一种异形工件加工装置及加工方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及机械制造技术领域,具体涉及一种异形工件加工装置及加工方法。
背景技术
由于此异形工件不仅批量大加工面多,而且加工精度、形位公差及表面质量要求均很高,如何控制形位公差及表面质量要求是其加工的难点和关键。目前该异形工件是采用多台设备分次进行加工,这种方法不仅效率低而且操作者劳动强度大,另外在分次加工时存在多次装夹定位基准不统一等误差,致使加工尺寸不符合技术要求。
发明内容
针对上述背景技术中存在的技术问题,本发明提出了一种构思合理,能准确、方便、快速地对异形工件进行加工,实现了工件一次装夹,多个工位同时加工,不仅大幅提高了生产效率,而且减轻了操作者的劳动强度,同时减少了多次装夹存在的定位及装夹误差,提高了工件的加工精度的异形工件加工装置及加工方法。
本发明的技术方案如下:
上述的异形工件加工装置,包括工作台、工位和工作台驱动装置;所述工作台的顶面匹配设置有直线导轨副;所述直线导轨副上匹配滑动安装有移动滑台;所述移动滑台的上部匹配设置有用于装夹异形工件的夹具;所述移动滑台的底部还匹配设置有传动齿条;所述工作台的外侧匹配设置有一个以上的所述工位;所述工作台驱动装置匹配设置在所述工作台的一侧,其包括工作台驱动电机和工作台驱动轴;所述工作台驱动电机匹配水平设置在所述工作台一侧;所述工作台驱动轴的一端匹配连接所述工作台驱动电机的动力输出端,另一端匹配安装有传动齿轮并通过所述传动齿轮与所述移动滑台底部的传动齿条匹配啮合;所述移动滑台在所述工作台驱动电机的驱动下在各个所述工位之间运动以进行异形工件的加工。
所述异形工件加工装置,其中:所述工位包括第一工位、第二工位和第三工位;所述第一工位匹配设置在所述工作台进料端的纵向外侧;所述第二工位和第三工作位匹配对称设置在所述工作台出料端的纵向相对两侧。
所述异形工件加工装置,其中:所述第一工位包括一对第一工位支座、第一工位加工电机、第一工位加工刀具和第一工位刀具支座;一对所述第一工位支座匹配对称设置于所述工作台进料端的纵向相对两侧;所述第一工位加工电机匹配水平安装于其中一个所述第一工位支座的上部,其动力输出端匹配安装有第一工位加工主轴;所述第一工位刀具支座匹配安装于另一个所述第一工位支座的上部且底部匹配固设有导向螺母;所述第一工位加工主轴水平伸向所述移动滑台上方且末端与所述第一工位刀杆支座匹配铰接;所述第一工位加工刀具匹配安装于所述第一工位加工主轴上。
所述异形工件加工装置,其中:所述第一工位还包括刀具支座调整机构;所述刀具支座调整机构匹配安装于所述第一工位刀具支座一侧的所述第一工位支座的上部,其包括调整螺母、调整螺杆和调整转盘;所述调整螺母匹配固设于所述第一工位支座的顶部外侧边;所述调整螺杆的一端与所述导向螺母通过螺纹配合连接,所述调整螺杆的另一端与所述调整螺母通过螺纹配合连接并向所述调整螺母外侧伸出;所述调整转盘匹配固定安装于所述调整螺杆向所述调整螺母外侧伸出的另一端。
所述异形工件加工装置,其中:所述第二工位包括第二工位支座、第二工位加工电机和第二工位加工刀具;所述第二工位支座安装于所述工作台的纵向一侧;所述第二工位加工电机倾斜匹配安装于所述第二工位支座的上部,其动力输出端朝向所述移动滑台上方倾斜伸出且伸出端匹配安装有第二工位加工主轴;所述第二工位加工刀具匹配安装于所述第二工位加工主轴上。
所述异形工件加工装置,其中:所述第三工作位包括床身、第三工位加工电机和第三工位加工刀具;所述床身位于所述工作台的纵向一侧外部,其上部面向所述工作台的一侧向外水平延伸形成有凸台;所述凸台的顶部沿横向依次排列设置有一个及一个以上的所述第三工位加工电机,且每个所述第三工位加工电机的向所述凸台下侧伸出且伸出端匹配竖直安装有第三工位加工主轴;所述第三工位加工刀具匹配安装于所述第三工位加工主轴上。
所述异形工件加工装置,其中:所述工作台驱动装置匹配设置在位于所述第一工位和第二工位之间的所述工作台的纵向一侧;所述移动滑台在所述工作台驱动电机的驱动下在所述第一工位、第二工位和第三工位之间运动。
一种异形工件加工方法,基于上述的异形工件加工装置,是将异形工件放置于工作台的移动滑台上,按照各工位的加工主轴中心线距移动滑台边线的尺寸来进行移动滑台上的夹具的安装及异形工件的定位、找正与装夹,然后利用工作台与各工位之间的相对运动来进行异形工件的加工。
所述异形工件加工方法,其中,具体包括以下步骤:
①安装工作台上的调试直线导轨副;
②安装调试第三工作位的床身,保证直线导轨副的几何精度;
③安装工作台驱动装置;
④确定各工位的安装位置并安装调试其精度;
⑤将异形工件放置于工作台上的夹具上找正对刀后,启动工作台的进给按钮,异形工件随移动滑台在工作台驱动装置的带动下先后进给至各个工位,逐次启动各个工位的启动按钮完成异形工件的加工;
⑥异形工件加工完毕,用事先做好的检测样板、游标卡尺及深度尺等对异形工件进行检测。
有益效果:
本发明异形工件加工装置及加工方法构思合理,能准确、方便、快速地对该异形工件进行加工,加工效率高且符合精度要求,不仅能用于异形工件的加工,也可用于其它工件的生产加工。本发明采用直线导轨副,在其两边相应位置布置三个工位,每个工位对应不同加工内容,将异形工件装夹在工作台上,根据各工位主轴中心线至移动滑台的距离进行对刀,工件随移动滑台的进给移动到各个工位实现各个工作面的加工,从而实现了工件一次装夹,多个工位同时加工,不仅大幅提高了生产效率,而且减轻了操作者的劳动强度,同时减少了多次装夹存在的定位及装夹误差,从而提高了其加工精度。
附图说明
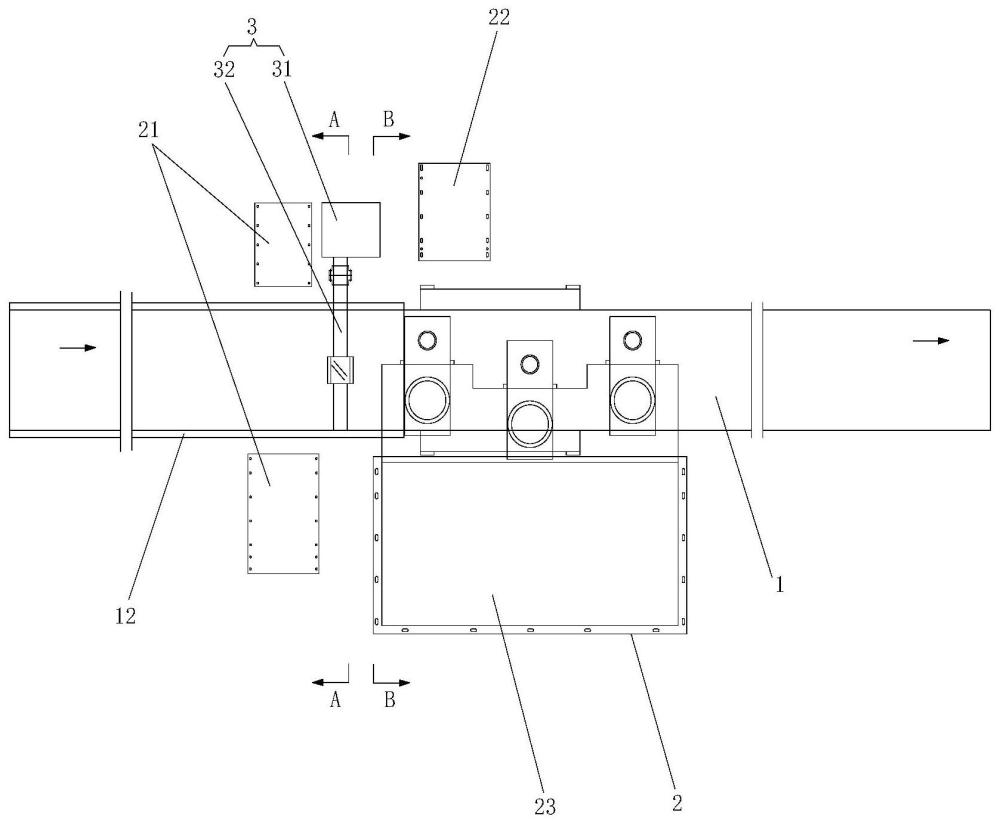
图1为本发明异形工件加工装置的俯视图;
图2为本发明异形工件加工装置的图1中A-A向的结构示意图;
图3为本发明异形工件加工装置的图1中B-B向的结构示意图;
图4为本发明异形工件加工装置的第三工位的俯视图。
具体实施方式
如图1至4所示,本发明异形工件加工装置,包括工作台1、工位2和工作台驱动装置3。
该工作台1置于地面,其顶面沿横向(与图1中的左右朝向一致)匹配设置有直线导轨副11;该直线导轨副11上匹配滑动安装有移动滑台12;该移动滑台12的上部匹配设置有用于装夹异形工件4的夹具121;该移动滑台12的底部中央沿着工作台1的横向匹配设置有传动齿条。
该工位2匹配设置在该工作台1的纵向(与图1中的前后朝向一致)外侧,其包括第一工位21、第二工位22和第三工位23。
该第一工位21匹配设置在该工作台1进料端的纵向外侧,其包括一对第一工位支座211、第一工位加工电机212、第一工位加工刀具213、第一工位刀具支座214和刀具支座调整机构215;该一对第一工位支座211匹配对称设置于该工作台1进料端的纵向相对两侧;该第一工位加工电机212匹配水平安装于其中一个第一工位支座211的上部,其动力输出端匹配安装有第一工位加工主轴2121。该第一工位刀具支座214匹配安装于另一个第一工位支座211的上部且底部匹配固设有导向螺母2141。该第一工位加工主轴2121的一端与该第一工位加工电机212的动力输出端匹配固定连接,另一端水平伸向该工作台1的移动滑台12上方且末端与该第一工位刀杆支座214通过轴承匹配铰接;该第一工位加工刀具213匹配安装于该第一工位加工主轴2121的中段。该刀具支座调整机构215匹配安装于该第一工位刀具支座214一侧的第一工位支座211的上部,其包括调整螺母2151、调整螺杆2152和调整转盘2153;该调整螺母2151匹配固设于该第一工位支座211的顶部外侧边;该调整螺杆2152的一端与该第一工位刀具支座214底部的导向螺母2141通过螺纹配合连接,该调整螺杆2152的另一端与调整螺母2151通过螺纹配合连接并向调整螺母2151外侧伸出;该调整转盘2153匹配固定安装于该调整螺杆2152向调整螺母2151外侧伸出的另一端。
该第二工位22和第三工作位23匹配对称设置在工作台1出料端的纵向相对两侧。
该第二工位22包括第二工位支座221、第二工位加工电机222和第二工位加工刀具223;该第二工位支座221安装于工作台1的纵向一侧;该第二工位加工电机222倾斜匹配安装于该第二工位支座221的上部,其动力输出端朝向该工作台1的移动滑台12上方倾斜伸出且伸出端匹配安装有第二工位加工主轴2221;该第二工位加工刀具223匹配安装于该第二工位加工主轴2221上。
该第三工作位23包括床身231、第三工位加工电机232和第三工位加工刀具233。该床身231位于该工作台1的纵向一侧外部,其上部面向该工作台1的一侧向外水平延伸形成有凸台2311;该第三工位加工电机232为沿着凸台2311的顶部横向依次排列设置的三个,每个第三工位加工电机232的向凸台2311下侧伸出且伸出端匹配竖直安装有第三工位加工主轴2321;该第三工位加工刀具233匹配安装于该第三工位加工主轴2321上。
该工作台驱动装置3匹配设置在位于该工位2的第一工位21和第二工位22之间的工作台1的纵向一侧,其包括工作台驱动电机31和工作台驱动轴32。该工作台驱动电机31匹配水平设置在工作台1进料端的纵向一侧;该工作台驱动轴32的一端匹配连接该工作台驱动电机41的动力输出端,另一端匹配安装有传动齿轮并通过该传动齿轮与工作台1上的移动滑台12底部的传动齿条匹配啮合。工作台1上的移动滑台12在工作台驱动电机31的驱动下在工位2的第一工位21、第二工位22和第三工位23之间运动,来进行异形工件4的加工。
本发明异形工件加工方法,基于上述的异形工件加工装置,是将异形工件4放置于工作台1的移动滑台12上,按照各工位2的加工主轴中心线距移动滑台12或工作台1边线的尺寸进行移动滑台12上的夹具121的安装及异形工件4的定位、找正与装夹,然后利用工作台1与各个工位2之间的相对运动来进行异形工件4的加工。
本发明异形工件加工方法,具体包括以下步骤:
①安装工作台1上的调试直线导轨副11;
②安装调试第三工作位23的床身231,保证直线导轨副11的几何精度;
③安装工作台驱动装置3;
④确定各工位2的安装位置并安装调试其精度;
⑤将异形工件4放置于工作台1上的工装或夹具121上找正对刀后,启动工作台1的进给按钮,异形工件4随移动滑台12在工作台驱动装置3的带动下先后进给至各个工位2,逐次启动各个工位2的启动按钮完成异形工件4的加工;
⑥异形工件4加工完毕,用事先做好的检测样板、游标卡尺及深度尺等对异形工件4进行检测。
本发明构思合理,能准确、方便、快速地对异形工件进行加工,实现了工件一次装夹,多个工位同时加工,不仅大幅提高了生产效率,而且减轻了操作者的劳动强度,同时减少了多次装夹存在的定位及装夹误差,提高了工件的加工精度。
- 一种异形工件的加工治具的装夹和加工的方法
- 一种工件加工用清洗装置及其清洗方法
- 一种二次急冷淬火处理装置及杆状工件的加工方法
- 一种工件清洗方法及工件的加工方法
- 一种基于数字化加工技术的异形工件加工装置
- 一种异形工件多面加工的加工装置