一种显示器流水线结构
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及流水线技术领域,尤其涉及一种显示器流水线结构。
背景技术
现有显示器流水线作业或测试均为普通的流水线串并联模式,且在某个工序作业时间较长的情况下,现有流水线串并联模式无法降低该工序的作业时间,无法解决该工序成为瓶颈工序的问题。
当流水线排产高端产品时,部分工序作业或测试时长将很大程度延长,在现有串并联的旧作业模式下,需要一定程度地预留并联线体段的宽度及长度,才可以兼容高端机种的生产,一旦在区域有限厂房内,受到空间的限制,现有流水线模式将很难兼容高端机种。
现有的流水线串并联模式,在每条并联的线体上,都只是独立的串联形式,在单线流水线的串联模式下,理论上会按照先进先出的模式进行作业或测试(例如串联4个站,从刚开始,产品会顺次到达全部4个工站进行作业,待全部4个工站作业完成后,第5到第8台产品才会继续流入作业工站进行作业,如此循环),但在实际生产情况中的作业都不会如此顺利,每个工序内的作业或测试时长会有波动,而且一旦部分产品出现作业异常就会导致同一个工序内的不同工站的作业或测试时长出现大的差异,从而导致上述例子中,某1工站还在作业或测试的情况下,其他3个工站已经完成作业,但后续产品却不能流入到其他3个工站进行作业,而且一旦某1个工站的产品的作业或测试时长出现较大的变化后,后续串联站的其他各个工站的作业节奏将会被打乱,导致会一直出现某1个工站还在作业其他工站空置的情况,从而使工站出现较大的空置率,导致生产效率大大降低,影响产能。
发明内容
为克服现有技术中的不足,本发明的目的在于提供一种能够提高效率和产能的显示器流水线结构。
为实现上述目的,本发明采用以下技术方案:
一种显示器流水线结构,包括前工序流水线和后工序流水线,所述前工序流水线具有两个平行设置的前工序皮带台,两个前工序皮带台的输出端一侧分别设有前转盘皮带台;
所述后工序流水线具有两个平行设置的后工序皮带台,两个后工序皮带台的输入端一侧分别设有后转盘皮带台;
所述前工序流水线和后工序流水线之间设有滑轨,该滑轨上滑动连接有能够沿其往返移动和定位的第一双斗移载台车和第二双斗移载台车,第一双斗移载台车和第二双斗移载台车上分别具有两个平行设置的移载皮带台;
所述滑轨的两侧分别布置有若干个工位皮带台,两个相邻的工位皮带台背靠背组合,每个工位皮带台的外侧分别设有工站。
进一步的,每一对组合的工位皮带台长度都大于单个显示器产品的长度。
进一步的,每一组工位皮带台之间留有人员或设备进行作业或测试的空间。
进一步的,所述第一双斗移载台车和第二双斗移载台车分别通过独立的伺服电机控制在滑轨上移动。
进一步的,所述前转盘皮带台和后转盘皮带台的底部分别连接有齿轮装置,齿轮装置与驱转电机连接。
本发明采用以上技术方案,可以有效避免产品在工站作业卡站而导致整体工站效率低下的情况出现,从而提高效率提高产能;也能够将工站的站位布局浓缩,从而提高厂房空间利用率。
附图说明
以下结合附图和具体实施方式对本发明做进一步详细说明;
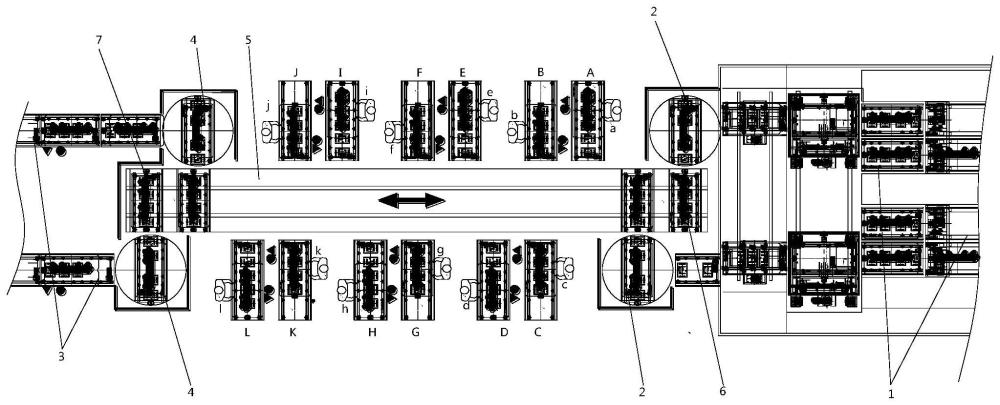
图1为本发明的俯视图。
具体实施方式
如图1所示,本发明一种显示器流水线结构,包括前工序流水线和后工序流水线,前工序流水线具有两个平行设置的前工序皮带台1,两个前工序皮带台1的输出端一侧分别设有前转盘皮带台2;后工序流水线具有两个平行设置的后工序皮带台3,两个后工序皮带台3的输入端一侧分别设有后转盘皮带台4;前转盘皮带台2和后转盘皮带台4的底部分别连接有齿轮装置,齿轮装置与驱转电机连接,能够控制前转盘皮带台2或后转盘工位皮带台4与前、后工序皮带台90度旋转对接。
前工序流水线和后工序流水线之间设有滑轨5,该滑轨5上滑动连接有能够沿其往返移动和定位的第一双斗移载台车6和第二双斗移载台车7,第一双斗移载台车6和第二双斗移载台车7上分别具有两个平行设置的移载皮带台;第一双斗移载台车6和第二双斗移载台车7分别通过独立的伺服电机控制在滑轨5上移动。第一双斗移载台车6和第二双斗移载台车7共同配合在滑轨5上移动,第一双斗移载台车6负责从前工序接收产品然后运送到作业工站,第二双斗移载台车7负责从作业工站取出显示器产品然后输送到后工序。
滑轨5的两侧分别布置有若干个工位皮带台,两个相邻的工位皮带台背靠背组合,每个工位皮带台的外侧分别设有工站。每一对组合的工位皮带台长度都大于单个显示器产品的长度,以便使两个产品错开位置进行作业,以此节省空间。每一组工位皮带台之间留有人员或设备进行作业或测试的空间。
其中,滑轨5两侧的工位皮带台组合可以提供给同一个工序使用,也可以提供给不同工序使用。
显示器产品放置于集电板上,在输送流经该制程工序的所有皮带台机构均能保证不断电连接。
本发明的工作原理:
1、显示器产品从前工序皮带台1经过前工序移载分别输送到两个前转盘皮带台2上,两个前转盘皮带台2分别旋转90度,同时第一双斗移载台车6沿滑轨5移动到两个前转盘皮带台2之间,第一双斗移载台车6上的两移载皮带台分别接收两前转盘皮带台2上的显示器产品;
2、第一双斗移载台车6的两移载皮带台分别接收显示器产品后,沿滑轨5移动到与工位皮带台A和工位皮带台B对接的位置,第一双斗移载台车6上的移载皮带台分别将显示器产品输送到工位皮带台A和工位皮带台B上,工站a和工站b上的员工或设备分别对显示器产品进行作业或测试;
3、待工站a和工站b作业或测试完毕,第二双斗移载台车7沿滑轨5移动到与工位皮带台A和工位皮带台B对接的位置,工位皮带台A和工位皮带台B分别将显示器产品输送到第二双斗移载台车7的两移载皮带台上,
然后第二双斗移载台车7沿滑轨5移动到两个后转盘皮带台4之间,同时两个后转盘皮带台4旋转90度分别与第二双斗移载台车7上的两移载皮带台对接,第二双斗移载台车7上的两移载皮带台分别将显示器产品输送到两个后转盘皮带台4上,随后两个后转盘皮带台4旋转90度将显示器产品输送到后工序皮带台3上。此外,工位皮带台C和工位皮带台D至工位皮带台K和工位皮带台L上的显示器产品作业同工位皮带台A和工位皮带台B一致。
如果同时有两道及以上的工序需要作业,可通过系统设置将工位皮带台A和工位皮带台B至工位皮带台K和工位皮带台L分为两道及以上的工序作业站点。假设有两道工序需要作业,可将工位皮带台A和工位皮带台B至工位皮带台G和工位皮带台H设为工序1,将工位皮带台I和工位皮带台J至工位皮带台K和工位皮带台L设为工序2。接着上述第2项之后,待工站a和工站b对工序1作业或测试完毕,第一双斗移载台车6或第二双斗移载台车7沿滑轨5移动到与工位皮带台A和工位皮带台B对接的位置,工位皮带台A和工位皮带台B分别将显示器产品输送到第一双斗移载台车6或者第二双斗移载台车7的两移载皮带台上,然后第一双斗移载台车6或者第二双斗移载台车7沿滑轨5移动到与工位皮带台I和工位皮带台J对接的位置,将显示器产品分别输送到工位皮带台I和工位皮带台J上进行工序2的作业,待工序2作业完毕,第二双斗移载台车7沿滑轨5移动到与工位皮带台I和工位皮带台J对接的位置,工位皮带台I和工位皮带台J分别将显示器产品输送到第二双斗移载台车7的两移载皮带台上,第二双斗移载台车7沿滑轨5移动到转盘工位皮带台C和工位皮带台D之间,同上步骤将显示器产品输送到后工序。
上面结合附图对本发明的实施加以描述,但是本发明不局限于上述的具体实施方式,上述的具体实施方式是示意性而不是加以局限本发明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
- 一种轮毂结构自动上料冷锻流水线及锻造方法
- 一种智能服装流水线的跨越环轨结构
- 一种物流分拣流水线的入口轨道结构
- 一种双轨道物流分拣流水线入口结构
- 一种流水线供电结构、流水线受电结构及流水线导电系统
- 一种流水线显示器色温、亮度和功率的检测装置