带有自动切割装置的钢丝绳绕制机
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及一种带有自动切割装置的钢丝绳绕制机,属于钢丝绳隔振器的切割技术领域。
背景技术
钢丝绳隔振器在绕制成型后,传统的切割方法是将钢丝绳隔振器连带绕制模一起从钢丝绳隔振器绕制机上拆下,然后搬到专用切割机工位,定位后进行人工切割钢丝绳。
当前,主要采用上述传统的切割方法,但是这种钢丝绳的切割方法存在下列问题。
3.1切割钢丝绳前,需将钢丝绳隔振器产品与隔振器绕制模一同从绕制机上取下,搬运时还拖带着需要割断的钢丝绳,造成拆卸与搬运十分不便;
3.2带着绕制模的钢丝绳隔振器在切割机工位不便于定位、切割
3.3拆装一次所需时间较长;
3.4随着钢丝绳隔振器生产量增大,这种切割方式造成钢丝绳隔振器生产效率低下,严重制约了产能,导致需求与产能的矛盾日益突出;
3.5传统的切割方法由于采用人工切割,有一定的安全隐患。
发明内容
本发明的目的是克服现有传统切割技术所存在的不足,提供一种用于钢丝绳隔振器快速自动切割装置,不需要将隔振器产品取下,直接在绕制工位上实施切割。
按照本发明提供的技术方案,带有自动切割装置的钢丝绳绕制机,包括自动切割装置及工作台,所述钢丝绳绕制机包括钢丝绳隔振器、传动轴、绕制动力组件、钢丝绳隔振器绕制模具、尾座及压板,所述绕制动力组件包括驱动电机和与驱动电机连接的减速机,钢丝绳隔振器绕制模具与尾座和传动轴连接,尾座与工作台连接,所述传动轴设于减速机上,所述钢丝绳隔振器与压板安装在钢丝绳隔振器绕制模具并设于传动轴的一侧;所述自动切割装置设于钢丝绳绕制机的内侧且靠近传动轴,自动切割装置的一侧设有调节固定架、光电传感器及限位传感器,光电传感器及限位传感器分别固定在调节固定架上。
作为本发明的进一步改进,所述自动切割装置包括Y向运动机构、X向运动机构、Z向运动机构及切刀组件,所述Y向运动机构固定在工作台的台面上;所述X向运动机构设置在Y向运动机构上;Z向运动机构设置在X向运动机构上;所述切刀组件设置在Z向运动机构上。
作为本发明的进一步改进,所述Y向运动机构包括Y向控制电机、Y向传动杆、Y向安装底座、直线导轨、Y向滑行板、限位传感器及传感器感应片;其中Y向控制电机、Y向传动杆、直线导轨、限位传感器通过螺栓安装在Y向安装底座上,Y向滑行板安装在直线导轨上,传感器感应片安装在Y向滑行板的侧面。
作为本发明的进一步改进,所述X向运动机构包括X向控制电机、X向传动杆、X向安装底座、直线导轨、X向滑行板、限位传感器及传感器感应片;其中X向控制电机、X向传动杆、直线导轨、限位传感器通过螺栓安装在X向安装底座上,X向滑行板安装在直线导轨上,传感器感应片安装在X向滑行板的侧面。
作为本发明的进一步改进,所述Z向运动机构包括Z向伺服电机、Z向传动杆、Z向安装底座、直线导轨、Z向滑行板、Z向固定板、加强肋板、限位传感器及传感器感应片;其中Z向控制电机、Z向传动杆、直线导轨、传感器通过螺栓安装在Z向安装底座上,Z向滑行板安装在直线导轨上,传感器感应片安装在Z向滑行板的侧面,然后将X向安装底座安装在Z向固定板上,加强肋板通过螺钉与Z向固定座和Z向固定板连接固定。
作为本发明的进一步改进,所述切刀组件包括切刀、切刀电机、切刀防护罩、切刀固定座及安装架;所述切刀、切刀电机、切刀防护罩组成一个部件安装在切刀固定座内,切刀固定座与安装架通过螺钉连接与固定,安装架固定在Z向运动机构的Z向滑行板上。
本发明与现有技术相比,具有如下优点:
本发明采用了空间三向运动结构及伺服与光电的控制方式,根据钢丝绳隔振器的绕制机理,选择恰当的切割部位,同时为保证切刀能够快速、准确的运动到切割位置,精准地对切断点的实施切割任务,应用AI技术,专门设计了伺服控制系统、光电传输、控制、自适应信号处理系统,从而保证优良的切割效果。
附图说明
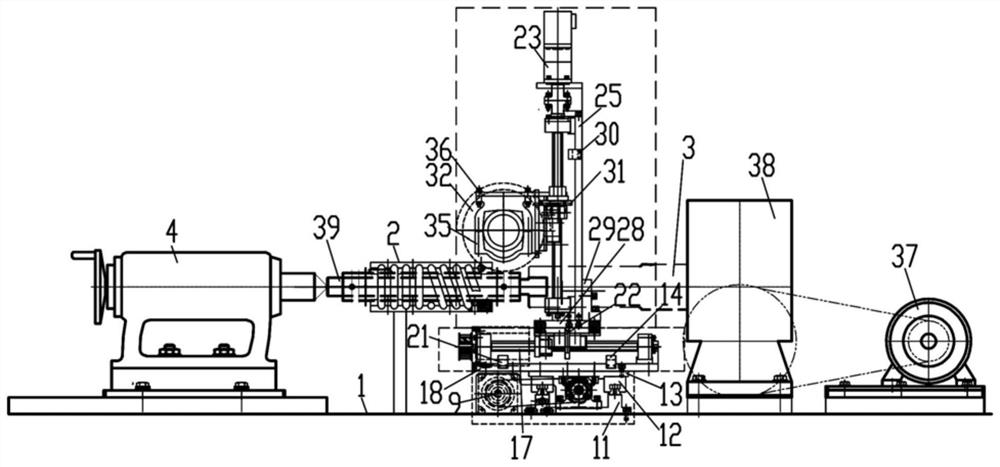
图1为本发明的整体结构的主视图。
图2为本发明的整体结构的左视图。
图3为本发明的电路连接图。
附图标记说明:1-工作台、2-钢丝绳隔振器、3-传动轴、4-尾座、5-压板、6-调节固定架、7-光电传感器、8-限位传感器、9-Y向控制电机、10-Y向传动杆、11-Y向安装底座、12-Y向直线导轨、13-Y向滑行板、14-Y向限位传感器、15-Y向传感器感应片、16-X向控制电机、17-X向传动杆、18-X向安装底座、19-X向直线导轨、20-X向滑行板、21-X向限位传感器、22-X向传感器感应片、23-Z向伺服电机、24-Z向传动杆、25-Z向安装底座、26-Z向直线导轨、27-Z向滑行板、28-Z向固定板、29-加强肋板、30-Z向限位传感器、31-Z向传感器感应片、32-切刀、33-切刀电机、34-切刀防护罩、35-切刀固定座、36-安装架、37-绕制动力组件、38-减速机、39-钢丝绳隔振器绕制模具。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步的说明。
如图所示,带有自动切割装置的钢丝绳绕制机,包括自动切割装置及工作台1,所述钢丝绳绕制机包括钢丝绳隔振器2、传动轴3、绕制动力组件37、钢丝绳隔振器绕制模具39、尾座4及压板5,所述绕制动力组件37包括驱动电机和与驱动电机连接的减速机38,钢丝绳隔振器绕制模具39与尾座4和传动轴3连接,尾座4与工作台1连接,所述传动轴3设于减速机38上,所述钢丝绳隔振器2与压板5安装在钢丝绳隔振器绕制模具39上并设于传动轴3的一侧;所述自动切割装置设于钢丝绳绕制机的内侧且靠近传动轴3,自动切割装置的一侧设有光电传感器调节固定架6,光电传感器调节固定架6上设有光电传感器7及限位传感器8。
所述自动切割装置包括Y向运动机构、X向运动机构、Z向运动机构及切刀组件,所述Y向运动机构固定在工作台1的台面上;所述X向运动机构设置在Y向运动机构上;Z向运动机构设置在X向运动机构上;所述切刀组件设置在Z向运动机构上。
所述Y向运动机构包括Y向控制电机9、Y向传动丝杆10、Y向安装底座11、Y向直线导轨12、Y向滑行板13、Y向限位传感器14及Y向传感器感应片15;其中Y向控制电机9、Y向传动丝杆10、Y向直线导轨12及Y向限位传感器14通过螺栓安装在Y向安装底座11上,Y向滑行板13安装在Y向直线导轨12上,Y向传感器感应片15安装在Y向滑行板13的侧面。
所述X向运动机构包括X向控制电机16、X向传动丝杆17、X向安装底座18、X向直线导轨19、X向滑行板20、X向限位传感器21及X向传感器感应片22;其中X向控制电机16、X向传动杆17、X向直线导轨19及X向限位传感器21通过螺栓安装在X向安装底座上18,X向滑行板20安装在X向直线导轨19上,X向传感器感应片22安装在X向滑行板20的侧面。
所述Z向运动机构包括Z向伺服电机23、Z向传动丝杆24、Z向安装底座25、Z向直线导轨26、Z向滑行板27、Z向固定板28、加强肋板29、Z向限位传感器30及Z向传感器感应片31;其中Z向伺服电机23、Z向传动杆24、Z向直线导轨26及Z向限位传感器30通过螺栓安装在Z向安装底座25上,Z向滑行板27安装在Z向直线导轨26上,Z向传感器感应片31安装在Z向滑行板27的侧面,然后将X向安装底座18安装在Z向固定板28上,加强肋板29通过螺钉与Z向固定座28和Z向固定板连接固定。
所述切刀组件包括切刀32、切刀电机33、切刀防护罩34、切刀固定座35及安装架36;所述切刀32、切刀电机33及切刀防护罩34组成一个整体安装在切刀固定座35内,切刀固定座35与安装架36通过螺钉连接与固定,安装架36固定在Z向运动机构的Z向滑行板27上。
所述光电传感器7、限位传感器8、Y向限位传感器14、X向限位传感器21及Z向限位传感器30均通过线路连接微数控运动控制器和控制自动切割装置的PLC控制器,其中PLC控制器连接X向运动机构、Y向运动机构及Z向运动机构的X向控制电机、Y向控制电机及Z向伺服电机,所述微数控运动控制器为M2P-6000微数控运动控制器,M2P-6000微数控运动控制器与控制X向运动机构、Y向运动机构、Z向运动机构的PLC控制器连接构成一个闭环控制系统;所述光电传感器7的型号为WJ-V30,所述限位传感器8的型号为WJ-V30,所述Y向限位传感器14、X向限位传感器21及Z向限位传感器30的型号均为WGB-V30。
本发明的工作原理如下:
将钢丝绳绕制机固定在工作台对应位置上,用压板将钢丝绳一端固定在绕制组件起始端,然后启动自动绕制模式;钢丝绳的运动方向与钢丝绳绕制机的工作运动方向件图2所示。
当钢丝绳绕制结束,钢丝绳反向拉近后,自动切割装置接到反馈信号,Y向运动机构电机启动,通过Y向传动杆10带动Y向滑行板13运动到钢丝绳切断点位置;光电传感器7接到Y向运动机构到钢丝绳切断点反馈信号后,即时将信号反馈到M2P-6000微数控运动控制器,M2P-6000微数控运动控制器然后将信号传输到控制X向运动机构的PLC控制器,然后PLC控制器输出控制信号使X向控制电机16启动,通过X向传动杆17拖动X向滑行板20向钢丝绳切断点运动,在距钢丝绳切断点80mm的距离时,控制Z向运动机构的PLC控制器输出控制信号使Z向伺服电机23启动,通过Z向传动杆24拖动Z向滑行板27向下运动,安装在Z向滑行板27上的切刀组件的切刀32距钢丝绳切断点50mm的距离时,控制切刀32的光电传感器7发射出的激光照射到切刀32上设定的位置,反馈信号传输到控制切刀32的电机的控制器激发电机启动,带动刀具运动。
在X向运动机构、Z向运动机构同时作用下,将高速工作的切刀32送到钢丝绳切断点,进行切割钢丝绳,在完全切断钢丝绳的瞬间,控制切刀32工作的限位传感器8发射的激光照射在切断点切刀32的最外缘,控制器在接收到钢丝绳切断的信号后、通过M2P-6000微数控运动控制器及控制X向运动机构、Y向运动机构、Z向的PLC控制系统瞬时传输给切刀电机33、Z向伺服电机23及X向控制电机16停止工作的反馈信号;停顿2秒钟后,Y向运动机构、X向运动机构、Z向运动机构按既定程序回归到工作原点。这样就完成了钢丝绳隔振器的切割工作。
- 带有自动切割装置的钢丝绳绕制机
- 一种带有切割装置的波导丝自动校直机