韧性线紧密成方绕线机、紧密绕线卷方扎带机及韧性线紧密绕线成方并扎带方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及自动化机械设备技术领域,特别是用于打草机的高韧性打草绳紧密成方的绕线机、绕线机紧密绕打草绳卷方的扎带机及其绕线成方并扎带方法。
背景技术
割草机打草绳需要卷绕成卷方可运输,且需要测量长度,按规定的直径绕成线圈,再剪切成成品。目前,这些工作采用手工作业方式,人工通过来回走动拉线测量长度,再按相应刻度用剪刀剪断,最后手工将线绕成线圈。手工作业方式不仅占地广,需要做大量的准备工作,而且人工绕成的线圈不紧凑,不美观,成品性能测试很难通过,效率低下,另外,由于打草绳一般为尼龙绳的高韧性材料,且棱角锋利,因此手工作业方式操作人员极易受伤。
而目前存在的卷线机也只能单纯的进行卷线,使得卷绕的打草绳数量不等,缠绕不整齐,在下一道工序时容易产生废料。绕线效率低,劳动强度大,再是由于打草绳韧性特点绕线圈数不准,紧密度不均匀,降低了环形线圈的质量。
在出厂时,这些打草绳必须绕卷好,然后用扎带扎好,否则拖着一根长长的电源线既不美观、不方便,也不安全。而现有一般通过是通过半自动化操作,打草绳绕好后需要人工扎好扎带,然后再人工取下打草绳等,效率还是不够高。
另外,目前的绕线扎带机一般均采用较多的电机,由于电机驱动控制复杂、制造成本昂贵,对于中小企业采购成本较高,实用性较差。
发明内容
有鉴于此,本发明的目的在于能实现打草机高韧性的打草绳定长度卷方、紧密均匀绕线、稳定捆绑、高效率一体化成品而提供一种韧性线紧密成方的绕线机和绕线机紧密绕打草绳卷方的扎带机。
为解决以上技术问题,一方面,本发明提供一种韧性线紧密成方绕线机,包括机台,所述机台上设置有绕线装置,还包括拉直输线装置、线头插引装置和剪断装置,外部收卷打草绳由所述拉直输线装置拉直梳理后向前输送,拉直后的打草绳穿插入所述线头插引装置内并由其导向线头插引入所述绕线装置内;
所述拉直输线装置和所述线头插引装置均具有一移动副,两个所述移动副分别对应第一向量和第二向量,所述第一向量和所述第二向量在相同并且经过所述绕线装置的中心。
作为本实施例中一些优选的方案,所述拉直输线装置包括固件板、安装在所述固件板上的线孔件、安装在输线方向后端的测距轮、安装在所述固件板上与所述测距轮中心连接通过其带动的测距器、安装在固件板可上下滑动的支架、安装在支架上前后贯穿固件板的第一齿轮轴机构、安装在固件板上用于带动第一齿轮轴机构升降的第一伸缩机构、安装在固件板上前后贯穿的第二齿轮轴机构及安装在固件板上用于带动第二齿轮轴机构的第一电机,所述第一电机输出端设置有主动齿轮,其中,所述第一齿轮轴机构包括通过同一轴连接的第一从动齿轮和第一搓线滚轮,所述第二齿轮轴机构包括通过同一轴连接的第二从动齿轮和第二搓线滚轮;打草绳通过所述线孔件插入后由所述第一搓线滚轮和第二搓线滚轮挤压的摩擦力向前带动移动而拉成直线,在此过程中测距轮被动由打草绳带动,滚动的圈数由测距器测得进而换算出打草绳的长度。
作为本实施例中一些优选的方案,所述线头插引装置包括安装在机台上的导轨板、安装在所述导轨板上的托架、安装在机台上用于带动托架相对导轨板移动的第二伸缩机构、安装在托架两端对称的导管、安装在托架上接触面位于所述导管端口的一组搓动轮、安装在所述托架上用于带动所述搓动轮正反转的第一气缸,打草绳经搓动轮压动搓动后插入导管内,导管由第二伸缩机构带动的托架在导轨板上移动,导管相对打草绳滑动进而将头部准点拉直。
作为本实施例中一些优选的方案,所述剪断装置包括相互铰接的两个刀片、用于连接并驱动两个刀片相互转动的第二气缸、安装在机台上用于带动第二气缸升降的第三伸缩机构;
作为本实施例中一些优选的方案,所述刀片的交叉部位于打草绳的下方。
作为本实施例中一些优选的方案,所述第一伸缩机构、所述第二伸缩机构和所述第三伸缩机构均为气缸。
作为本实施例中一些优选的方案,所述绕线装置包括绕线盘和旋转驱动机构,所述绕线盘由安装在所述机台上与之转动连接的承力套管、插接在所述承力套管上的芯管、安装在承力套管上方侧面的底部限位圈、安装在所述芯管上方侧面的顶部限位圈组成,其中,所述底部限位圈由安装在所述承力套管上中心对称的多个限位板组成,所述顶部限位圈由铰接安装在所述芯管上方并与所述限位板一一对应的活动限位板,所述活动限位板上与所述限位板之间铰接连接有承力板;其中,所述承力套管和所述芯管侧面上分别设有相对应的第一卡槽和第二卡槽;
作为本实施例中一些优选的方案,所述旋转驱动机构包括安装在延伸至机台下方的所述承力套管上的带轮、安装在所述机台下方可带动带轮转动的第二电机;
作为本实施例中一些优选的方案,所述绕线装置还包括安装在机台底部用于驱动芯管相对承力套管升降的第三气缸。
作为本实施例中一些优选的方案,所述承力板与所述限位板和所述活动限位板铰接点位于同一竖直线上。
另外一方面,本发明还提供一种包括上述的绕线机的紧密绕线卷方扎带机,所述紧密绕线卷方扎带机包括安装在所述机台上的捆扎台、安装在所述捆扎台上的扎带环形导向槽、安装在所述捆扎台上用于向所述扎带环形导向槽进口端输送扎带的压辊导向板输送机构、安装在所述捆扎台上用于驱动所述压辊导向板输送机构的第三电机、超声波振动机构及安装在捆扎台上用于驱动所述超声波振动机构升降的第四气缸,所述扎带环形导向槽包括嵌设在所述捆扎台上的固定导槽段、与所述固定导槽段相互咬合的活动导槽段及安装在所述捆扎台上用于带动所述活动导槽段翻转的第五电机;打草绳卷方放置在可开关的扎带环形导向槽内固定,然后由第三电机带动的压辊导向板输送机构输送扎带,扎带沿扎带环形导向槽穿插成环形包裹打草绳卷方的沿边,然后由超声波振动机构产生高频振动粘接。
优选的,所述紧密绕线卷方扎带机还包括抓取机构,所述抓取机构包括固定爪手、安装在固定爪手上与之相对铰接而闭合的活动爪手、驱动活动爪手与固定爪手开闭的第五气缸、设置在机台上方驱动所述爪手水平移动和升价的位移机构,打草绳由绕线机绕线成方后,爪手抓取卷方在位移机构移动后,放置在紧密绕线卷方扎带机上进行紧密的扎带捆绑;
优选的,所述位移机构由水平伸缩机构和安装在所述水平伸缩机构上的竖直伸缩机构。
第三方面,本发明还提供一种使用如上述的绕线机和扎带机的绕线并扎带方法,所述绕线并扎带方法包括如下步骤:
S1:穿线定源:启动拉直输线装置的第一伸缩机构使第一齿轮轴机构上升远离第二齿轮轴机构,将打草绳穿过线孔件并过测距轮底部、第一搓线滚轮和第二搓线滚轮之间、线头插引装置的导管内,然后由第一伸缩机构带动抵接的第一齿轮轴机构和第二齿轮轴机构接触,使第一搓线滚轮和第二搓线滚轮抵接挤压打草绳可拉动其,实现打草绳的线头牵引穿线定源;
S2:线头导向固定:在打草绳完全穿过导管后,由第二伸缩机构带动包括导管、托架及第一气缸在内的整体移动梳理打草绳的头端,直至导管的头端插入至绕线盘的第一卡槽和第二卡槽之间,然后由第一气缸带动搓动轮向前搓动打草绳一小段距离,使打草绳伸进第一卡槽和第二卡槽之间再由第三气缸合璧卡紧打草绳;
S3:绕线成方:启动第二电机带动整个绕线盘转动,将打草绳由导管端口的中心位置紧密的卷裹成卷方,并由剪断装置在导管的端部剪断打草绳;
S4:绕线卷方移动至扎带机:由抓取机构将卷裹成卷方抓取,并在位移机构的移动下移动至紧密绕线卷方扎带机正上方,然后启动第四电机使扎带环形导向槽分离,然后将绕线卷方固定在扎带环形导向槽中部,在闭合扎带环形导向槽;
S5:扎带缠绕:启动第三电机带动压辊导向板输送机构输送扎带,扎带沿扎带环形导向槽包裹绕线卷方的边沿;
S6:扎带粘接:启动第四气缸使超声波振动机构上移抵接扎带连接处,由超声波振动机构振动产热热合扎带,完整扎带捆绑绕线卷方。
与现有技术相比,本发明具有有益效果如下:
(1)绕线机具有的拉直输线装置、线头插引装置的第一向量和第二向量过绕线装置的绕线盘中心,使得待绕线的打草绳在同一直线的输线路径下进行绕线盘中心均匀铺设的卷裹,卷裹的线圈卷方整齐、紧凑、美观,便于后期包装和运输。
(2)将绕线机上还具有抓取装置和扎带机,使绕线成方的高韧性打草绳在移动过程中保持整齐、紧凑、美观的卷方,扎带机具有压辊导向板输送机构、扎带环形导向槽、超声波振动机构,使得压辊导向板输送机构将外部的扎带沿扎带环形导向槽包裹成卷方的打草绳沿边包裹,利用超声波振动机构的超高振动摩擦产热而进行粘接,避免了了现有扎带机利用线材自身拧扎导致的线材损伤以及适应的线材种类受限的问题,实现线材扎结的稳定、美观、无损伤,整个装置的适应性也较为丰富。
附图说明
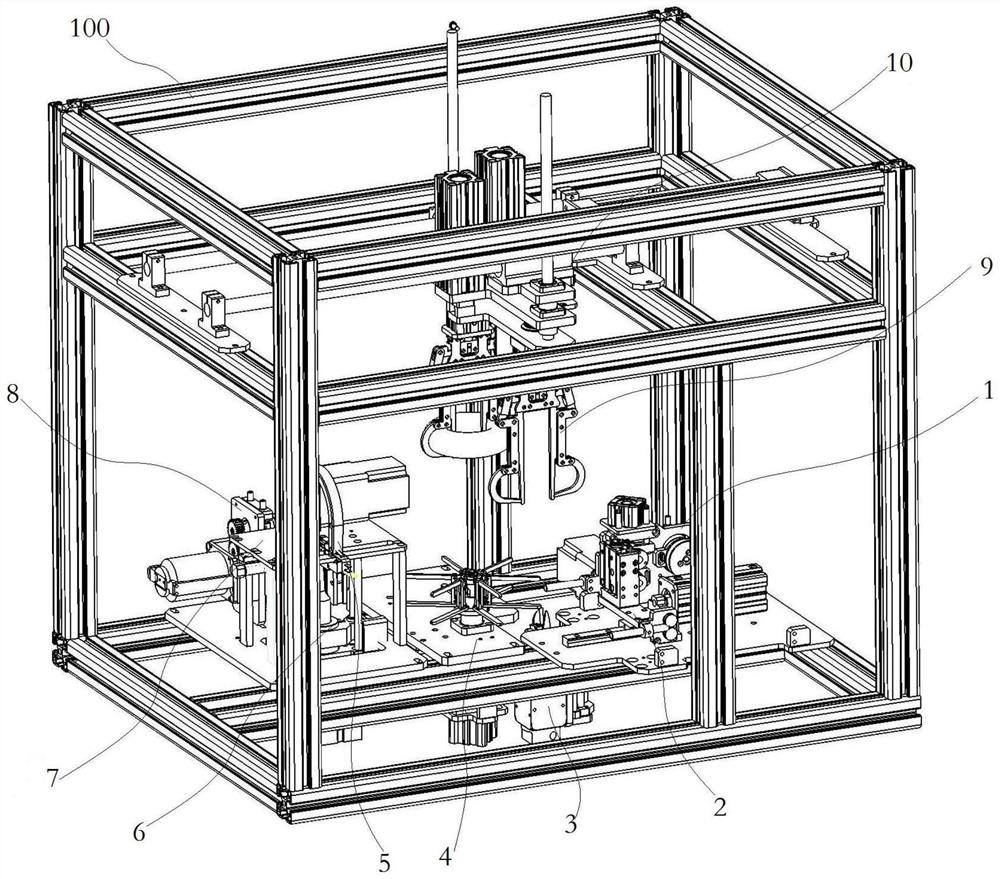
图1为本发明的实施例的绕线机的整体立体结构示意图;
图2为本发明的实施例的绕线机的机台剖解出的立体结构示意图;
图3为本发明的实施例的拉直输线装置和线头插引装置装配的分解立体结构示意图;
图4为本发明的实施例的拉直输线装置和线头插引装置装配的另一种视角的分解立体结构示意图;
图5为本发明的实施例的剪断装置的立体结构示意图;
图6为本发明的实施例的绕线装置的立体结构示意图;
图7为本发明的实施例的紧密绕线卷方扎带机的立体结构示意图;
图8为本发明的实施例的紧密绕线卷方扎带机的另一种视角的立体结构示意图;
图9为本发明的实施例的抓取机构和位移机构的立体结构示意图。
具体实施方式
为了便于理解本发明技术方案,以下结合附图与具体实施例进行详细说明。
参见图1和2,在本实施例中,所述韧性线紧密成方绕线机,包括机台100,所述机台100上设置有绕线装置4,还包括拉直输线装置1、线头插引装置2和剪断装置3,外部收卷打草绳由所述拉直输线装置1拉直梳理后向前输送,拉直后的打草绳穿插入所述线头插引装置2内并由其导向线头插引入所述绕线装置4内;
所述拉直输线装置1和所述线头插引装置2均具有一移动副,两个所述移动副分别对应第一向量a和第二向量b,所述第一向量a和所述第二向量b在相同并且经过所述绕线装置4的中心。
在本实施例中,参见图3,也即拉直输线装置1可将打草绳拉直成直线沿同一直线上的线头插引装置2输送,并且输送的末端对准绕线装置4的中心,实现打草绳连续的高效卷裹,不缠乱。需要说明的是,本实施例的方案不限于该方案,任何采用该相同方式实现绕前前端的输送均落入本方案的保护范围内。
参见图3和4,在本实施例中,所述拉直输线装置1包括固件板111、安装在所述固件板111上的线孔件101、安装在输线方向后端的测距轮102、安装在所述固件板111上与所述测距轮102中心连接通过其带动的测距器108、安装在固件板111可上下滑动的支架106、安装在支架106上前后贯穿固件板111的第一齿轮轴机构、安装在固件板111上用于带动第一齿轮轴机构升降的第一伸缩机构107、安装在固件板111上前后贯穿的第二齿轮轴机构及安装在固件板111上用于带动第二齿轮轴机构的第一电机105,所述第一电机105输出端设置有主动齿轮,其中,所述第一齿轮轴机构包括通过同一轴连接的第一从动齿轮109和第一搓线滚轮104,所述第二齿轮轴机构包括通过同一轴连接的第二从动齿轮110和第二搓线滚轮103;打草绳通过所述线孔件101插入后由所述第一搓线滚轮104和第二搓线滚轮103挤压的摩擦力向前带动移动而拉成直线,在此过程中测距轮102被动由打草绳带动,滚动的圈数由测距器108测得进而换算出打草绳的长度。
参见图3和4,在本实施例中,所述线头插引装置2包括安装在机台100上的导轨板205、安装在所述导轨板205上的托架203、安装在机台100上用于带动托架203相对导轨板205移动的第二伸缩机构201、安装在托架203两端对称的导管206、安装在托架203上接触面位于所述导管206端口的一组搓动轮204、安装在所述托架203上用于带动所述搓动轮204正反转的第一气缸202,打草绳经搓动轮204压动搓动后插入导管206内,导管206由第二伸缩机构201带动的托架203在导轨板205上移动,导管206相对打草绳滑动进而将头部准点拉直。
参见图5,在本实施例中,所述剪断装置3包括相互铰接的两个刀片301、用于连接并驱动两个刀片301相互转动的第二气缸302、安装在机台100上用于带动第二气缸302升降的第三伸缩机构303;
值得说明的是,所述刀片301的交叉部位于打草绳的下方,在第三伸缩机构303上移刀片301时,使其作业的剪断位置恰好落在打草绳的延伸路径上。
值得说明的是,所述第一伸缩机构107、所述第二伸缩机构201和所述第三伸缩机构303均为气缸。
参见图6,在本实施例中,所述绕线装置4包括绕线盘和旋转驱动机构,所述绕线盘由安装在所述机台100上与之转动连接的承力套管406、插接在所述承力套管406上的芯管403、安装在承力套管406上方侧面的底部限位圈、安装在所述芯管403上方侧面的顶部限位圈组成,其中,所述底部限位圈由安装在所述承力套管406上中心对称的多个限位板410组成,所述顶部限位圈由铰接安装在所述芯管403上方并与所述限位板410一一对应的活动限位板401,所述活动限位板401上与所述限位板410之间铰接连接有承力板402;其中,所述承力套管406和所述芯管403侧面上分别设有相对应的第一卡槽405和第二卡槽404;
参见图6,在本实施例中,所述旋转驱动机构包括安装在延伸至机台100下方的所述承力套管406上的带轮407、安装在所述机台100下方可带动带轮407转动的第二电机408;
在本实施例中,所述绕线装置4还包括安装在机台100底部用于驱动芯管403相对承力套管406升降的第三气缸409。
值得说明的是,在本实施例中,所述承力板402与所述限位板410和所述活动限位板401铰接点位于同一竖直线上。
参见图1、2、7和8,在本实施例中,一种包括上述的绕线机的紧密绕线卷方扎带机,所述紧密绕线卷方扎带机包括安装在所述机台100上的捆扎台7、安装在所述捆扎台7上的扎带环形导向槽5、安装在所述捆扎台7上用于向所述扎带环形导向槽5进口端输送扎带的压辊导向板输送机构81、安装在所述捆扎台7上用于驱动所述压辊导向板输送机构81的第三电机82、超声波振动机构6及安装在捆扎台7上用于驱动所述超声波振动机构6升降的第四气缸61,所述扎带环形导向槽5包括嵌设在所述捆扎台7上的固定导槽段51、与所述固定导槽段51相互咬合的活动导槽段52及安装在所述捆扎台7上用于带动所述活动导槽段52翻转的第五电机53;打草绳卷方放置在可开关的扎带环形导向槽5内固定,然后由第三电机82带动的压辊导向板输送机构81输送扎带,扎带沿扎带环形导向槽5穿插成环形包裹打草绳卷方的沿边,然后由超声波振动机构6产生高频振动粘接。
参见图1、2和9,在本实施例中,所述紧密绕线卷方扎带机还包括抓取机构9,所述抓取机构9包括固定爪手93、安装在固定爪手93上与之相对铰接而闭合的活动爪手92、驱动活动爪手92与固定爪手93开闭的第五气缸91、设置在机台100上方驱动所述爪手水平移动和升价的位移机构10,打草绳由绕线机绕线成方后,爪手抓取卷方在位移机构10移动后,放置在紧密绕线卷方扎带机上进行紧密的扎带捆绑;
所述位移机构10由水平伸缩机构和安装在所述水平伸缩机构上的竖直伸缩机构,在本实施例中,示例的,一般水平伸缩机构由两个水平安装在机台100上方的导杆1012、安装在所述导杆1012上的托板1013、用于驱动托板1013相对托板1013水平移动的气缸1011组成,竖直伸缩机构由安装在所述托板1013上对称的滑杆1015、安装在滑杆1015底部的安装板1016、用于驱动安装板1016升降的气缸1014,所述安装板1016用于悬挂安装抓取机构9。
在本实施例中,所述绕线并扎带方法包括如下步骤:
S1:穿线定源:启动拉直输线装置1的第一伸缩机构107使第一齿轮轴机构上升远离第二齿轮轴机构,将打草绳穿过线孔件101并过测距轮102底部、第一搓线滚轮104和第二搓线滚轮103之间、线头插引装置2的导管206内,然后由第一伸缩机构107带动抵接的第一齿轮轴机构和第二齿轮轴机构接触,使第一搓线滚轮104和第二搓线滚轮103抵接挤压打草绳可拉动其,实现打草绳的线头牵引穿线定源;
S2:线头导向固定:在打草绳完全穿过导管206后,由第二伸缩机构201带动包括导管206、托架203及第一气缸202在内的整体移动梳理打草绳的头端,直至导管206的头端插入至绕线盘的第一卡槽405和第二卡槽404之间,然后由第一气缸202带动搓动轮204向前搓动打草绳一小段距离,使打草绳伸进第一卡槽405和第二卡槽404之间再由第三气缸409合璧卡紧打草绳;
S3:绕线成方:启动第二电机408带动整个绕线盘转动,将打草绳由导管206端口的中心位置紧密的卷裹成卷方,并由剪断装置3在导管206的端部剪断打草绳;
S4:绕线卷方移动至扎带机:由抓取机构9将卷裹成卷方抓取,并在位移机构10的移动下移动至紧密绕线卷方扎带机正上方,然后启动第四电机使扎带环形导向槽5分离,然后将绕线卷方固定在扎带环形导向槽5中部,在闭合扎带环形导向槽5;
S5:扎带缠绕:启动第三电机82带动压辊导向板输送机构81输送扎带,扎带沿扎带环形导向槽5包裹绕线卷方的边沿;
S6:扎带粘接:启动第四气缸61使超声波振动机构6上移抵接扎带连接处,由超声波振动机构6振动产热热合扎带,完整扎带捆绑绕线卷方
以上仅是本发明的优选实施方式,本发明的保护范围以权利要求所限定的范围为准,本领域技术人员在不脱离本发明的精神和范围内做出的若干改进和润饰,也应视为本发明的保护范围。