半导体装置
文献发布时间:2023-06-19 11:54:11
技术领域
本申请涉及半导体装置。
背景技术
近年来,安装了功率用半导体元件的半导体装置中,正在推进大容量化。为了使大电流流过功率用半导体元件,需要高效率地使半导体元件中产生的热量散热,因此,力图实现半导体元件与散热器等冷却器之间存在的绝缘构件和接合构件的低热阻化。
例如,专利文献1所公开的现有半导体装置中,利用包含热扩散板的特定结构对包含引线框上形成的半导体元件的电路部与用于热量散热的冷却器进行电绝缘,并利用树脂类模具进行一体构成来进行强化。这样构成的半导体装置能够确保高可靠性且降低装置的热阻,能够以低价格提供小型且高可靠性的功率半导体装置。
现有技术文献
专利文献
专利文献1:日本专利特开平10-93015号公报
发明内容
发明所要解决的技术问题
专利文献1中,有将功率半导体元件固定到冷却器的内容的记载,但并未触及其固定方法。通常,在将功率半导体元件连接到冷却器的情况下,使用硅散热油脂。实用的硅散热油脂即使是热传导率高的也是3[W/mK]等级,成为包含冷却器的半导体装置的热阻上升的主要原因。另外,硅散热油脂没有包括将半导体元件固定到冷却器的功能,因此另外需要螺钉等固定构件。
因此,作为满足半导体元件与冷却器之间的热阻的降低、半导体元件与冷却器之间的固定的接合方法,存在通过焊接材料来进行接合的方法。然而,该情况下,在进行焊接时的回流工序中,半导体装置整体经受高温,因此内置于半导体装置的树脂绝缘层有可能产生因高温而剥离或对接合材料产生不良影响等问题。
本申请公开了用于解决上述那样问题的技术,其目的在于提供即使经受高温也不会产生问题的半导体装置。
解决技术问题所采用的技术方案
本申请所公开的半导体装置包括:
功率模块;以及冷却器,该冷却器通过由焊接材料构成的焊接部与所述功率模块相接合,所述半导体装置的特征在于,
所述功率模块包括:
半导体元件;
散热层,该散热层的一个表面部隔着接合材料搭载有所述半导体元件;
第一引线框,该第一引线框成为经由接合材料与所述散热层相结合的主端子;
第二引线框,该第二引线框成为经由接合材料与所述半导体元件相接合的主端子;
铜板,该铜板的一个表面部经由树脂绝缘层与所述散热层的与所述一个表面部相对的另一个表面部相接合;以及
树脂密封体,该树脂密封体将所述半导体元件、所述散热层、所述第一引线框的一部分、所述第二引线框的一部分、所述树脂绝缘层、以及所述铜板的与所述一个表面部相对的另一个表面部以外的部分进行密封,
所述功率模块中,从所述树脂密封体露出的所述铜板的所述另一个表面部抵接于所述焊接部,与所述冷却器相接合,
所述铜板的厚度尺寸设定为0.3[mm]以上且不超过所述散热层的厚度尺寸的值。
此外,本申请所公开的半导体装置包括:
功率模块;以及冷却器,该冷却器通过由焊接材料构成的焊接部与所述功率模块相接合,所述半导体装置的特征在于,
所述功率模块包括:
半导体元件;
第一引线框,该第一引线框成为包括在一个表面部隔着接合材料搭载有所述半导体元件的部位、以及厚度尺寸与所述部位的厚度尺寸不同的部位的主端子;
第二引线框,该第二引线框成为经由接合材料与所述半导体元件相接合的主端子;
铜板,该铜板的一个表面部经由树脂绝缘层,与所述第一引线框的搭载有所述半导体元件的所述部位的与所述一个表面部相对的另一个表面部相接合;以及
树脂密封体,该树脂密封体将所述半导体元件、所述第一引线框的搭载有所述半导体元件的所述部位、所述第二引线框的一部分、所述树脂绝缘层、以及所述铜板的与所述一个表面部相对的另一个表面部以外的部分进行密封,
所述功率模块中,从所述树脂密封体露出的所述铜板的所述另一个表面部抵接于所述焊接部,与所述冷却器相接合,
所述铜板的厚度尺寸设定为0.3[mm]以上且不超过所述第一引线框的搭载有所述半导体元件的所述部位的厚度尺寸的值。
发明效果
根据本申请所公开的半导体装置,能够得到一种即使经受高温也不会产生问题的半导体装置。
附图说明
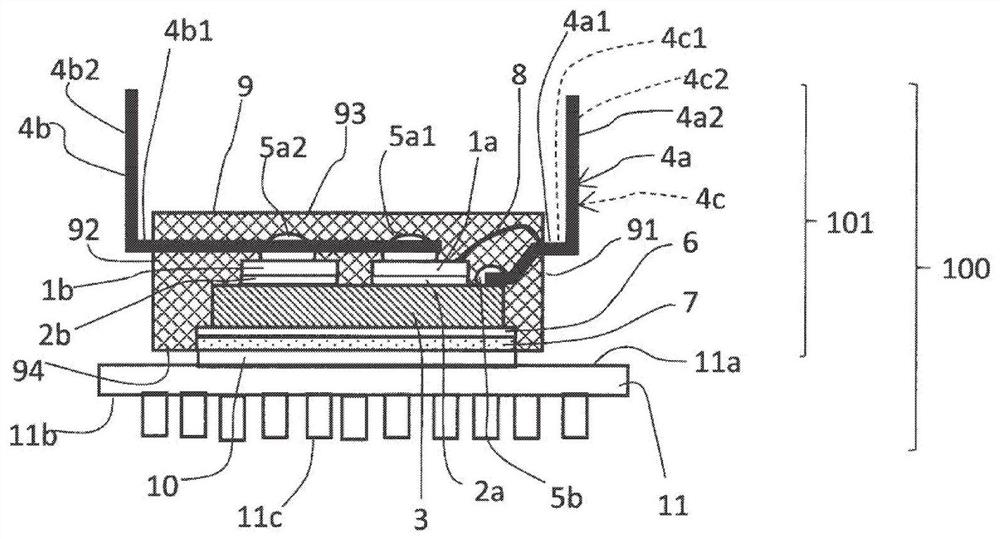
图1是实施方式1所涉及的半导体装置的剖视图。
图2是表示用于说明实施方式1所涉及的半导体装置的制造过程的、通过制造过程中的工序而形成的中间结构体的剖视图。
图3是表示图2所示的中间结构体经由后道工序而形成的中间结构体的剖视图。
图4是表示图3所示的中间结构体经由后道工序而形成的中间结构体的剖视图。
图5是表示图4所示的中间结构体经由后道工序而最终制造得到的半导体装置的剖视图。
图6是实施方式2所涉及的半导体装置的剖视图。
图7是实施方式3所涉及的半导体装置的剖视图。
图8是实施方式4所涉及的半导体装置的剖视图。
图9是表示实施方式1至4所涉及的半导体装置的实施例的数据和比较例的数据的说明图。
图10是表示图9所示的实施例和比较例的评价结果的说明图。
具体实施方式
参照附图对本申请的各个实施方式所涉及的半导体装置进行以下说明。
实施方式1.
首先,对实施方式1所涉及的功率用半导体装置的结构进行说明。图1是实施方式1所涉及的半导体装置的剖视图。图1中,半导体装置100包括功率模块101和冷却器11。冷却器11的一个表面部11a通过焊接部10与功率模块101相接合。冷却器11的功率模块相反侧的表面部即另一个表面部11b设置有多个散热翅片11c。此外,冷却器11在实施方式1中由金属制的平板状的散热器构成,但也可以是例如包括使冷却液流过内部的流路的液冷式的冷却器。
功率模块101包括作为开关元件的半导体元件1a、作为整流元件的半导体元件1b、散热层(Heat Spreader)3、第一引线框4a、第二引线框4b、树脂中含有无机填充物的树脂绝缘层6、铜板7、接合线8以及树脂密封体9。作为开关元件的半导体元件1a通过芯片下接合材料2a与散热层3的一个表面部相接合。作为整流元件的半导体元件1b通过芯片下接合材料2b与散热层3的一个表面部相接合。散热层3的与一个表面部相对的另一个表面部经由树脂绝缘层6而固定于铜板7的一个表面部。
铜板7的与一个表面部相对的另一个表面部从与功率模块101的树脂密封体9的上表面部93相对的下表面部94露出,通过焊接部10与冷却器11的一个表面部11a相接合。由此,将功率模块101与冷却器11一体接合,来构成半导体装置100。
第一引线框4a通过引线接合材料5b与散热层3的一个表面部相接合。为了确保散热层3与第一引线框4a之间的电导通,引线接合材料5b通过焊接材料的接合或超声波的金属接合等来形成,并将散热层3与第一引线框4a一体接合。第二引线框4b通过芯片上接合材料5a1与半导体元件1a相接合,并且通过芯片上接合材料5a2与半导体元件1b相接合。接合线8将作为开关元件的半导体元件1a与多个第三引线框4c(图1中,由于与第一引线框4a重叠而未进行图示)电连接。第三引线框4c的一部分被埋设在后述的树脂密封体9中并被固定,与第一引线框4a相分离。
树脂密封体9构成为包含上述半导体元件1a、1b、散热层3、第一引线框4a的一部分、第二引线框4b的一部分、第三引线框4c的一部分、树脂绝缘层6、铜板7的一部分、接合线8、芯片下接合材料2a、2b、芯片上接合材料5a1、5a2以及引线接合材料5b并对它们从外部进行密封。
第一引线框4a包括第一部位4a1和第二部位4a2,所述第一部位4a1从树脂密封体9的一个侧面部91垂直地向树脂密封体9的外部导出,所述第二部位4a2在该第一部位4a1的预定位置向远离冷却器11的方向以直角方式弯曲并向远离冷却器11的方向延伸。第三引线框4c也与第一引线框4a同样地,包括第一部位4c1(未图示)和第二部位4c2(未图示)。第二引线框4b包括第一部位4b1和第二部位4b2,所述第一部位4b1从树脂密封体9的与一个侧面部91相对的另一个侧面部92垂直地向树脂密封体9的外部导出,所述第二部位4b2在该第一部位4b1的预定位置向远离冷却器11的方向以直角方式弯曲并向远离冷却器11的方向延伸。第一引线框4a的第二部位4a2与第二引线框4b的第二部位4b2连接至外部的电气电路。第三引线框4c的第二部位(未图示)连接至后述的信号布线以及控制布线。
在以上那样构成的实施方式1所涉及的半导体装置100中,半导体元件1a、1b进行动作时产生的热经由芯片下接合材料2a、2b、散热层3、树脂绝缘层6、铜板7、焊接部10而散热至冷却器11。
接着,关于功率模块101与外部之间的电连接进行更详细地说明。半导体元件1a、1b包括相当于表面部的能动面部、和与该能动面部相反侧的表面部即背面部。半导体元件1a、1b的背面部通过由焊接材料等构成的芯片下接合材料2a、2b而与散热层3的一个表面部相接合。第一引线框4a的上述第二部位4a2成为第一引线框4a的外部端子。
在半导体元件1a、1b的能动面部上,如上所述经由由焊接材料等构成的芯片上接合材料5a1、5a2而接合有成为主端子的第二引线框4b。第二引线框4b的上述第二部位4b2成为第二引线框4b的外部端子。
作为开关元件的半导体元件1a需要电连接至与用于进行开关的信号有关的布线即信号布线、以及与监控温度或电流等的控制有关的布线即控制布线。由于流过信号布线和控制布线的电流量不大,因此作为开关元件的半导体元件1a使用接合线8与成为信号端子的多个第三引线框4c相连接。作为接合线8的材质,例如列举出铝、铜、金等,但其中优选接合可靠性较高的铝。
功率模块101是搭载有作为开关元件的半导体元件1a和作为整流元件的半导体元件1b的半导体芯片。半导体元件1a例如由IGBT(Insulated Gate Bipolar Transistor:绝缘栅双极型晶体管)或MOSFET(Metal Oxide Semiconductor Field Effect Transistor:金属氧化物半导体场效应管)那样的半导体开关元件构成。功率模块101如上所述包含作为由二极管等构成的整流元件的半导体元件1b。
构成半导体元件1a的IGBT是使大电流流过负载来进行驱动的元件。搭载了由IGBT构成的半导体元件1a的功率模块101作为功率用功率模块来动作。半导体元件1a、1b例如优选由硅(Si)形成,但并不限定于硅。例如,构成半导体元件1a、1b的半导体芯片更优选由从碳化硅(SiC)、氮化镓类材料[例如氮化镓(GaN)]、金刚石构成的组所选择的某一个材料来形成。半导体元件1a、1b是与硅相比带隙较宽的、所谓的宽带隙半导体材料。与使用MOSFET等硅半导体材料的半导体元件相比,使用这样的宽带隙半导体材料所形成的半导体元件1a、1b能够应用于高温下的动作。即,宽带隙半导体材料是应用于流过大电流的半导体材料。
在作为半导体元件1a、1b的表面部的能动面部上,如上所述经由由焊接材料等构成的芯片上接合材料5a1、5a2而接合有成为主端子的第二引线框4b。此外,图1中,作为开关元件的半导体元件1a与作为整流元件的半导体元件1b彼此隔开间隔而逐一配置,但并不限定于该配置。配置于一个功率模块101的半导体元件1a、1b的数量是任意的。即,可以仅配置半导体元件1a与半导体元件1b中的任一个,或配置三个以上的半导体元件1a,或配置三个以上的半导体元件1b,或混合三个以上半导体元件1a和半导体元件1b来进行配置。
另外,作为开关元件的半导体元件1a可以使用RC-IGBT(Reverse ConductingIGBT:反向传导IGBT)。RC-IGBT将IGBT与二极管收纳于一个半导体芯片中。对与和半导体元件1a、1b的散热层3相接合的背面部相反侧的能动面部局部施以镀镍-金。
散热层3、第一引线框4a、以及第二引线框4b使用导电性良好的金属。从电阻抗、加工性、成本等观点来看,即使是导电性良好的金属中,铜材也是最优选的。此处,铜材是指纯铜或以铜为主要成分的铜合金。功率模块101的整体通过树脂密封体9来密封。作为树脂密封体9可以使用一种树脂,该树脂具备接近于散热层3、第一引线框4a、以及第二引线框4b的线膨胀系数的线膨胀系数。
纯铜的线膨胀系数从16[ppm/K]至17[ppm/K],因此树脂密封体9的线膨胀系数也可以从15[ppm/K]至19[ppm/K]。树脂密封体9的线膨胀系数是玻璃化转变温度Tg以下的温度域下的线膨胀系数的值。树脂密封体9的玻璃化转变温度Tg可以是在半导体元件1a、1b动作时所达到的温度以上。若在玻璃化转变温度Tg较低的情况下,在半导体元件1a、1b动作过程中树脂密封体9的物理性质改变较大。该情况有时会引起树脂密封体9的电绝缘性和机械性强度的降低。优选地,由于半导体元件1a、1b在由硅形成的情况下,在最高175[℃]下进行动作,因此树脂密封体9优选具有175[℃]以上的玻璃化转变温度Tg。
要求树脂绝缘层6在确保电绝缘性的同时,将半导体元件1a、1b动作时产生的热传递到冷却器11并散热。树脂绝缘层6将作为高热传导性的绝缘性的无机填充材料的无机填料填充到热硬化性树脂中,通过树脂的热硬化响应来将散热层3和铜板7粘接。
功率模块101通过焊接部10与包括散热翅片11c的冷却器11相接合,以使半导体元件1a、1b动作时产生的热散掉。作为要求高冷却性能的冷却器11,可以是水冷式、风冷式的某一个。优选冷却器11从由铜、铝、铜或铝的合金构成的组中来选择,也可以由某个来形成。其中,作为冷却器11的材质,优选轻量且加工性优异的铝或铝合金。
与功率模块101相接合的冷却器11设置多个散热翅片11c,以用于提高半导体装置100的冷却性能。冷却器11为复杂的形状,通过压铸成形或挤压成形来制造。作为应用于压铸成形或挤压成形等的铝合金,优选A1-Si-Cu类的ADC10、ADC12、A1-Mg-Si类的A6061或A6063等。
接着,对实施方式1所涉及的半导体装置100的制造方法进行说明。首先,对实施方式1所涉及的半导体装置100的制造方法中的贴片(die bonding)工序进行说明。图2是用于说明实施方式1所涉及的半导体装置的制造方法的、表示通过制造过程中的工序所形成的中间结构体的剖视图,表示经由贴片工序所形成的中间结构体。贴片工序中,如图2所示,将作为开关元件的半导体元件1a、作为整流元件的半导体元件1b隔着芯片下接合材料2a、2b分别彼此隔开间隔地接合在散热层3的一个表面部31上。图2所示的工序被称为贴片工序。作为开关元件的半导体元件1a例如通过硅来形成,使用搭载有IGBT的半导体芯片。作为整流元件的半导体元件1b例如通过硅来形成,使用搭载有二极管的半导体芯片。
图2示出了这两个半导体元件1a、1b彼此隔开间隔地与散热层3相结合的状态。作为散热层3的厚度尺寸,从1.0[mm]到3.0[mm]。在散热层3的厚度尺寸小于1.0[mm]的情况下,将半导体元件1a、1b产生的热扩散到散热层3的横向方向、即散热层3的面的扩展方向的效果不足,不足以降低作为功率模块101的热阻。另一方面,若散热层3的厚度尺寸大于3.0[mm],则会导致热扩散效果饱和,此外厚度尺寸变大,从而导致产生功率模块101的重量增加等问题。由此,作为散热器3的厚度尺寸,优选从1.0[mm]到3.0[mm]。
这里,例如,作为搭载有IGBT(额定1200[V]、300[A])的开关元件的半导体元件1a的俯视下的尺寸是13[mm]×13[mm]×0.12[mm]。例如,作为搭载有二极管(额定1200[V]、300[A])的整流元件的半导体元件1b的俯视下的尺寸是13[mm]×10[mm]×0.12[mm]。
尺寸为35[mm]×20[mm]×2.5[mm]的散热层3由无氧铜构成。如图2所示,在散热层3的所希望的位置上,隔着芯片下接合材料2a和芯片下接合材料2b分别固定有作为开关元件的半导体元件1a和作为整流元件的半导体元件1b。
芯片下接合材料2a、2b优选从焊接材料、以银为主要成分的烧结性填料、以银为主要成分的钎料、锡中分散了铜的材料、以金为主要成分的金锡、金锗等金类合金构成的组中选择的、任意的接合材料。这些接合材料是热传导性和导电性高的接合材料。作为芯片下接合材料2a、2b,例如优选使用烧结银。烧结银在接合后不再次熔融,接合层内较少产生空隙,不会产生芯片局部变热的热点,因此作为芯片下接合材料2a、2b是优选的材料。芯片下接合材料2a、2b的厚度尺寸设为0.05[mm]。
图3是表示图2所示的中间结构体经由后道工序而形成的中间结构体的剖视图,表示经由将第一引线框4a和第二引线框4b与半导体元件1a、1b和散热层3相接合的工序而形成的中间结构体。如图3所示,在该中间结构体中,成为主端子的第一引线框4a、成为主端子的第二引线框4b以及成为信号端子的第三引线框4c与半导体元件1a、1b和散热层3相接合。
即,使用引线接合材料5b将成为主端子的第一引线框4a与散热层3的一个表面部31相接合。另外,使用芯片上接合材料5a1将成为主端子的第二引线框4b与作为开关元件的半导体元件1a的能动面相接合,并且使用芯片上接合材料5a2将成为主端子的第二引线框4b与作为整流元件的半导体元件1b的能动面相接合。进一步地,使用接合线8将作为信号端子的第三引线框4c与作为开关元件的半导体元件1a相连接。在将上述第一引线框4a和第二引线框4b与半导体元件1a、1b和散热层3相接合的工序中,各引线框的连接作业不分先后。
散热层3与第一引线框4a的连接使用由焊接材料构成的引线接合材料5b,但也可以使用除此以外的超声波接合、焊接等接合方法。半导体元件1a、1b和第二引线框4b的接合使用由焊接材料构成的芯片上接合材料5a1、5a2。此外,芯片上接合材料5a1、5a2不需要是焊接材料,可以是烧结银。在芯片上接合材料5a1、5a2以及引线接合材料5b使用焊接材料的情况下,如后所述,在通过焊接部10将冷却器11和功率模块101相接合的工序中的回流焊工序时,需要注意不再次熔融。
如上所述,作为开关元件的半导体元件1a和成为信号端子的第三引线框4c之间使用接合线8来电连接。此处所使用的铝制的接合线8的、与其延伸方向正交的方向的截面例如是直径0.20[mm]的大致圆形。
图4是表示图3所示的中间结构体经由后道工序而形成的中间结构体的剖视图,表示完成功率模块101的工序。即,在上述图3所示的工序后,在图4所示的工序中,首先,在传递成型(Transfer Molding)用的模具内设置成为一体的铜板7和树脂绝缘层6。此时,铜板7配置于树脂绝缘层6的下部。接着,将对搭载于散热层3的半导体元件1a、1b接合第一引线框4a、第二引线框4b、第三引线框4c而得到的、由图3的工序所获得的中间结构体设置于所述的模具。此时,使散热层3的与一个表面部31相对的另一个表面部32(参照图2、图3)与树脂绝缘层6的上表面部抵接。
接着,将热硬化性树脂注入模具,通过由热硬化性树脂构成的树脂密封体9对半导体元件1a、1b、散热层3、第一引线框4a、第二引线框4b、第三引线框4c的一部分、树脂绝缘层6以及铜板7的一部分的周围进行密封。此时,铜板7成形为与树脂绝缘层6相反侧的表面部71从树脂密封体9中露出。
此处,树脂绝缘层6由兼具散热性、绝缘性和粘接性的材料来构成,具有环氧树脂等热硬化性树脂中含有热传导性高的陶瓷粒子等无机粉末填充材料的结构。作为高热传导性的无机填充材料,应用了氮化铝、氮化硅、氮化硼、氧化铝(矾土)、氧化硅(二氧化硅)、氧化镁、氧化锌、氧化钛等陶瓷粒子。此外,可以不单独使用这些无机填充材料的任一个,可以将多个种类混合来使用。优选树脂绝缘层6的厚度尺寸为50[μm]以上500[μm]以下。
优选树脂绝缘层6所使用的无机填充材料其最大粒径为50[μm]以上150[μm]以下。此处,无机填充材料的最大粒径是指引至无机填充材料的内部的直线的尺寸(无机填充材料射影下的其内部直线状的尺寸)的最大值。因此,若树脂绝缘层6比50[μm]越薄,则包含于其中的无机粉末填充材料的最大粒径也变薄,因此有时会导致树脂绝缘层6的绝缘性显著下降。另一方面,在树脂绝缘层6具有比500[μm]要大的厚度尺寸的情况下,绝缘性较好但热阻变大,有时会导致散热性能下降。从这些观点来看,优选树脂绝缘层6的厚度尺寸为50[μm]以上500[μm]以下。此外,树脂绝缘层6无需由单一的层来构成,例如,可以是层叠热传导率彼此不同的多个层的结构。
进一步地,以树脂材料为基底的树脂绝缘层6还具有作为粘接材料的功能。因此,在后述的功率模块101的密封工序中所进行的树脂密封体9热硬化时,树脂绝缘层6将散热层3和铜板7进行粘接以使得它们彼此密接。因此,无需对树脂绝缘层6的一个表面部和另一个表面部涂布粘接材料。粘接材料为热阻上升的原因,因此不将该粘接材料涂布到树脂绝缘层6的一个表面部和另一个表面部,从而能够抑制树脂绝缘层6与散热层3以及第一引线框4a、第二引线框4b、第三引线框4c、铜板7以及树脂密封体9之间的热阻的增加,能够获得散热性能高的功率模块101。
铜板7与散热层3以及第一引线框4a、第二引线框4b、第三引线框4c相同,由纯铜或以铜为主要成分的铜合金构成。作为铜板7的厚度尺寸为0.3[mm]以上且为夹住树脂绝缘层6而相对的散热器3的厚度尺寸以下。若铜板7的厚度尺寸比0.3[mm]要薄,则构成铜板7的铜材的刚性较弱,因此根据作为后道工序的焊接工序中的热履历,树脂绝缘层6有可能因受到破坏而剥离。另一方面,若铜板7的厚度尺寸超过散热层3的厚度尺寸,则功率模块101的重量增加、铜板7与树脂绝缘层6成为一体的构件的加工性变差,焊接部10的回流工序中,铜板7的热容量变大热量容易逃散,因此,易产生焊接部10的接合不良。散热层3的最佳厚度尺寸为1.0[mm]至3.0[mm],因此作为铜板7的厚度尺寸,尤其优选在0.3[mm]至1.0[mm]的范围。
树脂密封体9与树脂绝缘层6相同具有环氧树脂等热硬化性树脂中含有无机填充材料的结构。此外,在传递成型的工序中,使树脂密封体9和树脂绝缘层6硬化,例如,模具的温度设为180[℃],模具的内部压力设为10[MPa],加热时间设为3[分钟]。其中,对于传递成型的工序中的加热时间,能够通过树脂密封体9和树脂绝缘层6的反应度而适当设定任意的时间。另外,树脂绝缘层6通过加温而熔融,进一步地通过该传递成型的工序中的进一步加温而热硬化。
树脂密封体9中不需要高热传导性,因此,环氧树脂等热硬化性树脂中所含有的无机填充材料在含于热硬化性树脂时流动性较好,线膨胀系数的调整较为容易的氧化硅(二样化硅)中熔融二氧化硅最佳。功率模块101大多使用铜材,因此,铜的线膨胀系数与树脂密封体9的线膨胀系数相匹配、即使树脂密封体9的线膨胀系数与铜的线膨胀系数相同或近似,从而能够力图降低功率模块101的内部应力,因此调整无机填充材料的量以使树脂密封体9的线膨胀系数采用15[ppm/K]到19[ppm/K]。由此,具有提高对温度循环的可靠性的效果。
图5是表示图4所示的中间结构体经由后道工序而最终制造得到的半导体装置的剖视图。传递成型后的图4所示的功率模块101在其后道工序中,实施第一引线框4a、第二引线框4b、第三引线框4c的切割与弯曲加工,从而使成为主端子的第一引线框4a、第二引线框4b以及成为信号端子的第三引线框4c成形。即,如图4所示那样将从树脂密封体9的相对的侧面部垂直延伸出的第一引线框4a、第二引线框4b、第三引线框4c分别切割成预定的长度尺寸。而且,如上所述,分别使第一引线框4a、第二引线框4b、第三引线框4c弯曲,形成第一部位4a1、4b1、4c1和第二部位4a2、4b2、4c2。
之后,使用焊接部10将功率模块101与冷却器11之间进行接合。冷却器11的材质设为铝合金、例如A1-Mg-Si类的A6063。焊接部10例如使用不含铅的焊接材料(锡95.5[重量%]、银2[重量%]、铜0.5[重量%]、铋2[重量%]、液相线221[℃])。冷却器11利用挤压成形来制作。
在焊接工序中,需要对功率模块101和冷却器11进行加热直到使焊接部10熔融的温度域为止。此时,在功率模块101中使用的焊接材料也有可能熔融,假设在其焊接材料熔融时,在从固体变化成液体的体积膨胀的影响下树脂密封体9有可能产生裂纹。因此,需要对在功率模块101的内部使用的焊接材料、与用于接合冷却器11和功率模块101的焊接部10设置熔点差。
例如,在使用锡95[重量%]、锑5[重量%]的液相线243[℃]的焊接材料作为在功率模块101的内部使用的芯片上接合材料5a1、5a2以及引线接合材料5b、使用锡95.5[重量%]、银2[重量%]、铜0.5[重量%]、铋2[重量%]的液相线221[℃]的焊接材料作为焊接部10的情况下,焊接材料的熔点差为22[℃]。另外,在使用锡90[重量%]、锑10[重量%]的液相线266[℃]的焊接材料作为芯片上接合材料5a1、5a2以及引线接合材料5b、使用锡95.5[重量%]、银2[重量%]、铜0.5[重量%]、铋2[重量%]的液相线221[℃]的焊接材料作为焊接部10的情况下,焊接材料的熔点差为45[℃]。因此,芯片上接合材料5a1、5a2以及引线接合材料5b与焊接部10之间能够设置熔点差。
利用该熔点差,进行作为焊接部10的接合工序的回流焊时的温度设定,从而能够防止在功率模块101的内部的焊接材料的再次熔融。作为功率模块101的内部的焊接材料、与用于接合冷却器11和功率模块101的焊接部10之间的熔点差,需要在20[℃]以上。此外,在实施方式1中,芯片下接合材料2a、2b需要使用在回流焊工序中不再次熔融的焊料以外的材料中以银为主要成分的烧结性填料。
如上所述的实施方式1所涉及的半导体装置的特征在于,将铜板7的厚度尺寸设为0.3[mm]以上、并且不超过与铜制的第一引线框4a、第二引线框4b、第三引线框4c相接合的铜制的散热层3中的至少搭载有半导体元件1a、1b的部位的厚度尺寸的厚度尺寸。通过该结构,能够使用焊接部10将功率模块101和冷却器11进行接合,能够提供低热阻且散热性优的相对于温度循环可靠性高的半导体装置。
实施方式2.
图6是实施方式2所涉及的半导体装置的剖视图。图6中,实施方式2所涉及的半导体装置100与实施方式1同样地包括功率模块101和冷却器11。冷却器11通过焊接部10与功率模块101相接合。实施方式2所涉及的半导体装置100与实施方式1的半导体装置的不同点在于,使用作为一部分的厚度尺寸变大的异厚引线框的第一引线框41而不使用实施方式1所涉及的半导体装置100中使用的散热层3。
即,作为异厚引线框的第一引线框41包括搭载作为开关元件的半导体元件1a和作为整流元件的半导体元件1b的第一部位41a、从第一部位41a向图斜上方延伸的第二部位41b、从第二部位41b向图的水平方向弯曲延伸的第三部位41c、从第三部位41c向远离冷却器11的方向直角地弯曲延伸的第四部位41d,这些各部位通过同一材料而形成为一体。接合线8将作为开关元件的半导体元件1a与多个第三引线框4c(图6中,由于与第一引线框41重叠而未进行图示)电连接。第三引线框4c的一部分被埋设在树脂密封体9中并被固定,与第一引线框41相分离。第一引线框41和第二引线框4b为主端子,第三引线框4c为信号端子。
被埋设在树脂密封体9的第四引线框4d通过芯片上接合材料5a1与半导体元件1a的能动面相接合,并且通过芯片上接合材料5a2与半导体元件1b的能动面相接合。第二引线框4b的一部分被埋设在树脂密封体9中并被固定在树脂密封体9,通过由焊接材料构成的引线接合材料40与第四引线框4d相接合。此外,第二引线框4b与第四引线框4d的接合可以是通过超声波接合或焊接等来进行的接合,以取代由焊接材料构成的引线接合材料40。
作为异厚引线框的第一引线框41中的作为搭载有半导体元件1a、1b的部位的第一部位41a的厚度尺寸为1.0[mm]至2.0[mm]。第一引线框41与第二引线框4b、第四引线框4d、第三引线框4c相同,由以纯铜或铜为主要成分的铜合金来构成。实施方式2所涉及的半导体装置100的特征在于以铜板7的厚度尺寸为0.3[mm]以上,并且不超过与作为铜制异厚引线框的第一引线框41中的搭载有半导体元件1a、1b的第一部位41a的厚度尺寸即1.0[mm]到2.0[mm]的大小来构成。此外,其他结构与实施方式1所涉及的半导体装置相同。
作为铜板7的厚度尺寸,是0.3[mm]以上且夹住树脂绝缘层6而相对的第一引线框41中的搭载有半导体元件1a、1b的第一部位41a的厚度尺寸以下。若铜板7的厚度尺寸比0.3[mm]要薄,则构成铜板7的铜材的刚性较弱,因此根据作为后道工序的焊接工序中的热履历,树脂绝缘层6有可能因受到破坏而剥离。另一方面,若铜板7的厚度尺寸超过第一引线框41中的搭载有半导体元件1a、1b的第一部位41a的厚度尺寸,则功率模块101的重量增加、铜板7与树脂绝缘层6成为一体的构件的加工性变差,焊接部10的回流工序中,铜板7的热容量变大热量容易逃散,因此,易产生焊接部10的接合不良。作为铜制异厚引线框的第一引线框41中的搭载有半导体元件1a、1b的第一部位41a的厚度尺寸为1.0[mm]到2.0[mm],因此作为铜板7的厚度尺寸尤其优选在0.3[mm]到1.0[mm]的范围内。
在焊接工序中,需要对功率模块101和冷却器11进行加热直到使焊接部10熔融的温度域为止。此时,在功率模块101中使用的焊接材料也有可能熔融,假设在其焊接材料熔融时,在从固体变化成液体的体积膨胀的影响下树脂密封体9有可能产生裂纹。因此,需要对在功率模块101的内部使用的焊接材料、与用于接合冷却器11和功率模块101的焊接部10设置熔点差。
例如,在使用了锡95[重量%]、锑5[重量%]的液相线243[℃]的焊接材料作为在功率模块101的内部使用的芯片上接合材料5a1、5a2、使用锡95.5[重量%]、银2[重量%]、铜0.5[重量%]、铋2[重量%]的液相线221[℃]的焊接材料作为焊接部10的情况下,焊接材料的熔点差为22[℃]。另外,在使用锡90[重量%]、锑10[重量%]的液相线266[℃]的焊接材料作为芯片上接合材料5a1、5a2、使用锡95.5[重量%]、银2[重量%]、铜0.5[重量%]、铋2[重量%]的液相线221[℃]的焊接材料作为焊接部10的情况下,焊接材料的熔点差为45[℃]。因此,芯片上接合材料5a1、5a2与焊接部10之间能够设置熔点差。
利用该熔点差,进行作为焊接部10的接合工序的回流焊时的温度设定,从而能够防止在功率模块101的内部的焊接材料的再次熔融。作为功率模块101的内部的焊接材料、与用于接合冷却器11和功率模块101的焊接部10之间的熔点差,需要在20[℃]以上。此外,在实施方式2中,芯片下接合材料2a、2b需要使用在回流焊工序中不再次熔融的焊料以外的材料中以银为主要成分的烧结性填料。
实施方式2所涉及的半导体装置通过上述结构,能够使用焊接部10将功率模块101和冷却器11进行接合,能够提供低热阻且相对于温度循环可靠性高的半导体装置。
实施方式2所涉及的半导体装置的制造方法中,使用作为异厚引线框的第一引线框41的第一部位41a来取代上述实施方式1中的散热层3,另外,相对于实施方式1中半导体元件1a、1b与第二引线框4b相接合,在实施方式2中,第四引线框4d与半导体元件1a、1b相接合,该第四引线框4d通过引线接合材料40与第二引线框4b相接合。其它工序与上述实施方式1所涉及的半导体装置的制造方法中的对应的工序实质上是相同的。
实施方式3.
图7是实施方式3所涉及的半导体装置的剖视图。实施方式3所涉及的半导体装置100包括功率模块101和冷却器11。冷却器11通过焊接部10与功率模块101相接合。实施方式3所涉及的半导体装置100与实施方式1的半导体装置的不同点在于,功率模块101的树脂密封体9包括孔部12a1、12a2、12b。
孔部12a1在树脂密封体9的上表面部93进行开口直至树脂密封体9的内部存在的芯片上接合材料5a1的表面部。孔部12a2在树脂密封体9的上表面部93进行开口直至树脂密封体9的内部存在的芯片上接合材料5a2的表面部。孔部12b在树脂密封体9的上表面部93进行开口直至树脂密封体9的内部存在的连线接合材料5b的表面部。在作为焊接部10的接合工序的回流焊时,由树脂密封体9的内部存在的焊接材料构成的芯片上接合材料5a1再次熔融的情况下,芯片上接合材料5a1的体积因从固体向液体的相变化而膨胀,但该体积膨胀通过孔12a1而被吸收,因而对树脂密封体9不产生应力,因此树脂密封体9不会破损。
另外,在作为焊接部10的接合工序的回流焊时,由树脂密封体9的内部存在的焊接材料构成的芯片上接合材料5a2再次熔融的情况下,芯片上接合材料5a2的体积因从固体向液体的相变化而膨胀,但该体积膨胀通过孔12a2而被吸收,因而对树脂密封体9不产生应力,因此树脂密封体9不会破损。另外同样地,在作为焊接部10的接合工序的回流焊时,由树脂密封体9的内部存在的焊接材料构成的芯片上接合材料5b再次熔融的情况下,芯片上接合材料5b的体积因从固体向液体的相变化而膨胀,但该体积膨胀通过孔12b而被吸收,因而对树脂密封体9不产生应力,因此树脂密封体9不会破损。
上述实施方式1中,芯片上接合材料5a1、5a2以及引线接合材料5b与焊接部10之间设置熔点差,利用该熔点差,进行作为焊接部10的接合工序的回流焊时的温度设定,从而防止功率模块101的树脂密封体9的内部存在的焊接材料的再次熔融,但实施方式3所涉及的半导体装置如上所述通过设置孔部12a1、12a2、12b,从而在选定构成埋设于功率模块101的树脂密封体9的内部的芯片上接合材料5a1、5a2以及引线接合材料5b与焊接部10的焊接材料时,没有熔点的制约事项,具有各自的焊接材料的选择宽度扩大,并且回流焊工序的处理冗余也扩大的优点。
作为孔部12a1、12a2、12b的尺寸,若考虑焊接材料的体积膨胀量,则优选直径为1[mm]至3[mm]的范围。若将孔部12a1、12a2、12b的直径设得比3[mm]要大,则树脂密封体9对半导体元件1a、1b的密封效果有可能受损,因而不优选。
孔部12a1、12a2、12b的制作方法没有特别制约,但例如可以列举出下述方法。在制作出进行传递成型并被树脂密封体9覆盖而得的功率模块101后,在由埋设在功率模块101的树脂密封体9的内部的焊接材料构成的芯片上接合材料5a1、5a2以及引线接合材料5b所对应的位置,从树脂密封体9的外部使用钻孔或激光等来实施设置孔部12a1、12a2、12b的加工。
另外,作为其它方法,有一种方法为在传递成型时的模具内对与孔部12a1、12a2、12b相对应的位置分别配置销,从而在成型后的树脂密封体9形成孔部12a1、12a2、12b。另外,作为其它方法,可以在传递成型时的模具内对与孔部12a1、12a2、12b相对应的位置配置销,从而对在成型后的树脂密封体9所形成的孔部12a1、12a2、12b使用钻孔或激光来进行修整加工。或者,在传递成型时的模具内对与孔部12a1、12a2、12b相对应的位置配置对应的销的情况下,与用于为了确保树脂绝缘层6的密封性而对散热层3进行加压的销共用。
根据实施方式3所涉及的半导体装置,与由埋设于功率模块101的内部即树脂密封体9的内部的焊接材料构成的芯片上接合材料5a1、5a2以及引线接合材料5b存在的位置相对应地,在树脂密封体9设置孔部12a1、12a2、12b,从而在使用焊接部10将功率模块101与冷却器11相接合的回流焊工序中,芯片上接合材料5a1、5a2以及引线接合材料5b熔融且体积膨胀的情况下,也不会使树脂密封体9破损。
因此,由在功率模块101的内部使用的焊接材料构成的芯片上接合材料5a1、5a2以及引线接合材料5b与焊接部10无需设置熔点差,因此,焊接材料的选择项扩大,回流焊工序的处理冗余也扩大。而且,焊接材料的选择项扩大,从而也可选择耐温度循环性优异的焊接材料,能够提供对温度循环可靠性高的半导体装置。
实施方式4.
图8是实施方式4所涉及的半导体装置的剖视图。实施方式4所涉及的半导体装置100包括功率模块101和冷却器11。冷却器11通过焊接部10与功率模块101相接合。实施方式4所涉及的半导体装置100与实施方式2的半导体装置的不同点在于,功率模块101的树脂密封体9包括孔部12a1、12a2、以及使用图6所示的对实施方式2中的第四引线框4d进行一体化后得到的第二引线框4b。
孔部12a1在树脂密封体9的上表面部93进行开口直至树脂密封体9的内部存在的芯片上接合材料5a1的表面部。孔部12a2在树脂密封体9的上表面部93进行开口直至树脂密封体9的内部存在的芯片上接合材料5a2的表面部。在作为焊接部10的接合工序的回流焊时,由树脂密封体9的内部存在的焊接材料构成的芯片上接合材料5a1再次熔融的情况下,芯片上接合材料5a1的体积因从固体向液体的相变化而膨胀,但该体积膨胀通过孔部12a1而被吸收,因而对树脂密封体9不产生应力,因此树脂密封体9不会破损。
另外,在作为焊接部10的接合工序的回流焊时,由树脂密封体9的内部存在的焊接材料构成的芯片上接合材料5a2再次熔融的情况下,芯片上接合材料5a2的体积因从固体向液体的相变化而膨胀,但该体积膨胀通过孔部12a2而被吸收,因而对树脂密封体9不产生应力,因此树脂密封体9不会破损。
实施方式4所涉及的半导体装置中,如上所述通过设置孔部12a1、12a2,从而在选定构成埋设在功率模块101的树脂密封体9的内部的芯片上接合材料5a1、5a2和焊接部10的焊接材料时,没有熔点的制约事项,具有各自的焊接材料的选择幅度扩大、并且回流焊工序的处理冗余也扩大的优点。
作为孔部12a1、12a2的尺寸,若考虑焊接材料的体积膨胀量,则优选直径为1[mm]至3[mm]的范围。若将孔部12a1、12a2的直径设得比3[mm]要大,则树脂密封体9对半导体元件1a、1b的密封效果有可能受损因而不优选。对于孔部12a1、12a2的制作方法,与上述实施方式3的情况相同。
根据实施方式4所涉及的半导体装置,与由埋设于功率模块101的内部即树脂密封体9的内部的焊接材料构成的芯片上接合材料5a1、5a2存在的位置相对应地,在树脂密封体9设置孔部12a1、12a2,从而在使用焊接部10与冷却器11相接合的回流焊工序中,即使在芯片上接合材料5a1、5a2熔融且体积膨胀的情况下,也不会使树脂密封体9破损。
因此,由在功率模块101的内部所使用的焊接材料构成的芯片上接合材料5a1、5a2与焊接部10无需设置熔点差,因此,焊接材料的选择项扩大,回流焊工序的处理冗余也扩大。而且,焊接材料的选择项扩大,从而也可选择耐温度循环性优异的焊接材料,能够提供对温度循环可靠性高的半导体装置。
图9是表示实施方式1至4所涉及的半导体装置的实施例的具体数据和比较例的具体数据的说明图。图9中“散热层”对应于上述的实施方式1和实施方式3。将铜制的散热层3和铜板7的厚度尺寸分别设为实施例1至实施例5和比较例1至比较例4所示的值来制作功率模块101,之后经由回流焊工序通过焊接部10将这些功率模块101和冷却器11相接合。由此来制造实施例1至实施例5和比较例1至比较例4的半导体元件,并使用超声波探伤装置确认出各个半导体元件中的树脂绝缘层6和焊接部10的状态。此外,电流流过半导体元件1a、1b,根据此时的功率量和半导体元件1a、1b与冷却器11之间的温度差来求出各个实施例的半导体装置的热阻。
此外,图9中“异厚引线框”对应于上述的实施方式2和实施方式4。将作为铜制的异厚引线框的第一引线框41中的第一部位41a以及铜板7的厚度尺寸分别设为实施例6、7所示的值来制作功率模块101,之后,经由回流焊工序通过焊接部10将这些功率模块101和冷却器11相接合。由此来制造实施例6、实施例7的半导体元件,并使用超声波探伤装置确认出各个半导体元件中的树脂绝缘层6和焊接部10的状态。此外,电流流过半导体元件1a、1b,根据此时的功率量和半导体元件1a、1b与冷却器11之间的温度差来求出各个实施例的半导体装置的热阻。
图10是表示图9所示的实施例和比较例的评价结果的说明图。图10中,对于树脂绝缘层6的状态,用“○”记号表示不产生剥离的情况,用“×”记号表示产生了剥离的情况。另外,对于焊接部10的状态,用“○”记号表示没有观察到接合不良的情况,用“×”记号表示观察到接合不良的情况。对于功率模块101的热阻,用“○”记号表示热阻收纳于设计值的10[%]以内的情况,用“×”记号表示热阻偏离设计值的10[%]的情况。
从图10可知,比较例1至比较例4中,观察树脂绝缘层6的剥离或焊接部10的接合不良,其结果是热阻的上升。另一方面,可知实施例1至实施例7中,是良好的接合状态,而未确认出树脂绝缘层6的剥离或未观察到焊接部10的接合不良,其结果是热阻也收纳于设计值的10[%]以内。
另外,可以对各实施方式进行组合,或对各实施方式进行适当变形、省略。
标号说明
1a、1b 半导体元件
2a、2b 芯片下接合材料
3 散热层(heat spreader)
4a、41 第一引线框
4b 第二引线框
4c 第三引线框
4d 第四引线框
5a1、5a2 芯片上接合材料
5b 引线接合材料
6 树脂绝缘层
7 铜板
8 接合线
9 树脂密封体
10 焊接部
11 冷却器
12a1、12a2、12b 孔部
100 半导体装置
101 功率模块。
- 晶体、结晶性氧化物半导体、包含结晶性氧化物半导体的半导体膜、包含晶体和/或半导体膜的半导体装置以及包含半导体装置的系统
- 半导体光发射装置的制造方法、半导体光发射装置、半导体装置的制造方法、半导体装置、一种装置的制造方法、以及一种装置