一种适用于高频高速的LCP复合膜及其制备方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及一种适用于高频高速的LCP复合膜及其制备方法。
背景技术
随着5G时代的到来,光电、航天、国防及移动通讯对高频高速传输提出了更高的要求,对应用端手机、基站、物联网、汽车等硬件载体的材料以及化工新材料也提出了更严格的要求。天线作为无线通信不可缺少的基础一环,在5G高频、高速与小型化的趋势下,天线技术对材料的要求更加苛刻,一方面需要满足毫米波对于天线材料的特殊要求,同时还需要极大程度地缩减天线所占空间。目前主流的天线基材主要是聚酰亚胺(Polyimide,PI),但是由于PI基材的介电常数和损耗因子较大、吸湿性较大、可靠性较差,导致高频传输损耗严重、结构特性较差,难以适应5G高频、高速信号传输的需求。改性聚酰亚胺(Modified PI,MPI)能在15GHz以下的频率范围内能够满足应用需求,但伴随更高频率的毫米波段的逐步应用,MPI的传输亦将受到限制,在多层板设计方面的不足将逐步凸显。
液晶聚合物(Liquid Crystal Polymer,LCP)是上世纪80年代初期发展起来的一种新型高性能特种工程塑料,属于全芳香族聚酯。其在一定条件下能以液晶相形式存在,分子具有高分子量和自发取向的特征,使得LCP显现出优异的性能,如高强度、高模量、低传输损耗、低吸湿性、高可弯折性,并有良好的加工流动性等优异性能,是一种极具应用潜质的高新材料。热塑性液晶聚合物(Thermoplastic Liquid Crystal Polymer,TLCP)薄膜具有优良的耐热性、低的吸湿性以及低的介电常数和介电损耗,可作为印制电路中的绝缘材料。专利文献CN111497173A制备出的液晶聚合物薄膜在10GHz频率下的相对介电常数在2.61-3.01之间;专利文献CN103917582B报道了经热处理后的热塑性液晶聚合物薄膜在测试温度为-100℃-100℃范围、湿度为25℃50%RH和85℃85%RH以及频率为1-100GHz的条件下的相对介电常数和介电损耗的变化范围分别在2.6-3.5和0.001-0.01左右;专利文献CN110978576A所述液晶聚合物薄膜的在10GHz频率下介电常数为2.9-3.1左右,介电损耗在0.0012左右,应用该薄膜制备得到的FPC的介电常数和介电损耗分别为2.9和0.006左右;专利文献CN104220236A报道的热塑性液晶聚合物薄膜在15GHz下的MD方向和TD方向的介电常数均在3.22左右。因此,LCP材料有望大规模替代PI基材而成为未来适用于高频高速的主流天线基材。
发明内容
本发明的目的是提供一种具有较低介电常数和介电损耗的、适用于高频高速的LCP复合膜及其制备方法。
一种适用于高频高速的LCP复合膜,它由上至下依次包括TLCP层、TLCP-塑料复合层、基层;
所述TLCP层中包含TLCP和聚四氟乙烯,且聚四氟乙烯的质量分数为15~30%,余量为TLCP;
所述TLCP-塑料复合层中包含TLCP纤维、PET和聚四氟乙烯,且TLCP纤维的质量分数为10~20%,PET的质量分数为20~30%,余量为聚四氟乙烯。
一种适用于高频高速的LCP复合膜的制备方法,其特征在于它是按以下步骤完成的:
一、制备TLCP单层膜:①将TLCP和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为280~300℃下熔融混炼,得到TLCP层混合料;②将TLCP层混合料挤出吹塑后,冷却至20~25℃,制备出两块TLCP单层膜,一块在步骤二中使用,一块在步骤四中使用;
二、制备TLCP-塑料复合层:①将PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为280~300℃下熔融混炼,得到PET-聚四氟乙烯混合料,将PET-聚四氟乙烯混合料挤出吹塑后,冷却至20~25℃,得到PET-聚四氟乙烯复合膜;②在温度为260~270℃、压力为1.8~2.0MPa以及时间为1~2h下将TLCP纤维热压至TLCP单层膜上平面,冷却至20~25℃,得到表面附着TLCP纤维的TLCP膜;③由上至下按照PET-聚四氟乙烯复合膜、TLCP纤维和TLCP单层膜的顺序将PET-聚四氟乙烯复合膜与表面附着TLCP纤维的TLCP膜在温度为230~260℃、压力为1.5~2.0MPa以及时间为1~2h下热压在一起,得到双层膜,即TLCP-塑料复合层(2);
三、制备基层:①将空心玻璃微珠、PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为265~285℃下熔融混炼,得到基层混合料;②将基层混合料挤出吹塑后,冷却至20~25℃,得到基层膜,即基层(3);
四、制备LCP复合膜:①将步骤一至步骤三得到的膜由上至下按照TLCP单层膜、TLCP-塑料复合层和基层的顺序在温度为260~290℃、压力为1.8~2.0MPa以及时间为1~2h下热压在一起,得到三层复合膜;②在温度为220~240℃对三层复合膜热处理1~2h,得到适用于高频高速的LCP复合膜,所述适用于高频高速的LCP复合膜由上至下依次包括TLCP层(1)、TLCP-塑料复合层(2)、基层(3)。
本发明原理及优点:
一、本发明一种适用于高频高速的LCP复合膜中间层为TLCP-塑料复合层,可以提高复合膜的强度与模量,同时使复合膜具有优良的绝缘性能;
二、本发明一种适用于高频高速的LCP复合膜中增加一层基层,可以进一步降低复合膜的介电损耗;
三、本发明一种适用于高频高速的LCP复合膜逐层制备,且制备完成后进行热处理,促使层间渗透,提高层间的结合强度,避免分层;
附图说明
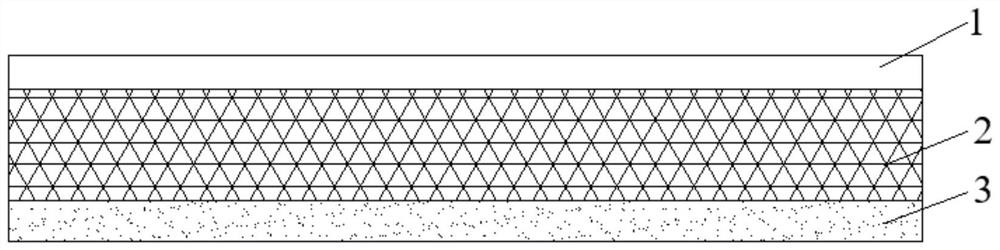
图1是本发明一种适用于高频高速的LCP复合膜的结构示意图,图中1表示TLCP层,2表示TLCP-塑料复合层,3表示基层。
具体实施方式
具体实施方式一:结合图1,本实施方式是一种适用于高频高速的LCP复合膜,其特征在于适用于高频高速的LCP复合膜由上至下依次包括TLCP层(1)、TLCP-塑料复合层(2)和基层(3);
所述TLCP层(1)中包含TLCP和聚四氟乙烯,且聚四氟乙烯的质量分数为15~30%,余量为TLCP;
所述TLCP-塑料复合层(2)中包含TLCP纤维、PET和聚四氟乙烯,且TLCP纤维的质量分数为10~20%,PET的质量分数为20~30%,余量为聚四氟乙烯。
本实施方式TLCP纤维的拉伸强度超过了18cN/dtex,以TLCP纤维作为骨架可大大提高塑料制品的拉伸强度。
本实施方式PET为聚对苯二甲酸乙二醇酯,它具有良好的电绝缘性能和高的性价比。
具体实施方式二:结合图1,本实施方式与具体实施方式一的不同点是:所述TLCP-塑料复合层(2)中TLCP纤维为一层或两层;当TLCP纤维为一层时,TLCP-塑料复合层(2)中TLCP纤维的质量分数为10~15%,且TLCP纤维沿纵向设置;当TLCP纤维为两层时,TLCP-塑料复合层(2)中TLCP纤维的质量分数为15~20%,且同层TLCP纤维呈同向设置,相邻两层TLCP纤维呈交叉设置。其他与具体实施方式一相同。
具体实施方式三:结合图1,本实施方式与具体实施方式一或二之一不同点是:所述TLCP为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯。其他与具体实施方式一或二相同。
具体实施方式四:结合图1,本实施方式与具体实施方式一至三之一不同点是:所述TLCP纤维为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯纤维。其他与具体实施方式一至三相同。
具体实施方式五:结合图1,本实施方式与具体实施方式一至四之一不同点是:所述基层(3)中包含空心玻璃微珠、PET和聚四氟乙烯,空心玻璃微珠的质量分数为1~1.5%,PET的质量分数为20~30%,余量为聚四氟乙烯;空心玻璃微珠均匀分散于基层(3)中。其他与具体实施方式一至四相同。
具体实施方式六:结合图1,本实施方式与具体实施方式一至五之一不同点是:当TLCP-塑料复合层(2)中TLCP纤维为一层时,所述TLCP层(1)与TLCP-塑料复合层(2)厚度比为1:(3~4);当TLCP-塑料复合层(2)中TLCP纤维为两层时,所述TLCP层(1)与TLCP-塑料复合层(2)厚度比为1:(4~5)。其他与具体实施方式一至五相同。
具体实施方式七:结合图1,本实施方式与具体实施方式一至六之一不同点是:当TLCP-塑料复合层(2)中TLCP纤维为一层时,所述基层(3)与TLCP-塑料复合层(2)厚度比为1:(2~2.5);当TLCP-塑料复合层(2)中TLCP纤维为两层时,所述基层(3)与TLCP-塑料复合层(2)厚度比为1:(2.5~3)。其他与具体实施方式一至六相同。
具体实施方式八:本实施方式是一种适用于高频高速的LCP复合膜的制备方法,它是按以下步骤完成的:
一、制备TLCP单层膜:①将TLCP和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为280~300℃下熔融混炼,得到TLCP层混合料;②将TLCP层混合料挤出吹塑后,冷却至20~25℃,制备出两块TLCP单层膜,一块在步骤二中使用,一块在步骤四中使用;
二、制备TLCP-塑料复合层:①将PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为280~300℃下熔融混炼,得到PET-聚四氟乙烯混合料,将PET-聚四氟乙烯混合料挤出吹塑后,冷却至20~25℃,得到PET-聚四氟乙烯复合膜;②在温度为260~270℃、压力为1.8~2.0MPa以及时间为1~2h下将TLCP纤维热压至TLCP单层膜上平面,冷却至20~25℃,得到表面附着TLCP纤维的TLCP膜;③由上至下按照PET-聚四氟乙烯复合膜、TLCP纤维和TLCP单层膜的顺序将PET-聚四氟乙烯复合膜与表面附着TLCP纤维的TLCP膜在温度为230~260℃、压力为1.5~2.0MPa以及时间为1~2h下热压在一起,得到双层膜,即TLCP-塑料复合层(2);
三、制备基层:①将空心玻璃微珠、PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为265~285℃下熔融混炼,得到基层混合料;②将基层混合料挤出吹塑后,冷却至20~25℃,得到基层膜,即基层(3);
四、制备LCP复合膜:①将步骤一至步骤三得到的膜由上至下按照TLCP单层膜、TLCP-塑料复合层和基层的顺序在温度为260~290℃、压力为1.8~2.0MPa以及时间为1~2h下热压在一起,得到三层复合膜;②在温度为220~240℃对三层复合膜热处理1~2h,得到适用于高频高速的LCP复合膜,所述适用于高频高速的LCP复合膜由上至下依次包括TLCP层(1)、TLCP-塑料复合层(2)、基层(3)。
本实施方式在温度为260~290℃热压将复合膜两层之间复合在一起,可以使两层之间的界面模糊化,提高层间结合强度,并且本实施方式制备完成后,在温度为220~240℃下进行热处理,进一步促使层间渗透扩散,提高层间结合强度。
本发明内容不仅限于上述各实施方式的内容,其中一个或几个具体实施方式的组合同样也可以实现发明的目的。
所用原料:TLCP和TLCP纤维(宁波聚嘉新材料科技有限公司);聚四氟乙烯(浙江汇邦新材料有限公司);PET(仪化东丽聚酯薄膜有限公司);空心玻璃微珠(中科华星新材料有限公司,粒径为60μm)
介电性能测试:采用安捷伦公司生产的N5234A矢量网络分析仪测试LCP复合膜的介电常数和介电损耗,测试频率为20GHz。
采用下述实施例验证本发明效果:
实施例1:结合图1,一种适用于高频高速的LCP复合膜的制备方法,它是按以下步骤完成的:
一、制备TLCP单层膜:①将TLCP和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为300℃下熔融混炼,得到TLCP层混合料;②将TLCP层混合料挤出吹塑后,冷却至25℃,制备出两块TLCP单层膜,一块在步骤二中使用,一块在步骤四中使用;
二、制备TLCP-塑料复合层:①将PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为300℃下熔融混炼,得到PET-聚四氟乙烯混合料,将PET-聚四氟乙烯混合料挤出吹塑后,冷却至25℃,得到PET-聚四氟乙烯复合膜;②在温度为270℃、压力为2.0MPa以及时间为2h下将TLCP纤维热压至TLCP单层膜上平面,冷却至25℃,得到表面附着TLCP纤维的TLCP膜;③由上至下按照PET-聚四氟乙烯复合膜、TLCP纤维和TLCP单层膜的顺序将PET-聚四氟乙烯复合膜与表面附着TLCP纤维的TLCP膜在温度为260℃、压力为2.0MPa以及时间为2h下热压在一起,得到双层膜,即TLCP-塑料复合层(2);
三、制备基层:①将空心玻璃微珠、PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为285℃下熔融混炼,得到基层混合料;②将基层混合料挤出吹塑后,冷却至25℃,得到基层膜,即基层(3);
四、制备LCP复合膜:①将步骤一至步骤三得到的膜由上至下按照LCP单层膜、TLCP-塑料复合层和基层的顺序在温度为290℃、压力为2.0MPa以及时间为2h下热压在一起,得到三层复合膜;②在温度为230℃对三层复合膜热处理2h,得到适用于高频高速的LCP复合膜,所述适用于高频高速的LCP复合膜由上至下依次包括TLCP层(1)、TLCP-塑料复合层(2)、基层(3)。
本实施例所述TLCP层(1)中包含TLCP和聚四氟乙烯,且聚四氟乙烯的质量分数为30%,余量为TLCP;所述TLCP为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯。
本实施例所述TLCP-塑料复合层(2)中包含TLCP纤维、PET和聚四氟乙烯,且TLCP纤维的质量分数为20%,PET的质量分数为20%,余量为聚四氟乙烯;所述TLCP-塑料复合层(2)中TLCP纤维为两层,且同层TLCP纤维呈同向设置,相邻两层TLCP纤维呈交叉设置;所述TLCP纤维为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯纤维。
本实施例所述基层(3)中包含空心玻璃微珠、PET和聚四氟乙烯,空心玻璃微珠的质量分数为1.5%,PET的质量分数为20%,余量为聚四氟乙烯;空心玻璃微珠均匀分散于基层(3)中。
本实施例所述TLCP层(1)与TLCP-塑料复合层(2)厚度比为1:5;所述基层(3)与TLCP-塑料复合层(2)厚度比为1:3;所述高频高速的LCP复合膜的厚度为0.13mm。
其介电性能测试结果如表1所示,通过检测可知,本发明所得复合膜的介电常数为2.89,介电损耗为0.0015。
实施例2:结合图1,一种适用于高频高速的LCP复合膜的制备方法,它是按以下步骤完成的:
一、制备TLCP单层膜:①将TLCP和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为290℃下熔融混炼,得到TLCP层混合料;②将TLCP层混合料挤出吹塑后,冷却至20℃,制备出两块TLCP单层膜,一块在步骤二中使用,一块在步骤四中使用;
二、制备TLCP-塑料复合层:①将PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为285℃下熔融混炼,得到PET-聚四氟乙烯混合料,将PET-聚四氟乙烯混合料挤出吹塑后,冷却至20℃,得到PET-聚四氟乙烯复合膜;②在温度为265℃、压力为2.0MPa以及时间为1.5h下将TLCP纤维热压至TLCP单层膜上平面,冷却至20℃,得到表面附着TLCP纤维的TLCP膜;③由上至下按照PET-聚四氟乙烯复合膜、TLCP纤维和TLCP单层膜的顺序将PET-聚四氟乙烯复合膜与表面附着TLCP纤维的TLCP膜在温度为250℃、压力为1.8MPa以及时间为1.5h下热压在一起,得到双层膜,即TLCP-塑料复合层(2);
三、制备基层:①将空心玻璃微珠、PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为275℃下熔融混炼,得到基层混合料;②将基层混合料挤出吹塑后,冷却至20℃,得到基层膜,即基层(3);
四、制备LCP复合膜:①将步骤一至步骤三得到的膜由上至下按照LCP单层膜、TLCP-塑料复合层和基层的顺序在温度为270℃、压力为2.0MPa以及时间为1.5h下热压在一起,得到三层复合膜;②在温度为230℃对三层复合膜热处理1.5h,得到适用于高频高速的LCP复合膜,所述适用于高频高速的LCP复合膜由外至内依次包括TLCP层(1)、TLCP-塑料复合层(2)、基层(3)。
本实施例所述TLCP层(1)中包含TLCP和聚四氟乙烯,且聚四氟乙烯的质量分数为20%,余量为TLCP;所述TLCP为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯。
本实施例所述TLCP-塑料复合层(2)中包含TLCP纤维、PET和聚四氟乙烯,且TLCP纤维的质量分数为15%,PET的质量分数为25%,余量为聚四氟乙烯;所述TLCP-塑料复合层(2)中TLCP纤维为两层,且同层TLCP纤维呈同向设置,相邻两层TLCP纤维呈交叉设置;所述TLCP纤维为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯纤维。
本实施例所述基层(3)中包含空心玻璃微珠、PET和聚四氟乙烯,空心玻璃微珠的质量分数为1.2%,PET的质量分数为26%,余量为聚四氟乙烯;空心玻璃微珠均匀分散于基层(3)中。
本实施例所述TLCP层(1)与TLCP-塑料复合层(2)厚度比为1:4;所述基层(3)与TLCP-塑料复合层(2)厚度比为1:2.5;所述适用于高频高速的LCP复合膜的厚度为0.15mm。
其介电性能测试结果如表1所示,通过检测可知,本发明所得复合膜的介电常数为2.78,介电损耗为0.0011。
实施例3:结合图1,一种适用于高频高速的LCP复合膜的制备方法,它是按以下步骤完成的:
一、制备TLCP单层膜:①将TLCP和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为280℃下熔融混炼,得到TLCP层混合料;②将TLCP层混合料挤出吹塑后,冷却至20℃,制备出两块TLCP单层膜,一块在步骤二中使用,一块在步骤四中使用;
二、制备TLCP-塑料复合层:①将PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为280℃下熔融混炼,得到PET-聚四氟乙烯混合料,将PET-聚四氟乙烯混合料挤出吹塑后,冷却至20℃,得到PET-聚四氟乙烯复合膜;②在温度为260℃、压力为1.8MPa以及时间为1h下将TLCP纤维热压至TLCP单层膜上平面,冷却至20℃,得到表面附着TLCP纤维的TLCP膜;③由上至下按照PET-聚四氟乙烯复合膜、TLCP纤维和TLCP单层膜的顺序将PET-聚四氟乙烯复合膜与表面附着TLCP纤维的TLCP膜在温度为230℃、压力为1.5MPa以及时间为1h下热压在一起,得到双层膜,即TLCP-塑料复合层(2);
三、制备基层:①将空心玻璃微珠、PET和聚四氟乙烯颗粒加入双螺杆挤出机中,在温度为265℃下熔融混炼,得到基层混合料;②将基层混合料挤出吹塑后,冷却至20℃,得到基层膜,即基层(3);
四、制备LCP复合膜:①将步骤一至步骤三得到的膜由上至下按照LCP单层膜、TLCP-塑料复合层和基层的顺序在温度为260℃、压力为1.8MPa以及时间为1h下热压在一起,得到三层复合膜;②在温度为220℃对三层复合膜热处理1h,得到适用于高频高速的LCP复合膜,所述适用于高频高速的LCP复合膜由外至内依次包括TLCP层(1)、TLCP-塑料复合层(2)、基层(3)。
本实施例所述TLCP层(1)中包含TLCP和聚四氟乙烯,且聚四氟乙烯的质量分数为15%,余量为TLCP;所述TLCP为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯。
本实施例所述TLCP-塑料复合层(2)中包含TLCP纤维、PET和聚四氟乙烯,且TLCP纤维的质量分数为10%,PET的质量分数为30%,余量为聚四氟乙烯;所述TLCP-塑料复合层(2)中TLCP纤维为一层,且同层TLCP纤维呈纵向设置;所述TLCP纤维为对羟基苯甲酸与2-羟基-6-萘甲酸的共聚酯纤维。
本实施例所述基层(3)中包含空心玻璃微珠、PET和聚四氟乙烯,空心玻璃微珠的质量分数为1%,PET的质量分数为30%,余量为聚四氟乙烯;空心玻璃微珠均匀分散于基层(3)中。
本实施例所述TLCP层(1)与TLCP-塑料复合层(2)厚度比为1:3;所述基层(3)与TLCP-塑料复合层(2)厚度比为1:2;所述适用于高频高速的LCP复合膜的厚度为0.14mm。
其介电性能测试结果如表1所示,通过检测可知,本发明所得复合膜的介电常数为2.86,介电损耗为0.0013。
表1 LCP复合膜的介电性能测试数据
对比例1:本对比例LCP薄膜为宁波聚嘉新材料科技有限公司生产的
本对比例所用TLCP膜的介电性能测试结果如表2所示,其中,介电常数为3.15,介电损耗为0.0023。
表2 LCP薄膜的介电性能测试数据
综上所述,本发明提供了一种适用于高频高速的LCP复合膜及其制备方法,得到的LCP复合膜的介电常数和介电损耗相较于TLCP膜均有所降低,使高频高速信号传输损耗得到了降低,其介电损耗是传统PI膜的近十分之一,能够满足5G天线高频高速的应用需求。
- 一种适用于高频高速的LCP复合膜及其制备方法
- 一种适用于高速包装的复合膜标签及其制备方法