电铸掩模组件及其制备方法
文献发布时间:2024-01-17 01:28:27
技术领域
本申请涉及半导体工艺设备技术领域,具体而言,本申请涉及一种电铸掩模组件及其制备方法。
背景技术
随着显示技术的发展,显示画面的分辨率越来越高,传统的通过湿法刻蚀制作的FMM(Fine Metal Mask,精细金属掩模版)难以满足高分辨率的需要。
采用电铸工艺制作的电铸掩模板,可以获得更薄的电铸掩模板厚度,更容易实现更高的分辨率要求。
但是,现有设计的电铸掩模组件受电铸掩模板自身金属的热膨胀特性的影响,存在制备高分辨率显示面板的工艺精度偏低的缺陷,例如:蒸镀效果不及预期,容易出现混色问题,难以应用于产品量产。
发明内容
本申请针对现有方式的缺点,提出一种电铸掩模组件及其制备方法,用以解决现有技术存在电铸掩模组件制备高分辨率显示面板的工艺精度偏低的技术问题。
第一个方面,本申请实施例提供了一种电铸掩模组件,包括:
电铸掩模板,包括相互连接的边框部和隔断部,隔断部将边框部围合的空间区域分隔成至少两个掩模孔;
支撑体,与边框部相匹配,支撑体的一侧与边框部的一侧连接;
框架,与支撑体远离电铸掩模板的一侧连接。
在一个实施例中,支撑体在第一平面的正投影位于边框部在第一平面的正投影以内;
第一平面是电铸掩模板所在平面;或,第一平面是支撑体所在平面;或,第一平面是框架所在平面。
在一个实施例中,电铸掩模组件还包括:胶粘层;
胶粘层的一侧与边框部粘接,胶粘层的另一侧与支撑体粘接。
在一个实施例中,胶粘层沿第一方向的尺寸不小于5毫米;
第一方向与边框部的轴向垂直、且与电铸掩模板所在平面或支撑体所在平面平行。
在一个实施例中,边框部的至少部分具有应力释放镂空区。
在一个实施例中,应力释放镂空区包括至少两个子镂空区;
至少部分子镂空区对称布置。
在一个实施例中,应力释放镂空区沿边框部的轴向连续布置。
在一个实施例中,边框部包括位于应力释放镂空区的隔断条,隔断条将应力释放镂空区分隔成至少两个应力释放孔。
在一个实施例中,至少部分隔断条与边框部的轴向平行。
在一个实施例中,隔断条包括:第一隔断子条和第二隔断子条;
第一隔断子条和第二隔断子条交错布置,将应力释放镂空区分隔成阵列布置的至少4个应力释放孔。
在一个实施例中,第一隔断子条和第二隔断子条中的一种与电铸掩模板的边框部的轴向平行,第一隔断子条和第二隔断子条中的另一种与电铸掩模板的边框部的轴向垂直;
或,第一隔断子条和第二隔断子条中的至少一种与电铸掩模板的边框部的轴向之间的夹角呈锐角。
在一个实施例中,电铸掩模组件包括以下至少一项特征:
电铸掩模板、支撑体和框架中的至少一种包括因瓦合金材料;
电铸掩模板的厚度不小于5微米且不大于20微米;
支撑体的厚度不小于0.5毫米且不大于1毫米;
框架的厚度不小于15毫米且不大于30毫米。
第二个方面,本申请实施例提供了一种电铸掩模组件的制备方法,包括:
提供电铸掩模板;电铸掩模板包括相互连接的边框部和隔断部,隔断部将边框部围合的空间区域分隔成至少两个掩模孔;
提供支撑体;支撑体与边框部相匹配;
提供框架;
将框架、支撑体和电铸掩模板层叠连接,使得支撑体的一侧与边框部的一侧连接、框架与支撑体远离电铸掩模板的一侧连接,得到电铸掩模组件。
在一个实施例中,将框架、支撑体和电铸掩模板层叠连接,包括:通过胶粘层将支撑体的一侧与边框部粘接。
本申请实施例提供的技术方案带来的有益技术效果包括:电铸掩模组件中的支撑体与电铸掩模板的边框部相匹配,无需制作与电铸掩模板的隔断部相对应的结构,不仅可以降低支撑体的制造、设计成本,还可以有效降低支撑体的自重,进而降低电铸掩模组件的整体成本和重量,利于量产、推广;
支撑体与电铸掩模板的边框部连接,这样可以保证支撑体可以分别有效连接电铸掩模板与框架,使得电铸掩模板、支撑体和框架形成整体利于投入应用,同时可以解放电铸掩模板的隔断部所在的主要图案区域在受热膨胀和冷却回缩的过程所受到的形变限制,有利于保证电铸掩模板的工作额定形态,提高电铸掩模组件在应用时的工艺精度。
本申请附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本申请的实践了解到。
附图说明
本申请上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
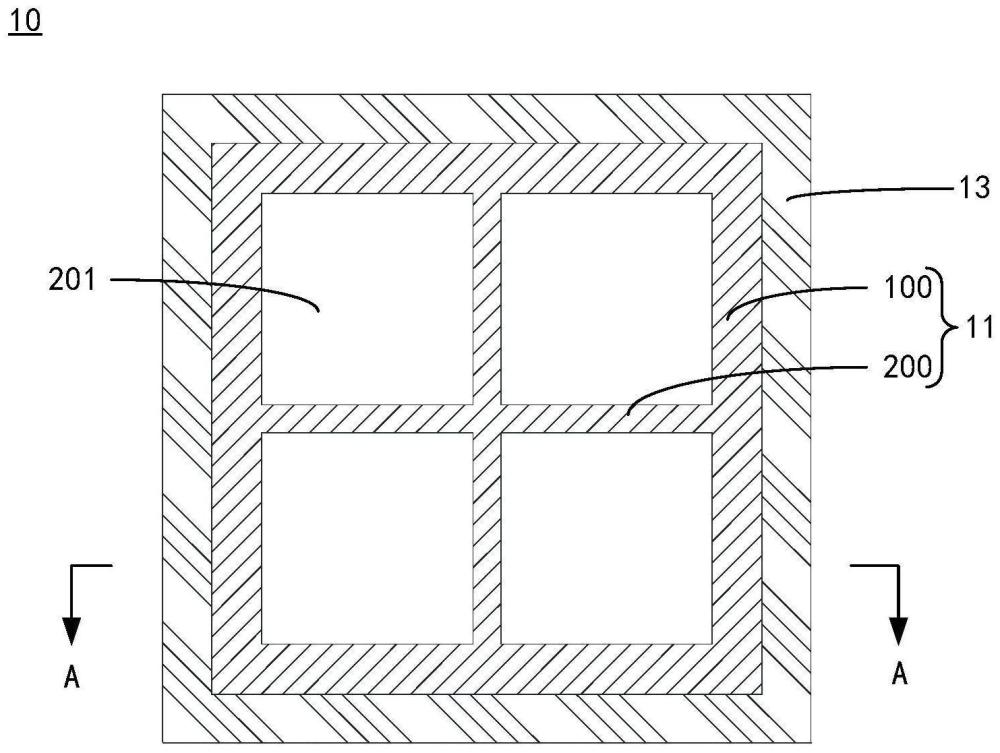
图1为本申请实施例提供的一种电铸掩模组件的实施方式一的俯视结构示意图;
图2为图1中A-A面的截面结构示意图;
图3为本申请实施例提供的一种电铸掩模组件的实施方式二的截面结构示意图;
图4为本申请实施例提供的一种电铸掩模组件的实施方式三的俯视结构示意图;
图5为本申请实施例提供的一种电铸掩模组件的实施方式四的俯视结构示意图;
图6为本申请实施例提供的一种电铸掩模组件的实施方式五的应力释放镂空区的结构示意图;
图7为本申请实施例提供的一种电铸掩模组件的实施方式六的应力释放镂空区的结构示意图;
图8为本申请实施例提供的一种电铸掩模组件的实施方式七的应力释放镂空区的结构示意图;
图9为本申请实施例提供的一种电铸掩模组件的制备方法的流程示意图;
图10为本申请实施例提供的一种电铸掩模组件的制备方法中,步骤 S101中提供电铸掩模板的流程示意图。
图中:
10-电铸掩模组件;11-电铸掩模板;12-支撑体;13-框架;14-胶粘层;
100-边框部;101-应力释放镂空区;102-子镂空区;103-应力释放孔; 110-隔断条;111-第一隔断子条;112-第二隔断子条;
200-隔断部;201-掩模孔。
具体实施方式
下面详细描述本申请,本申请的实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的部件或具有相同或类似功能的部件。此外,如果已知技术的详细描述对于示出的本申请的特征是不必要的,则将其省略。下面通过参考附图描述的实施例是示例性的,仅用于解释本申请,而不能解释为对本申请的限制。
本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语 (包括技术术语和科学术语),具有与本申请所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语,应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样被特定定义,否则不会用理想化或过于正式的含义来解释。
本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本申请的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“连接”或“耦接”到另一元件时,它可以直接连接或耦接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”或“耦接”可以包括无线连接或无线耦接。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的全部或任一单元和全部组合。
本申请的发明人进行研究发现,现有设计的电铸掩模组件包括电铸掩模板和支撑体,其中支撑体的图案与电铸掩模板的图案相同,即支撑体的通孔与电铸掩模板的掩模孔阵列方式对应且相同,支撑体的通孔与电铸掩模板的掩模孔的尺寸也相同,并且电铸掩模板与支撑体之间全面接触、且刚性连接。
电铸掩模组件的上述刚性连接结构会使得电铸掩模板在受热膨胀和冷却回缩的过程中均会被支撑体过度限制,导致电铸掩模板和/或支撑体的损坏变形,甚至导致电铸掩模板与支撑体之间的刚性连接至少部分失效,发生至少局部的形变错位,进而导致电铸掩模组件在制备高分辨率显示面板的工艺精度偏低,例如:蒸镀效果不及预期,容易出现混色问题,难以应用于产品量产。
本申请提供的电铸掩模组件及其制备方法,旨在解决现有技术的如上技术问题。
下面以具体地实施例对本申请的技术方案以及本申请的技术方案如何解决上述技术问题进行详细说明。
本申请实施例提供了一种电铸掩模组件10,该电铸掩模组件10的结构示意图如图1和图2所示,包括:电铸掩模板11、支撑体12和框架13。
电铸掩模板11包括相互连接的边框部100和隔断部200,隔断部200 将边框部100围合的空间区域分隔成至少两个掩模孔201;
支撑体12与边框部100相匹配,支撑体12的一侧与边框部100的一侧连接;
框架13与支撑体12远离电铸掩模板11的一侧连接。
在本实施例中,电铸掩模组件10中的支撑体12与电铸掩模板11的边框部100相匹配,无需制作与电铸掩模板11的隔断部200相对应的结构,不仅可以降低支撑体12的制造、设计成本,还可以有效降低支撑体 12的自重,进而降低电铸掩模组件10的整体成本和重量,利于量产、推广。
支撑体12与电铸掩模板11的边框部100连接,这样可以保证支撑体 12可以分别有效连接电铸掩模板11与框架13,使得电铸掩模板11、支撑体12和框架13形成整体利于投入应用,同时可以解放电铸掩模板11 的隔断部200所在的主要图案区域在受热膨胀和冷却回缩的过程所受到的形变限制,进而可以将电铸掩模板11因形变所产生的应力集中在电铸掩模板11的边框部100,降低隔断部200的无序变形(即降低电铸掩模板11的掩膜孔的无序变形),提高蒸镀质量,有利于保证电铸掩模板11 的工作额定形态,提高电铸掩模组件10在应用时的工艺精度。
本申请的发明人考虑到,支撑体12与电铸掩模板11的边框部100之间的可接触面积可以对电铸掩模组件10的整体性能带来影响。为此,本申请为电铸掩模组件10提供如下一种可能的实现方式:
在本申请实施例的电铸掩模组件10中,如图2所示,支撑体12在第一平面的正投影位于边框部100在第一平面的正投影以内。
可选地,第一平面是电铸掩模板11所在平面。
可选地,第一平面是支撑体12所在平面。
可选地,第一平面是框架13所在平面。
在本实施例中,支撑体12在第一平面的正投影位于边框部100在第一平面的正投影以内,不仅可以实现支撑体12与电铸掩模板11的边框部100之间具备适当的连接强度,以保证连接有效性,还可以降低可能对电铸掩模板11受热膨胀和冷却回缩的形变量造成过度限制,保证电铸掩模板11的工作额定形态,进而提高电铸掩模组件10在应用时的工艺精度。
本申请的发明人考虑到,支撑体12与电铸掩模板11的边框部100之间的连接方式可以对电铸掩模组件10的整体性能带来影响。为此,本申请为电铸掩模组件10提供如下一种可能的实现方式:
如图3所示,本申请实施例的电铸掩模组件10还包括:胶粘层14。
胶粘层14的一侧与边框部100粘接,胶粘层14的另一侧与支撑体 12粘接。
在本实施例中,支撑体12与电铸掩模板11的边框部100之间的胶粘层14,为支撑体12与电铸掩模板11的边框部100之间提供了柔性连接,可以为电铸掩模板11在受热膨胀和冷却回缩的过程中提供更大的可变形空间,进一步降低可能对电铸掩模板11受热膨胀和冷却回缩的形变量造成过度限制。
可选地,胶粘层14的材料可以采用光刻胶,光刻胶为半导体制备领域较为常用的材料,取材较为容易。当然,胶粘层14还可以选用其他具有粘性的材料替代。
可选地,支撑体12与框架13之间可以采用焊接的固定连接方式。
在一些可能的实施方式中,胶粘层14沿第一方向的尺寸不小于5毫米;第一方向与边框部100的轴向垂直、且与电铸掩模板11所在平面或支撑体12所在平面平行。
在本实施例中,胶粘层14沿第一方向的尺寸不小于5毫米,可以为支撑体12与电铸掩模板11的边框部100之间提供合适的强度,保证连接有效性,同时不会给电铸掩模板11受热膨胀和冷却回缩的形变带来过分阻碍。
本申请的发明人考虑到,电铸掩模板11的自身结构会对自身受热膨胀和冷却回缩的形变产生影响。为此,本申请为电铸掩模组件10提供如下一种可能的实现方式:
如图4和图5所示,本申请实施例的电铸掩模组件10中,电铸掩模板11的边框部100的至少部分具有应力释放镂空区101。
在本实施例中,边框部100的各个应力释放镂空区101,有利于引导电铸掩模板11在受热膨胀和冷却回缩过程中产生的应力进行释放,从而降低前述应力对电铸掩模板11的隔断部200的影响,进而有利于保证电铸掩模板11的隔断部200的工作额定形态,提高电铸掩模组件10在应用时的工艺精度。
可选地,应力释放镂空区101可以布置在电铸掩模板11的边框部100 受应力影响较大的区域,例如:边框部100的与隔断部200连接的区域,该区域在隔断部200发生受热膨胀或冷却回缩过程中,会受到隔断部200 因形变引起的推力或拉力。
可选地,应力释放镂空区101可以是规则图案,也可以是不规则图案。
在一些可能的实施方式中,如图4所示,应力释放镂空区101包括至少两个子镂空区102,至少部分子镂空区102对称布置。
在本实施例中,应力释放镂空区101包括至少两个子镂空区102,有利于分散应力的释放;至少部分子镂空区102对称布置,有利于在分散释放应力的过程中,各对称布置的各子镂空区102之间够协同配合,使得应力分散得更加均匀,进而有利于保证电铸掩模板11的工作额定形态,提高电铸掩模组件10在应用时的工艺精度。
可选地,对称布置的各子镂空区102可以采用轴对称、或旋转对称、或中心对称。
在一些可能的实施方式中,如图5所示,应力释放镂空区101沿边框部100的轴向连续布置。
在本实施例中,应力释放镂空区101沿边框部100的轴向连续布置可以为电铸掩模板11在受热膨胀和冷却回缩的过程中提供更大的可变形空间。
在一些可能的实施方式中,如图6、图7和图8所示,电铸掩模板11 的边框部100包括位于应力释放镂空区101的隔断条110,隔断条110将应力释放镂空区101分隔成至少两个应力释放孔103。
在本实施例中,应力释放镂空区101以应力释放孔103的结构形式实现,其中隔断条110可以为支撑体12与电铸掩模板11的边框部100之间的连接提供一定的接触面积,以保证连接有效性;应力释放孔103可以为电铸掩模板11在受热膨胀和冷却回缩的过程中提供一定的可变形空间,保证电铸掩模板11的工作额定形态。
可选地,应力释放孔103的大小可以根据实际需要适应性设计。例如,应力释放孔103的孔径或孔形可以与掩膜孔的孔径或孔形相同,以降低设计、制备成本。
在一些可能的实施方式中,如图6所示,至少部分隔断条110与边框部100的轴向平行。
在本实施例中,至少部分隔断条110与边框部100的轴向平行,可以使得应力释放孔103的开孔方向垂直于(或近似垂直于)电铸掩模板11 受热膨胀的外扩方向(或冷却回缩的内缩方向),至少可以使得应力释放孔103的开孔方向与电铸掩模板11受热膨胀的外扩方向(或冷却回缩的内缩方向)呈锐角夹角,这样有利于应力释放孔103吸收电铸掩模板11 受热膨胀或冷却回缩的形变应力。
在一些可能的实施方式中,如图7和图8所示,隔断条110包括:第一隔断子条111和第二隔断子条112。第一隔断子条111和第二隔断子条112交错布置,将应力释放镂空区101分隔成阵列布置的至少4个应力释放孔103。
在本实施例中,第一隔断子条111和第二隔断子条112交错布置,使得边框部100的应力释放镂空区101形成网状结构,这种网状结构既可以为支撑体12与电铸掩模板11的边框部100之间的连接提供一定的接触面积,以保证连接有效性,又可以为电铸掩模板11在受热膨胀和冷却回缩的过程中提供一定的可变形空间。
可选地,如图7所示,第一隔断子条111与电铸掩模板11的边框部 100的轴向平行,第二隔断子条112与电铸掩模板11的边框部100的轴向垂直。这样可以使得应力释放孔103形成矩形的通孔结构。
可选地,如图8所示,第一隔断子条111和第二隔断子条112中的至少一种与电铸掩模板11的边框部100的轴向之间的夹角均呈锐角。这样可以使得应力释放孔103形成菱形的通孔结构。
可选地,第一隔断子条111与电铸掩模板11的边框部100的轴向平行,第二隔断子条112与电铸掩模板11的边框部100的轴向之间的夹角呈锐角。这样可以使得应力释放孔103形成直角梯形的通孔结构。
可选地,第一隔断子条111与电铸掩模板11的边框部100的轴向之间的夹角呈锐角,第二隔断子条112与电铸掩模板11的边框部100的轴向垂直。这样也可以使得应力释放孔103形成直角梯形的通孔结构。
需要说明的是,在前述若干实施例中,可以将平行于电铸掩模板11 受热膨胀的外扩方向(或冷却回缩的内缩方向)的隔断子条、或与电铸掩模板11受热膨胀的外扩方向(或冷却回缩的内缩方向)的夹角更小的隔断子条的杨氏模量设计得更小,以利于电铸掩模板11的受热膨胀或冷却回缩;可以将垂直于于电铸掩模板11受热膨胀的外扩方向(或冷却回缩的内缩方向)的隔断子条、或与电铸掩模板11受热膨胀的外扩方向(或冷却回缩的内缩方向)的夹角更大的隔断子条的杨氏模量设计得更大,以利于电铸掩模板11的边框部100与支撑体12之间保持有效连接。
本申请的发明人考虑到,电铸掩模组件10的整体性还受各部件的材料或尺寸的影响。为此,本申请提供的电铸掩模组件10包括以下至少一项特征:
可选地,电铸掩模板11、支撑体12和框架13中的至少一种包括因瓦合金材料。因瓦合金是一类低膨胀合金,例如:包括64%的铁和36%的镍的合金。
可选地,电铸掩模板11的厚度不小于5微米且不大于20微米。
可选地,支撑体12的厚度不小于0.5毫米且不大于1毫米。
可选地,框架13的厚度不小于15毫米且不大于30毫米。
基于同一发明构思,本申请实施例提供了一种电铸掩模组件的制备方法,该制备方法的流程示意图如图9所示,包括以下步骤S101-S104:
S101:提供电铸掩模板;电铸掩模板包括相互连接的边框部和隔断部,隔断部将边框部围合的空间区域分隔成至少两个掩模孔。
S102:提供支撑体;支撑体与边框部相匹配。
S103:提供框架。
S104:将框架、支撑体和电铸掩模板层叠连接,使得支撑体的一侧与边框部的一侧连接、框架与支撑体远离电铸掩模板的一侧连接,得到电铸掩模组件。
经过上述步骤S101-S104制备得到的电铸掩模组件,支撑体与电铸掩模板的边框部相匹配,无需制作与电铸掩模板的隔断部相对应的结构,不仅可以降低支撑体的制造、设计成本,还可以有效降低支撑体的自重,进而降低电铸掩模组件的整体成本和重量,利于量产、推广。支撑体与电铸掩模板的边框部连接,这样可以保证支撑体可以分别有效连接电铸掩模板与框架,使得电铸掩模板、支撑体和框架形成整体利于投入应用,同时可以解放电铸掩模板的隔断部所在的主要图案区域在受热膨胀和冷却回缩的过程所受到的形变限制,进而可以将电铸掩模板因形变所产生的应力集中在电铸掩模板的边框部,降低隔断部的无序变形(即降低电铸掩模板的掩膜孔的无序变形),提高蒸镀质量,有利于保证电铸掩模板的工作额定形态,提高电铸掩模组件在应用时的工艺精度。
在一些可能的实施方式中,如图10所示,上述步骤S101中的提供电铸掩模板可以包括以下步骤S201-S205:
S201:提供电铸母板。
在本步骤S201中,电铸母板可以选用金属材料,或是其他具备导电性能的固态材料。
S202:对电铸母板的表面进行第一次刻蚀,使得电铸母板的表面形成第一刻蚀图案,该第一刻蚀图案与目标电铸掩模板的边框部和隔断部相匹配。
本步骤S202中的对电铸母板的表面进行第一次刻蚀,可以包括:在电铸母板的表面制作第一光刻胶结构,该第一光刻胶结构的图案与电铸母板表面的目标第一刻蚀图案互补,具体可以是在电铸母板的表面涂覆第一光刻胶层,然后对第一光刻胶层进行第一次光刻(包括曝光、显影);然后对附着了第一光刻胶结构的电铸母板表面进行刻蚀,可以根据电铸母板的材料特性选择干刻或湿刻,电铸母板表面经过刻蚀得到的第一刻蚀图案尺寸可以比目标电铸掩模板的设计开口大10%~100%,刻蚀深度可不小于 10微米且不大于40微米;随后将第一光刻胶结构从电铸母板的表面剥离。
S203:在电铸母板的表面制作绝缘结构,该绝缘结构的图案与电铸母板表面的第一刻蚀图案互补,以露出电铸母板表面的第一刻蚀图案。
本步骤S203中的在电铸母板的表面制作绝缘结构,可以包括:在电铸母板的表面涂覆绝缘材料层,然后对绝缘材料层进行第二次光刻(包括曝光、显影),得到的绝缘结构的图案与电铸母板表面的目标第一刻蚀图案互补。
S204:将覆盖了绝缘结构的电铸母板置于电铸溶液中,并对该电铸母板通电,使得电铸母板的第一刻蚀图案处形成目标厚度的电铸材料。
在本步骤S204中,目标厚度可以不小于5微米且不大于20微米。
S205:将电铸材料与电铸母板分离,得到电铸掩模板。
经过上述步骤S201-S205即可得到所需的电铸掩模板。
在一些可能的实施方式中,上述步骤S104中的将框架、支撑体和电铸掩模板层叠连接,可以包括步骤:通过胶粘层将支撑体的一侧与边框部粘接。以使得支撑体与电铸掩模板的边框部之间形成柔性连接,这样可以为电铸掩模板在受热膨胀和冷却回缩的过程中提供更大的可变形空间,进一步降低可能对电铸掩模板受热膨胀和冷却回缩的形变量造成过度限制。
应用本申请实施例,至少能够实现如下有益效果:
1、电铸掩模组件中的支撑体与电铸掩模板的边框部相匹配,无需制作与电铸掩模板的隔断部相对应的结构,不仅可以降低支撑体的制造、设计成本,还可以有效降低支撑体的自重,进而降低电铸掩模组件的整体成本和重量,利于量产、推广。
2、支撑体与电铸掩模板的边框部连接,这样可以保证支撑体可以分别有效连接电铸掩模板与框架,使得电铸掩模板、支撑体和框架形成整体利于投入应用,同时可以解放电铸掩模板的隔断部所在的主要图案区域在受热膨胀和冷却回缩的过程所受到的形变限制,进而可以将电铸掩模板因形变所产生的应力集中在电铸掩模板的边框部,降低隔断部的无序变形 (即降低电铸掩模板的掩膜孔的无序变形),提高蒸镀质量,有利于保证电铸掩模板的工作额定形态,提高电铸掩模组件在应用时的工艺精度。
3、支撑体在第一平面的正投影位于边框部在第一平面的正投影以内,不仅可以实现支撑体与电铸掩模板的边框部之间具备适当的连接强度,以保证连接有效性,还可以降低可能对电铸掩模板受热膨胀和冷却回缩的形变量造成过度限制,保证电铸掩模板的工作额定形态,进而提高电铸掩模组件在应用时的工艺精度。
4、支撑体与电铸掩模板的边框部之间的胶粘层,为支撑体与电铸掩模板的边框部之间提供了柔性连接,可以为电铸掩模板在受热膨胀和冷却回缩的过程中提供更大的可变形空间,进一步降低可能对电铸掩模板受热膨胀和冷却回缩的形变量造成过度限制。
5、胶粘层沿第一方向的尺寸不小于5毫米,可以为支撑体与电铸掩模板的边框部之间提供合适的强度,保证连接有效性,同时不会给电铸掩模板受热膨胀和冷却回缩的形变带来过分阻碍。
6、边框部的各个应力释放镂空区,有利于引导电铸掩模板在受热膨胀和冷却回缩过程中产生的应力进行释放,从而降低前述应力对电铸掩模板的隔断部的影响,进而有利于保证电铸掩模板的隔断部的工作额定形态,提高电铸掩模组件在应用时的工艺精度。
7、应力释放镂空区包括至少两个子镂空区,有利于分散应力的释放;至少部分子镂空区对称布置,有利于在分散释放应力的过程中,各对称布置的各子镂空区之间够协同配合,使得应力分散得更加均匀,进而有利于保证电铸掩模板的工作额定形态,提高电铸掩模组件在应用时的工艺精度。
8、应力释放镂空区沿边框部的轴向连续布置可以为电铸掩模板在受热膨胀和冷却回缩的过程中提供更大的可变形空间。
9、应力释放镂空区以应力释放孔的结构形式实现,其中隔断条可以为支撑体与电铸掩模板的边框部之间的连接提供一定的接触面积,以保证连接有效性;应力释放孔可以为电铸掩模板在受热膨胀和冷却回缩的过程中提供一定的可变形空间,保证电铸掩模板的工作额定形态。
本技术领域技术人员可以理解,本申请中已经讨论过的各种操作、方法、流程中的步骤、措施、方案可以被交替、更改、组合或删除。进一步地,具有本申请中已经讨论过的各种操作、方法、流程中的其他步骤、措施、方案也可以被交替、更改、重排、分解、组合或删除。进一步地,现有技术中的具有与本申请中公开的各种操作、方法、流程中的步骤、措施、方案也可以被交替、更改、重排、分解、组合或删除。
在本申请的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
在本说明书的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
应该理解的是,虽然附图的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,其可以以其他的顺序执行。而且,附图的流程图中的至少一部分步骤可以包括多个子步骤或者多个阶段,这些子步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,其执行顺序也不必然是依次进行,而是可以与其他步骤或者其他步骤的子步骤或者阶段的至少一部分轮流或者交替地执行。
以上所述仅是本申请的部分实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本申请的保护范围。
- 电铸金属掩模设备及电铸液搅拌装置
- 蒸镀掩模用基材、蒸镀掩模用基材的制造方法、蒸镀掩模的制造方法及显示装置的制造方法
- 光掩模的修正方法、光掩模的制造方法、光掩模和显示装置的制造方法
- 保护膜及母膜、偏光片组件及制备方法、母片组件、显示模组的制备方法
- 掩模组件和用于制造芯片封装件的方法
- 一种金属掩模版电铸母版、金属掩模版及其制备方法
- 掩模板、掩模板组件及掩模板组件制备方法