拼接系统
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及一种座椅配件生产设备,尤其涉及一种拼接系统。
背景技术
现有的装有软垫的座椅,需要安装弹性配件以使座椅上的软垫具有更佳的弹性。而在日常生产加工中,一般是通过人工打夹子钉将蛇簧与固定架拼接组装成弹性配件,存在人力成本高、生产效率低下的问题。
发明内容
为了克服现有技术的不足,本发明的目的在于提供一种拼接系统,可有效将夹子钉压紧固定在蛇簧和固定架上,实现蛇簧和固定架的自动化拼接,有利于提高生产效率和降低人力成本。
本发明的目的采用如下技术方案实现:
拼接系统,包括:
打钉装置;
打钉动力驱动装置;
上料位,用于放置蛇簧和固定架;
检测装置,用于感应夹子钉、蛇簧和固定架并发出检测信号;
控制装置,所述控制装置与检测装置、打钉动力驱动装置电性连接,所述控制装置用于接收所述检测信号并使所述打钉动力驱动装置驱动所述打钉装置往靠近上料位的方向运动,以将夹子钉压紧固定于蛇簧和固定架上。
进一步地,所述打钉动力驱动装置能驱动所述打钉装置将夹子钉放置在上料位的蛇簧和固定架上。
进一步地,所述打钉装置包括打钉支架、打钉枪主体、打钉压头和钉夹,所述打钉枪主体设置在打钉支架上,所述打钉枪主体设有内腔,所述打钉压头活动设置于内腔中,所述钉夹上设有用于放置夹子钉的储钉槽,所述储钉槽与内腔连通;所述打钉枪主体上设有钩状部,所述钩状部上设有拼接开口,所述拼接开口与内腔连通;
所述打钉动力驱动装置包括送钉装置、第一升降装置、第二升降装置和平移装置,所述送钉装置能使夹子钉在储钉槽运动,以使夹子钉运动至所述内腔并落入拼接开口,所述第一升降装置能驱动打钉支架相对上料位上下移动,所述第二升降装置能够驱动打钉压头相对打钉枪主体上下移动,所述平移装置能驱动打钉枪主体相对上料位左右移动,使所述钩状部能与蛇簧、固定架接触,以使蛇簧、固定架进入拼接开口,所述打钉压头与钩状部配合将夹子钉压紧固定于蛇簧和固定架上。
进一步地,还包括供钉装置和供钉驱动装置,所述供钉装置上用于容置夹子钉的供钉槽,所述供钉驱动装置能将供钉装置上的夹子钉输送至所述钉夹。
进一步地,所述第一升降装置驱动打钉支架相对上料位上下移动,以使所述钉夹能与加钉装置对接,从而使所述供钉驱动装置能将夹子钉从供钉槽输送至储钉槽。
进一步地,所述上料位设有用于放置蛇簧和固定架的供料平台,所述打钉动力驱动装置用于驱动所述打钉装置往靠近供料平台的方向移动,以使所述打钉装置能与蛇簧和固定架接触。
进一步地,所述供料平台上设有可开合的夹具和开合驱动装置,所述夹具用于将蛇簧和固定架固定在供料平台上,所述开合驱动装置与控制装置电性连接,所述控制装置用于使所述开合驱动装置驱动夹具的开合。
进一步地,还包括平台驱动装置,所述夹具设置至少两套,所述平台驱动装置与控制装置电性连接,所述平台驱动装置用于驱动所述供料平台转动,以使每套所述夹具上的蛇簧和固定架均能转动至打钉装置处。
进一步地,还包括取料装置,所述取料装置用于将蛇簧和固定架放置在上料位并能将上料位的弹性配件输出。
进一步地,还包括送料支架,所述送料支架用于固定上一工位输出的蛇簧和固定架,所述取料装置能将送料支架上的蛇簧和固定架放置在上料位上。
进一步地,还包括抵挡组件和抵挡动力驱动装置,所述抵挡动力驱动装置与控制装置电性连接,所述抵挡动力驱动装置用于使抵挡组件往靠近蛇簧和固定架方向运动并与蛇簧和固定架抵接,以限制所述取料装置每次从所述送料支架上取预设数量的蛇簧和固定架。
进一步地,所述送料支架包括支架主体和导向杆机构,所述支架主体上设有进料口和出料口,所述进料口位于支架主体远离取料装置的一侧且用于与上一工位连接,所述出料口位于支架主体靠近取料装置的一侧,所述导向杆机构用于形成排列吊挂蛇簧和固定架的轨道并能防止蛇簧和固定架脱离所述轨道,所述导向杆机构从进料口往出料口方向向下倾斜地设置于支架主体上,以使蛇簧和固定架能沿所述导向杆机构往出料口方向移动,所述抵挡动力驱动装置用于使抵挡组件与预设数量的蛇簧和固定架抵接并使该蛇簧和固定架移动至所述出料口。
进一步地,所述导向杆机构包括固定架导向杆机构和蛇簧导向杆机构,所述固定架导向杆机构和蛇簧导向杆机构上下设置在支架主体上且均延伸至出料口,所述固定架导向杆机构用于形成排列吊挂固定架的轨道并能防止固定架脱离所在的轨道,所述蛇簧导向杆机构用于形成排列吊挂蛇簧的轨道并能防止蛇簧脱离所在的轨道。
进一步地,还包括送料装置,所述送料装置用于往送料支架上的蛇簧和固定架吹送压力气体,进而驱动蛇簧和固定架往送料支架靠近取料装置的方向移动。
相比现有技术,本发明的有益效果在于:
通过检测装置感应夹子钉、蛇簧和固定架的位置,控制装置根据检测装置的检测信号,使打钉动力驱动装置驱动打钉装置将夹子钉压紧固定于蛇簧和固定架上,弹性配件得以拼接完成。这样,可有效将夹子钉压紧固定在蛇簧和固定架上,实现蛇簧和固定架的自动化拼接,有利于提高生产效率。
附图说明
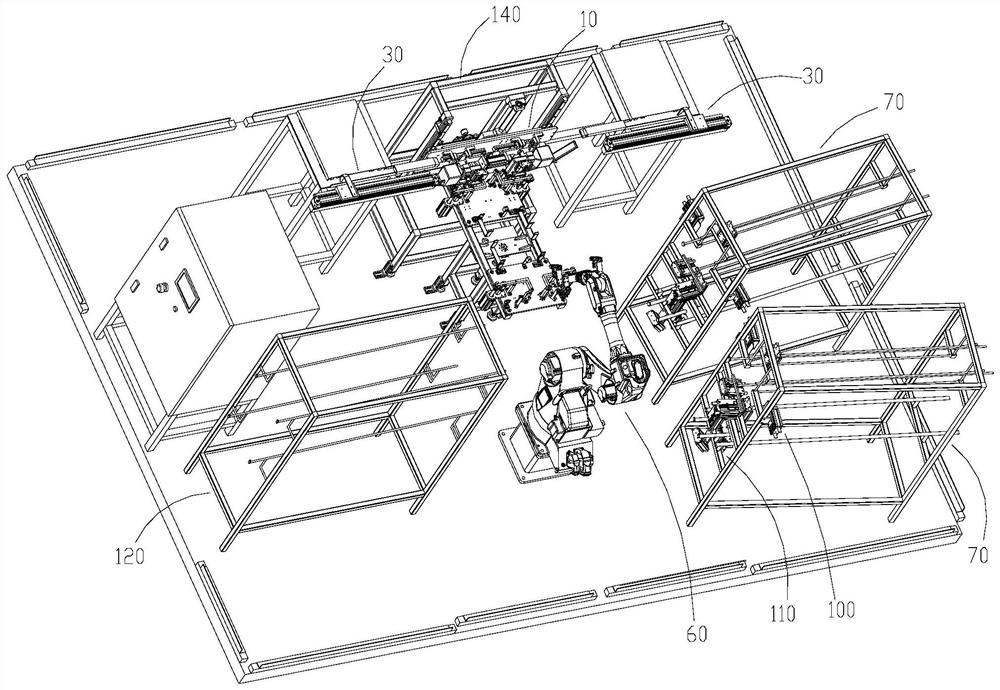
图1为本发明实施例中拼接系统的结构示意图;
图2为图1的局部结构示意图;
图3为本发明实施例中拼接系统其上料位的结构示意图;
图4为本发明实施例中拼接系统其打钉装置的结构示意图;
图5为本发明实施例中拼接系统其送料支架一种角度的结构示意图;
图6为本发明实施例中拼接系统其送料支架另一种角度的结构示意图;
图7为本发明实施例中弹性配件的结构示意图;
图中:10、打钉装置;101、打钉支架;102、打钉枪主体;103、钉夹;104、钩状部;20、打钉动力驱动装置;201、第一升降装置;202、第二升降装置;203、平移装置;30、供钉装置;40、供料平台;401、夹具;402、固定座;403、压杆;404、开合驱动装置;50、平台驱动装置;60、取料装置;601、夹爪;70、送料支架;701、支架主体;702、上导向杆组件;703、下导向杆组件;704、固定架限位块;705、第一导向杆组件;706、第二导向杆组件;707、蛇簧限位块;80、固定架抵挡组件;801、固定架上侧抵挡件;802、固定架下侧抵挡件;803、固定架前侧抵挡件;804、固定架后侧抵挡件;805、固定架抵顶件;90、蛇簧抵挡组件;901、蛇簧上侧抵挡件;902、蛇簧下侧抵挡件;903、蛇簧抵顶件;100、固定架抵挡动力驱动装置;1001、上抵挡动力驱动装置;1002、下抵挡动力平移驱动装置;1003、前抵挡动力驱动装置;1004、后抵挡动力驱动装置;1005、固定架抵顶动力驱动装置;1006、下抵挡动力升降驱动装置;110、蛇簧抵挡动力驱动装置;1101、蛇簧上侧抵挡动力驱动装置;1102、蛇簧下侧抵挡动力驱动装置;1103、蛇簧抵顶动力驱动装置;120、下料支架;130、弹性配件;1301、蛇簧;1302、固定架;1303、夹子钉;140、机架。
具体实施方式
下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
如图1-7所示,本发明实施例提供一种拼接系统,能实现蛇簧1301和固定架1302的自动化拼接,拼接组装成的弹性配件130适用于汽车座椅,当然该弹性配件130也可以应用在家用座椅(沙发)、商业场所用的座椅(沙发)等。其中,本实施例中的固定架1302为网格结构的架子。本发明实施例的拼接系统,其包括打钉装置10、打钉动力驱动装置20、上料位、检测装置和控制装置,上料位用于放置蛇簧1301和固定架1302;检测装置用于感应夹子钉1303、蛇簧1301和固定架1302并发出检测信号;控制装置与检测装置、打钉动力驱动装置20电性连接,控制装置用于接收检测信号并使打钉动力驱动装置20驱动打钉装置10往靠近上料位的方向运动,以将夹子钉1303压紧固定于蛇簧1301和固定架1302上。
在上述结构的基础上,通过检测装置感应夹子钉1303、蛇簧1301和固定架1302的位置,当检测装置感应到夹子钉1303放置在蛇簧1301和固定架1302上时,检测装置将发出检测信号,控制装置接收上述检测信号,使打钉动力驱动装置20驱动打钉装置10往靠近上料位的方向运动以将夹子钉1303压紧固定于蛇簧1301和固定架1302上,弹性配件130得以拼接完成。这样,本发明实施例的拼接系统,可有效将夹子钉1303压紧固定在蛇簧1301和固定架1302上,实现蛇簧1301和固定架1302的自动化拼接,有利于提高生产效率和降低人力成本。
在具体实施时,可以通过人工将蛇簧1301和固定架1302叠放在上料位,将夹子钉1303放置在蛇簧1301和固定架1302上,再通过打钉动力驱动装置20驱动打钉装置10将夹子钉1303压紧固定在蛇簧1301和固定架1302上。
在本发明中,所述的蛇簧1301和固定架1302叠放,优选为蛇簧1301和固定架1302局部重叠。
在本实施例中,打钉动力驱动装置20能驱动打钉装置10将夹子钉1303放置在上料位的蛇簧1301和固定架1302上,这样,可自动将夹子钉1303放在蛇簧1301和固定架1302上,有利于提高生产效率。
作为本实施例中一种较佳的实施方式,打钉装置10包括打钉支架101、打钉枪主体102、打钉压头和钉夹103,打钉枪主体102设置在打钉支架101上,打钉枪主体102设有内腔,打钉压头活动设置于内腔中,钉夹103上设有用于放置夹子钉1303的储钉槽,储钉槽与内腔连通;打钉枪主体102上设有钩状部104,钩状部104上设有拼接开口,拼接开口与内腔连通。
进一步地,打钉动力驱动装置20包括送钉装置、第一升降装置201、第二升降装置202和平移装置203,送钉装置能使夹子钉1303在储钉槽运动,以使夹子钉1303运动至内腔并落入拼接开口,第一升降装置201能驱动打钉支架101相对上料位上下移动,第二升降装置202能够驱动打钉压头相对打钉枪主体102上下移动,平移装置203能驱动打钉枪主体102相对上料位左右移动,使钩状部104能与蛇簧1301、固定架1302接触,以使蛇簧1301、固定架1302进入拼接开口,打钉压头与钩状部104配合将夹子钉1303压紧固定于蛇簧1301和固定架1302上。这样,通过打钉动力驱动装置20能够使打钉压头与蛇簧1301、固定架1302有效接触,还能将夹子钉1303自动放在蛇簧1301和固定架1302上,驱动打钉压头与钩状部104有效配合,从而能够将夹子钉1303压紧固定于蛇簧1301和固定架1302上,实现蛇簧1301和固定架1302的有效拼接。
在具体实施时,送钉装置可以包括推料件和推料装置,推料件穿设储钉槽,推料装置与控制装置电性连接,控制装置使推料装置驱动推料件在储钉槽中移动,以推动夹子钉1303往脱离储钉槽的方向移动至内腔后落入拼接开口,从而落在蛇簧1301和固定架1302上,打钉压头将夹子钉1303压紧固定于蛇簧1301和固定架1302上。可以通过设置推料装置的行程,使推料件每次仅将预设数量的夹子钉1303推送至内腔,这样,在推料装置和推料件的作用下,能将夹子钉1303自动放置在蛇簧1301和固定架1302上,有利于提高自动化程度和生产效率,可有效降低人力成本。
当然,还可以通过检测装置监测,以使推料件每次仅将预设数量的夹子钉1303推送至内腔。如可以是一个夹子钉1303,推料件每次将一个夹子钉1303移送至内腔,使夹子钉1303落入拼接开口后放置在蛇簧1301和固定架1302上。
其中,推料装置可以为气缸、油缸或电机等。
在本实施例中,钩状部104设置在打钉枪主体102的下端,便于钩状部104与蛇簧1301、固定架1302接触。
在本实施例中,上料位位于打钉装置10的下侧,便于放置蛇簧1301和固定架1302。
另外,本实施例中的拼接系统还包括机架140,打钉支架101活动安装在机架140上,第一升降装置201驱动打钉支架101在机架140上下移动,可给打钉支架101提供有效支撑作用。
在本实施例中,机架140上设有导轨,打钉支架101通过滑块与导轨滑动连接,从而起到一定的导向作用,使打钉支架101在机架140上平稳移动。
在本实施例中,第一升降装置201优选包括丝杆和电机,丝杆可转动地设置在机架140的一侧上,打钉支架101安装在丝杆上,电机驱动丝杆转动,从而使打钉支架101能在丝杆上上下移动,即可使打钉支架101相对上料位上下移动。
当然,作为其它实施方式,第一升降装置201也可以是气缸或油缸等。
在本实施例中,第二升降装置202和平移装置203为气缸。作为其它实施方式,也可以是油缸或电机等。
在打钉时,检测装置感应到蛇簧1301和固定架1302已放置在上料位,发送检测信号给控制装置,控制系统使送钉装置启动,将夹子钉1303放置在蛇簧1301和固定架1302上。当检测装置感应到夹子钉1303已放置在蛇簧1301和固定架1302上,控制装置使第一升降装置201驱动打钉支架101下降,使钩状部104位于上料位上的蛇簧1301和固定架1302一侧,平移装置203驱动打钉枪主体102水平移动,以使蛇簧1301和固定架1302进入拼接开口进而钩状部104将两者勾住。控制装置使第二升降装置202驱动打钉压头下降,使打钉压头与钩状部104相配合,进而使夹子钉1303发生形变,将夹子钉1303压紧固定于蛇簧1301和固定架1302上,从而完成拼接动作,弹性配件130得以拼接完成。当弹性配件130被取走后,控制装置先使第二升降装置202驱动打钉压头上升复位,此时打钉压头往远离钩状部104的方向上升复位,控制装置使第一升降装置201驱动打钉支架101下降一定高度,使弹性配件130位于拼接开口中但不与钩状部104接触的位置,此时控制装置使平移装置203驱动打钉枪主体102平移复位,使得弹性配件130完全脱离拼接开口,第一升降装置201驱动打钉支架101上升复位,带动打钉装置10上升复位,弹性配件130可以被取走出料。
在本实施例中,打钉枪主体102的数量为两个,钉夹103的数量与之相匹配,这样,打钉装置10每次动作,能把两个夹子钉1303放在蛇簧1301和固定架1302的两侧上,并能够将两个夹子钉1303压紧固定在蛇簧1301和固定架1302的两侧上,有利于实现更好的拼接效果。
更佳的实施方式是,该拼接系统还包括供钉装置30和供钉驱动装置,供钉装置30上用于容置夹子钉1303的供钉槽,供钉驱动装置能将供钉装置30上的夹子钉1303输送至钉夹103,从而能够实现自动加钉,可避免缺夹子钉1303而导致拼接系统停机的情况发生,有利于提高自动化程度和生产效率。
在本实施例中,第一升降装置201驱动打钉支架101相对上料位上下移动,以使调整钉夹103与加钉装置的相对位置进而实现有效对接,从而使供钉驱动装置能将夹子钉1303从供钉槽输送至储钉槽,有利于提高自动加钉的效率。
更具体地,本实施例的钉夹103上设有加钉口和出钉口,储钉槽与加钉口、出钉口连通,出钉口与内腔连通,供钉装置30上设有用于容置夹子钉1303的供钉槽,供钉装置30还设有供钉口,供钉口与供钉槽连通。当钉夹103与加钉装置对接时,加钉口能与加钉口对接,供钉驱动装置能驱动供钉槽中的夹子钉1303往供钉口方向移动,以使夹子钉1303经供钉口脱离供钉槽后落入加钉口,从而夹子钉1303经加钉口进入储钉槽中,如此实现自动加钉。
在具体实施时,钉夹103可以为矩形轨道结构,有利于夹子钉1303在储钉槽中有序排列,便于夹子钉1303有序进入内腔。
在本实施例中,钉夹103为弧形轨道结构,有利于减少打钉装置10占用的空间。
在本实施例中,供钉装置30的数量与钉夹103的数量相匹配。
在具体实施时,供钉驱动装置可以包括输送带和电机,通过电机驱动输送带转动,可将供钉槽中的夹子钉1303往供钉口方向输送。
在其它实施例中,输送带还可以替换为滚轮、辊轴等。
在本实施例中,上料位设有用于放置蛇簧1301和固定架1302的供料平台40,打钉动力驱动装置20用于驱动打钉装置10往靠近供料平台40的方向移动,以使打钉装置10能与蛇簧1301和固定架1302接触。这样,供料平台40给蛇簧1301和固定架1302提供有效支撑,还有利于打钉动作的实现。
作为优选的实施方式,供料平台40上设有可开合的夹具401和开合驱动装置404,夹具401用于将蛇簧1301和固定架1302固定在供料平台40上,开合驱动装置404与控制装置电性连接,控制装置用于使开合驱动装置404驱动夹具401的开合。这样,通过开合驱动装置404实现夹具401的开合,便于蛇簧1301和固定架1302的拆装,也便于取料装置60快速取放蛇簧1301和固定架1302。
在本实施例中,夹具401包括固定座402和压杆403,蛇簧1301和固定架1302叠放在固定座402上,压杆403可转动地安装在固定座402上,开合驱动装置404能驱动压杆403在固定座402上转动,从而实现夹具401的开合。当检测装置感应到蛇簧1301和固定架1302进入其于上料位的检测范围时,控制装置使开合驱动装置404驱动压杆403往远离固定座402的方向移动,夹具401被打开,此时可以将蛇簧1301和固定架1302叠放在固定座402上;控制装置使开合驱动装置404驱动压杆403往靠近固定座402的方向移动,夹具401被关闭,此时压杆403将蛇簧1301和固定架1302固定在固定座402上,打钉动力驱动装置20驱动打钉装置10进行打钉动作。当蛇簧1301和固定架1302拼接完成后,夹具401被打开,从而能够取走夹具401上的弹性配件130。
在本实施例中,压杆403可以是仅压住蛇簧1301和固定架1302重叠的部分即可。
在具体实施时,开合驱动装置404可以是气缸、电机或油缸等。
作为优选的实施方式,该拼接系统还包括平台驱动装置50,夹具401设置至少两套,平台驱动装置50与控制装置电性连接,平台驱动装置50用于驱动供料平台40转动,以使每套夹具401上的蛇簧1301和固定架1302均能转动至打钉装置10处。这样,通过至少两套夹具401轮流给打钉装置10供应蛇簧1301和固定架1302,有利于提高生产效率。
在具体实施时,平台驱动装置50可以是气缸、电机或油缸等。
在本实施例中,该拼接系统还包括取料装置60,取料装置60用于将蛇簧1301和固定架1302放置在供料平台40的夹具401上,其还能将夹具401上组装好的弹性配件130输出,可实现自动上料和出料,有利于提高生产效率。
作为优选的实施方式,取料装置60为机械手,有利于提高取料的效率。
在具体实施时,机械手上可以设置一套夹爪601,通过控制该夹爪601的动作,每次仅夹取蛇簧1301和固定架1302两者中的一个,当机械手放料于供料平台40后,将返回取这两者中的另一个,如此,可将蛇簧1301和固定架1302叠放在一夹具401上。
在本实施例中,机械手上设置有两套夹爪601,通过控制这两套夹爪601的动作,每次可夹取一蛇簧1301和一固定架1302,然后机械手移动至一夹具401上方,将蛇簧1301和固定架1302叠放在该夹具401上。
在其它实施例中,取料装置60可以是输送带、滚筒线等,也能达到将蛇簧1301和固定架1302自动输送至供料平台40的夹具401上的目的。
在本实施例中,该拼接系统还包括送料支架70,送料支架70用于固定上一工位输出的蛇簧1301和固定架1302,取料装置60能将送料支架70上的蛇簧1301和固定架1302放置在上料位上,这样,送料支架70将上一工位的蛇簧1301和固定架1302搬运至取料装置60可取料的范围,便于给打钉装置10有效供料。
在本实施例中,蛇簧1301和固定架1302均沿送料支架70的长度方向依次排列吊挂,便于取料装置60取料。
作为优选的实施方式,该拼接系统还包括抵挡组件和抵挡动力驱动装置,抵挡动力驱动装置与控制装置电性连接,抵挡动力驱动装置用于使抵挡组件往靠近蛇簧1301和固定架1302方向运动并与蛇簧1301和固定架1302抵接,以限制取料装置60每次从送料支架70上取预设数量的蛇簧1301和固定架1302,有利于实现精准送料。
在本实施例中,抵挡组件包括固定架抵挡组件80和蛇簧抵挡组件90,抵挡动力驱动装置包括固定架抵挡动力驱动装置100和蛇簧抵挡动力驱动装置110,固定架抵挡动力驱动装置100能驱动固定架抵挡组件80与送料支架70上的固定架1302相抵,且预设数量的固定架1302能够被取料装置60取走,达到精准送料的目的。同理,蛇簧抵挡动力驱动装置110能驱动蛇簧抵挡组件90与送料支架70上的蛇簧1301相抵,且预设数量的蛇簧1301能够被取料装置60取走。
在本实施例中,固定架抵挡动力驱动装置100能驱动固定架抵挡组件80在送料支架70的上、下、前、后侧方向施加作用力,即取料装置60每次取料,仅允许送料支架70上预设数量的固定架1302能被取料装置60取走,送料支架70上其余的固定架1302均被固定架抵挡组件80紧抵于送料支架70上。
在本实施例中,固定架抵挡组件80包括固定架上侧抵挡件801、固定架下侧抵挡件802、固定架前侧抵挡件803、固定架后侧抵挡件804和固定架抵顶件805,固定架抵挡动力驱动装置100包括上抵挡动力驱动装置1001、下抵挡动力驱动装置、前抵挡动力驱动装置1003、后抵挡动力驱动装置1004和固定架抵顶动力驱动装置1005,上抵挡动力驱动装置1001、下抵挡动力驱动装置、前抵挡动力驱动装置1003、后抵挡动力驱动装置1004分别驱动固定架上侧抵挡件801、固定架下侧抵挡件802、固定架前侧抵挡件803、固定架后侧抵挡件804往靠近固定架1302的方向移动。
在本实施例中,下抵挡动力驱动装置包括下抵挡动力平移驱动装置1002和下抵挡动力升降驱动装置1006,下抵挡动力平移驱动装置1002的输出轴与固定架下侧抵挡件802连接,下抵挡动力升降驱动装置1006的输出轴与下抵挡动力平移驱动装置1002连接。这样,控制系统使下抵挡动力驱动装置启动,下抵挡动力升降驱动装置1006驱动下抵挡动力平移驱动装置1002上升到预设高度,然后下抵挡动力平移驱动装置1002驱动固定架下侧抵挡件802往靠近固定架1302的方向移动,以与固定架1302实现有效接触。当固定架下侧抵挡件802复位时,通过下抵挡动力升降驱动装置1006驱动下抵挡动力平移驱动装置1002下降复位,下抵挡动力平移驱动装置1002驱动固定架下侧抵挡件802往远离固定架1302的方向移动复位,以便于固定架1302能移动至送料支架70上靠近取料装置60的位置,此时固定架抵顶动力驱动装置1005驱动固定架抵顶件805将固定架1302抵顶,使其突出于送料支架70。
具体地,设送料支架70上最靠近取料装置60的预设数量的固定架1302为a,送料支架70上第二靠近取料装置60的固定架1302为b,固定架上侧抵挡件801、固定架下侧抵挡件802分别与a的上、下侧抵接,固定架前侧抵挡件803、固定架后侧抵挡件804分别与b的前、后侧抵接,将a、b以及其余固定架1302紧抵于送料支架70上。当上抵挡动力驱动装置1001、下抵挡动力驱动装置驱动固定架上侧抵挡件801、固定架下侧抵挡件802运动复位时,施加在a上的作用力消失,固定架抵顶动力驱动装置1005驱动固定架抵顶件805将a抵顶,此时,a与固定架抵顶件805接触的这侧较上侧更靠近取料装置60,即使a倾斜地吊挂在送料支架70上,使得a突出于送料支架70,以便于取料装置60将a取走。取料装置60按上述方法往复取送固定架1302。
在具体实施时,蛇簧抵挡动力驱动装置110、蛇簧抵挡组件90的具体设置可以参照上述固定架抵挡动力驱动装置100、固定架抵挡组件80的结构设置。
在本实施例中更佳的实施方式是,蛇簧抵挡动力驱动装置110能驱动蛇簧抵挡组件90在送料支架70的上、下侧方向施加作用力,即取料装置60每次取料,仅允许送料支架70上预设数量的蛇簧1301能被取料装置60取走,送料支架70上其余的蛇簧1301均被蛇簧抵挡组件90紧抵于送料支架70上。
在本实施例中,蛇簧抵挡组件90包括蛇簧上侧抵挡件901、蛇簧下侧抵挡件902和蛇簧抵顶件903,蛇簧抵挡动力驱动装置110包括蛇簧上侧抵挡动力驱动装置1101、蛇簧下侧抵挡动力驱动装置1102和蛇簧抵顶动力驱动装置1103,蛇簧上侧抵挡动力驱动装置1101、蛇簧下侧抵挡动力驱动装置1102分别驱动蛇簧上侧抵挡件901、蛇簧下侧抵挡件902往靠近蛇簧1301的方向移动。
具体地,设送料支架70上最靠近取料装置60的预设数量的蛇簧1301为c,送料支架70上第二靠近取料装置60的蛇簧1301为d,蛇簧上侧抵挡件901与d的上侧抵接,蛇簧下侧抵挡件902与c的下侧抵接,将c、d以及其余蛇簧1301紧抵于送料支架70上。当蛇簧下侧抵挡动力驱动装置1102驱动蛇簧下侧抵挡件902运动复位时,施加在c上的作用力消失,蛇簧抵顶动力驱动装置1103驱动蛇簧抵顶件903将c抵顶,此时,c与蛇簧抵顶件903接触的这侧较上侧更靠近取料装置60,即使c倾斜地吊挂在送料支架70上,使c突出于送料支架70,以便于取料装置60将c取走。取料装置60按上述方法往复取送蛇簧1301。
在本实施例中,固定架抵挡动力驱动装置100和蛇簧抵挡动力驱动装置110均为气缸,在其它实施例中,也可以是电机、油缸等。
另外,在具体实施时,各抵挡件和抵顶件为板状结构,也可以为针状结构。本实施例中的各抵挡件和抵顶件是板状结构和针状结构的组合使用,有利于与蛇簧1301、固定架1302实现有效接触。
作为优选的实施方式,送料支架70包括支架主体701和导向杆机构,支架主体701上设有进料口和出料口,进料口位于支架主体701远离取料装置60的一侧且用于与上一工位连接,出料口位于支架主体701靠近取料装置60的一侧,导向杆机构用于形成排列吊挂蛇簧1301和固定架1302的轨道并能防止蛇簧1301和固定架1302脱离所述轨道,导向杆机构从进料口往出料口方向向下倾斜地设置于支架主体701上,以使蛇簧1301和固定架1302能沿导向杆机构往出料口方向移动,抵挡动力驱动装置用于使抵挡组件与预设数量的蛇簧1301和固定架1302抵接并使该蛇簧1301和固定架1302移动至出料口,这样,便于取料装置60快速取料,且取料精准度较高,有利于提高生产效率。
在本实施例中,预设数量优选为一,即取料装置60每次能从送料支架70上取一个蛇簧1301和一个固定架1302。
在本实施例中,导向杆机构包括固定架1302导向杆机构和蛇簧1301导向杆机构,固定架1302导向杆机构和蛇簧1301导向杆机构上下设置在支架主体701上且均延伸至出料口,固定架1302导向杆机构用于形成排列吊挂固定架1302的轨道并能防止固定架1302脱离所在的轨道,蛇簧1301导向杆机构用于形成排列吊挂蛇簧1301的轨道并能防止蛇簧1301脱离所在的轨道。
作为优选的实施方式,固定架1302导向杆机构包括上导向杆组件702、下导向杆组件703和固定架限位块704,上导向杆组件702和下导向杆组件703均设置在支架主体701上,上导向杆组件702和下导向杆组件703之间配合形成有用于排列吊挂固定架1302的轨道,由于固定架1302导向杆机构从进料口往出料口方向向下倾斜设置,因而轨道中的固定架1302具有从进料口往出料口方向向下移动的趋势,有利于固定架1302在固定架1302导向杆机构的作用下自动移动至出料口。
进一步地,本实施例中下导向杆组件703比上导向杆组件702长,下导向杆组件703较长的部分延伸至出料口,固定架限位块704设置在下导向杆组件703较长的部分上,这样,通过固定架限位块704可以对下导向杆组件703上的固定架1302起到一定的限位作用,可利于防止固定架1302脱离下导向杆组件703。
作为优选的实施方式,蛇簧1301导向杆机构包括第一导向杆组件705、第二导向杆组件706和蛇簧限位块707,第一导向杆组件705、第二导向杆组件706均设置在支架主体701上,且第一导向杆组件705、第二导向杆组件706位于同一水平高度,两者相配合形成有用于排列吊挂蛇簧1301的轨道,由于蛇簧1301导向杆机构从进料口往出料口方向向下倾斜设置,因而轨道中的蛇簧1301具有从进料口往出料口方向向下移动的趋势,有利于蛇簧1301在蛇簧1301导向杆机构的作用下自动移动至出料口。
更具体地,第二导向杆组件706位于第一导向杆组件705的内侧,且第二导向杆组件706的一端延伸至出料口,蛇簧限位块707设置在第二导向杆组件706延伸至出料口的一端上,这样,通过蛇簧限位块707可以对第二导向杆组件706上的蛇簧1301起到一定的限位作用,可利于防止蛇簧1301脱离第二导向杆组件706。
在本具体实施时,送料支架70的数量可以为两个,有利于提高生产效率。
更佳的实施方式是,该拼接系统还包括送料装置,送料装置用于对送料支架70上的蛇簧1301和/或固定架1302施加外力,进而驱动蛇簧1301和/或固定架1302往送料支架70靠近取料装置60的方向移动。
在本具体实施时,送料装置用于往送料支架70上的蛇簧1301和/或固定架1302吹送压力气体,进而驱动蛇簧1301和/或固定架1302往送料支架70靠近取料装置60的方向移动,即可使蛇簧1301和/或固定架1302自动往出料口方向移动,有利于提高生产效率。
在本实施例中,由于蛇簧1301自重较固定架1302大,若无抵挡件的抵挡,在蛇簧1301导向杆机构的作用下,蛇簧1301能够自动移动自出料口,故而,送料装置仅设置在固定架1302导向杆机构上侧,仅对固定架1302吹送压力气体,使其能自动往出料口方向移动。
在其它实施例中,送料装置可以分别设置在固定架1302导向杆机构和蛇簧1301导向杆机构上侧,分别对蛇簧1301和固定架1302吹送压力气体,便于蛇簧1301和固定架1302自动移动至出料口。
在本实施例中,送料装置为气缸。
在其它实施例中,送料装置可以包括气缸和推杆,或者是电机和推杆等,通过驱动推杆给蛇簧1301和/或固定架1302施加推力,从而使蛇簧1301和/或固定架1302往出料口方向移动。
在本实施例中,该拼接系统还包括用于放置弹性配件130的下料位,取料装置60能将夹具401上的弹性配件130移送至下料位,实现弹性配件130的有效固定。
作为优选的实施方式,下料位上设置有下料支架120,下料支架120能够对弹性配件130实现有效支撑,便于将弹性配件130输送至下一工位。
当然,在其它实施例中,下料位还可以包括输送带、滚筒线等,或者是将下料支架120直接替换成输送带、滚筒线等,以将弹性配件130输送至下一工位。
在本实施例中,检测装置包括第一传感器、第二传感器、第三传感器、第四传感器和第五传感器,第一传感器、第二传感器可以设置在出料口处,第一传感器用于感应固定架1302,第二传感器用于感应蛇簧1301,第三传感器、第四传感器可以设置在供料平台40上,如固定座402上,分别用于检测供料平台40上两夹具401上的蛇簧1301和固定架1302是否摆放到位,第五传感器用于感应夹子钉1303是否放置在夹具401上的蛇簧1301和固定架1302上,当然,第五传感器还可以对打钉压头与夹子钉1303的相对位置进行检测,以便使打钉压头与夹子钉1303正对,有利于提高生产效率。通过上述传感器能够感应蛇簧1301、固定架1302在送料支架70、上料位、打钉装置10中的位置信息,控制装置通过接收上述位置信息,能够发出指令给取料装置60及各驱动装置,从而有效控制取料装置60及各驱动装置的动作。
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
- 检测系统、拼接系统、检测方法、拼接方法与拼接光栅尺
- 屏幕拼接识别方法、拼接屏系统及拼接屏的拼接结构