿过该月牙形通孔。
进一步的,所述送料座还包括座板、两件L型板,两件L型板相背设置,中间形成出料口,所述进料管设于两件L型板中间左侧,所述开关活页弹簧设于两件L型板中间进料管右侧,所述进料管右侧外侧面上设有腰形槽,从该腰形槽可以看见螺母进料情况。
与现有技术相比,本发明的有益效果为:1)通过电源控制系统、送料装置与供料装置的配合作用下,能够自动将螺母送至点焊机的点焊位置,送料速度快,无需人工操作,极大地降低了工人的劳动强度,减少了人力的消耗;2)在送料装置作用下,相较于人工操作,送料的精度更高,效率更高,满足了现代化高速生产的需求;3)输送管内输入压缩空气输送料,提高了输送效率,降低了能耗;4)压料杆端部设有电磁铁,使压料杆可以吸住螺母,提高了送料稳定性,防止螺母飞溅砸伤操作工,消除了安全隐范;5)通过设置螺母检测装置、推料气缸、导料槽和出料闸门,可有效防止振动盘内缺少螺母或者振动盘内螺母堆积,保证持续、有序地进料,提高了装置的实用性;6)送料座上落料口处设有开关活页弹簧,可防止螺母自动弹出砸伤操作工,压料杆送料后可以自动复位,提高了安全性能。
附图说明
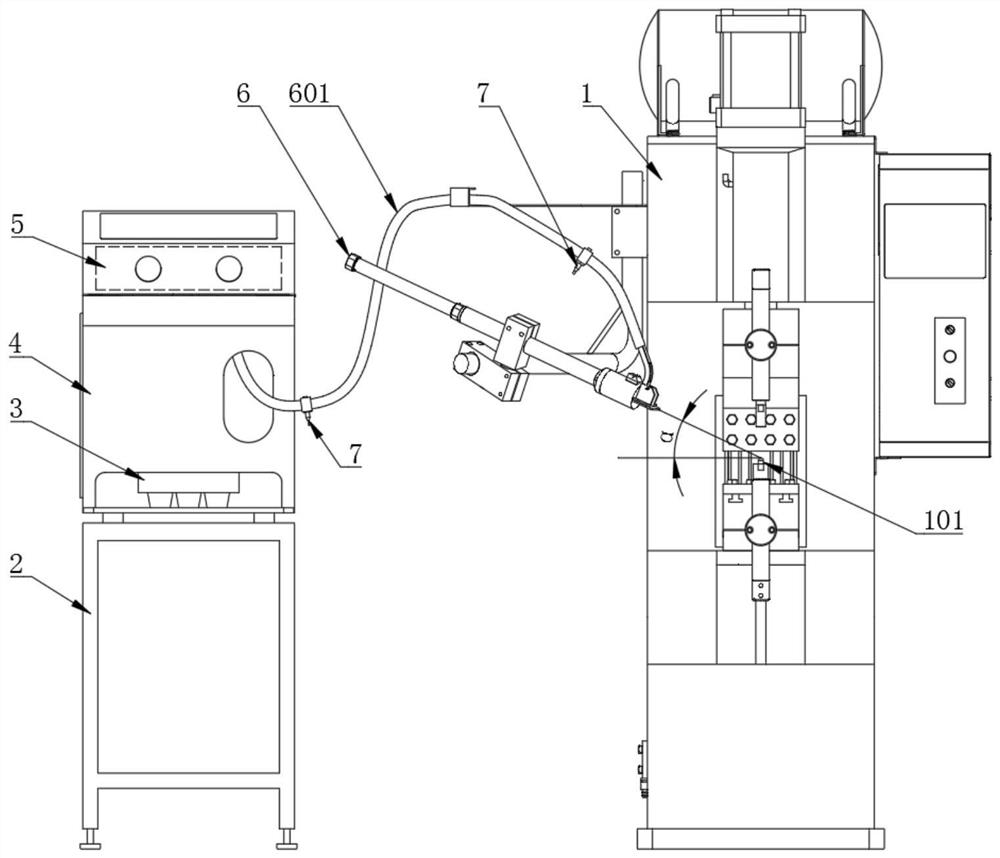
图1为本发明实施例结构示意图;
图2为本发明实施例供料装置结构示意图;
图3为本发明实施例供料装置左视结构示意图;
图4为本发明实施例料斗结构示意图;
图5为本发明实施例送料装置结构示意图;
图6为本发明实施例送料装置剖视结构示意图;
图7为本发明实施例送料座结构示意图;
图8为本发明实施例定位盘结构示意图;
图9为本发明实施例固定块一、二、三结构示意图。
图中:1、点焊机,2、机架,3、供料装置,301、振动盘,3011、振动盘出料口,302、料斗,3021、腰形孔,3022、落料口,303、导料槽,304、出料闸门,305、螺母检测装置,306、推送气缸,307、推料板,308、支架,4、外护罩,5、电源控制系统,6、送料装置,601、输送管,602、压送气缸,603、定位筒,6031、止口,604、定位调节装置,6041、L型支撑杆,6042、固定块一,60421、第一通孔,60422、第一开缝,6043、固定块二,60431、第二通孔,60432、第二开缝,60433、第三通孔,60434、第三开缝,6044、固定块三,60441、圆柱销,60442、第四通孔,60443、第四开缝,605、压料杆,6051、切平面,606、联轴器,607、定位盘,6071、凸台,6072、月牙形通孔,608、电磁铁,609、送料座,6091、座板,6092、L型板,6093、开关活页弹簧,6094、进料管,6095、腰形槽,6096、出料口,7、接近开关。
具体实施方式
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
如图1至9所示,本发明实施例一种螺母自动送料焊接机,包括点焊机1、机架2、供料装置3、外护罩4、电源控制系统5和送料装置6;机架2设于点焊机1的一侧,与点焊机相距1000mm,机架2上方设有外护罩4,电源控制系统5设于外护罩4内前侧壁上端。
供料装置3包括料斗302、振动盘301,振动盘301设于外护罩4内部机架2上平面中间,料斗302设于振动盘301后上方,料斗302前下端设有落料口3022;
落料口3022前端设有锥形的导料槽303,后端设有推送气缸306,推送气缸306活塞杆端连接有推板307,推板307设于导料槽303内,启动推送气缸306,可带动推板307沿导料槽303将螺母推入振动盘301内,推料气缸307与电源控制系统5相联;料斗302前侧壁落料口3022上方设有出料闸门304,料斗302前侧壁上开设有两个腰形孔3021,出料闸门304可沿腰形孔3021上、下移动,调节料斗落料口3022大小,防止振动盘301内螺母堆积太多,影响送料效率;振动盘301上方设有螺母检测装置305,该螺母检测装置305与电源控制系统5相联,用于检测振动盘301中间是否有螺母,螺母检测装置305通过支架308与导料槽303外侧壁固定连接。
送料装置6包括输送管601、送料座609、压送气缸602、压料杆605、定位筒603、定位调节装置604和电磁铁608,输送管601一端与振动盘出料口3011连接,送料座609包括进料管6094、送料口6096和开关活页弹簧6093,进料管6094下端部设有开口槽,开口槽与送料口6096相对应,开口槽右端设有开关活页弹簧6093,开关活页弹簧6093用于压料杆605不送料时对螺母进行限位,防止输送管端螺母飞溅出来砸伤操作工,消除安全隐范,同时在压料杆605送料后起复位作用;输送管601另一端与进料管6094上端相连,输送管601将螺母输送至送料座609上开口槽内,输送管601与振动盘出料口3011连接处设有进气接口,该进气接口与空压机相联,空压机向输送管601内输入压缩空气,压缩空气的进气方向与螺母输送方向一致,送料座609设于点焊机1的电极导向销101斜上方;本实施例利用空压机的压缩空气送料,送料速度快,降低了能耗,大大提高了送料效率。
压料杆605与压送气缸602活塞杆端头固定连接,定位筒603套设于压料杆605外侧,一端与压送气缸602缸体固定连接,另一端端部设有电磁铁608,压料杆605端部套设于该电磁铁608内,电磁铁608另一端与送料座609固定连接,且压料杆605端头正对开口槽,电磁铁608与电源控制系统相联5,工作时可使压料杆605端部带有磁性,将螺母吸住,在压料杆605将螺母送至离点焊机1下方电极导向销101距离10mm时,电磁铁608电源会断开,电磁铁608可通入正向电流和反向消磁电流,压料杆605送料时通入正向电流,使压料杆605端部产生电磁吸力吸住螺母,将螺母送向点焊机1下方电极导向销101上,在螺母被送至与电极导向销101相距10mm处通入反向消磁电流,可消除压料杆605端部遗留电磁,防止压料杆605将螺母带回;反向消磁电流大小可以通过电源控制系统控制开关调节,使压料杆605刚好能将螺母送至电极导向销101,又不会把螺母带回。
定位筒603通过定位调节装置604与点焊机1机体外侧壁固定连接,定位调节装置604包括固定块一6042、固定块二6043、固定块三6044和L型支撑杆6041;固定块一6042与点焊机1机体外侧壁固定连接,中间设有第一通孔60421,该第一通孔60421外侧壁上开设有第一开缝60422, L型支撑杆6041一端套设于第一通孔60421内,第一开缝60422的两侧设有第一螺栓,L型支撑杆6041与固定块一6042形成可拆卸固定连接;固定块二6043一端设有横向的第二通孔60431,该第二通孔60431外侧壁上开设有第二开缝60432,L型支撑杆6041另一端套设于第二通孔60431内,第二开缝60432的两侧设有第二螺栓,L型支撑杆6041与固定块二6043形成可拆卸固定连接,固定块二6043另一端设有竖向的第三通孔60433,该第三通孔60433外侧壁上开设有第三开缝60434,第三开缝60434的两侧设有第三螺栓;固定块三6044下侧面中间固设有圆柱销60441,圆柱销60441套设于第三通孔60433内,使固定块二6043与固定块三6044形成可拆卸固定连接,固定块三6044上端设有横向的第四通孔60442,该第四通孔60442外侧壁上开设有第四开缝60443,定位筒603套设于第四通孔60442内,第四开缝60443的两侧设有第四螺栓,定位筒603与固定块三6044形成可拆卸固定连接。松开第一螺栓、第二螺栓、第三螺栓、第四螺栓,根据螺母的不同规格,可以调节压料杆的安装角度α为20°~60°;
压送气缸602带动压料杆605沿定位筒603轴向直线移动,通过定位调节装置604使压料杆605移动方向与点焊机1下面的电极导向销101位置相对应,使待焊接的螺母正好套于电极导向销101上。
输送管601两端头外侧均设有接近开关7,接近开关7与电源控制系统5相联,左端的接近开关7用于检测输送管内螺母进料情况,右端的接近开关7用于检测输送管内螺母出料情况和启动压料杆605,使压料杆605自动压送螺母至电极导向销101上。
作为优选,定位筒603与电磁铁608之间还设有定位盘607,定位筒603右端面上设有止口6031,定位盘607左端面上设有凸台6071,该凸台6071与止口6031相套接,压料杆605右侧外圆面下侧设有切平面6051,使压料杆605右侧横截面为月牙形,定位盘607中间设有与压料杆605右侧外形相配合的月牙形通孔6072,压料杆605右侧穿过该月牙形通孔6072。压料杆605月牙形的外形与月牙形通孔6072的配合作用,可防止压料杆605产生旋转,使压料杆605移动更平稳,使用寿命更长。
作为优选,送料座609还包括座板6091、两件L型板6092,两件L型板6092相背设置,中间形成出料口6096,进料管6094设于两件L型板6092中间左侧,开关活页弹簧6093设于两件L型板6092中间进料管6094右侧,进料管6094右侧外侧面上设有腰形槽6095,从该腰形槽6095可以看见螺母进料情况。
本发明的工作原理:首先松开松开第一螺栓、第二螺栓、第三螺栓、第四螺栓,根据待焊接的螺母规格,调节压料杆605的安装角度α为25°,使压料杆605移动方向与点焊机1下面的电极导向销101位置相对应,使待焊接的螺母正好套于电极导向销101上,调节到位后锁紧第一螺栓、第二螺栓、第三螺栓、第四螺栓;启动电源控制系统5,向料斗302内加入待焊接螺母,启动推送气缸306,带动推板307将螺母推入振动盘301内,启动振动盘301和空压机开始供料,压缩空气压力在输送管601内推送螺母,当螺母经过输送管601右端的接近开关7时,接近开关7将到料信息发送至电源控制系统5时,电源控制系统5控制启动压送气缸602和电磁铁608,压送气缸602带动压料杆605向电极导向销101的方向移动,电磁铁608通电后使压料杆605端部产生磁性吸住螺母,压料杆605将螺母压送至与电极导向销101距离10mm处时,电源控制系统5控制电磁铁608通入反向消除电流,及时消除压料杆605端部的遗留电磁,刚好将螺母送至电极导向销101上,防止将螺母带回。本发明实施例通过电源控制系统5和供料装置3、送料装置6的配合作用,能够自动、精准地将螺母送至点焊机1的点焊位置,送料速度快,无需人工操作,极大地降低了工人的劳动强度,减少了人力的消耗,送料的精度更高,效率更高,满足了现代化高速生产的需求。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种螺母自动送料焊接机
- 一种激光焊接机刀柄自动送料装置